ZÜRICH, Switzerland — August 19, 2024 — TESTEX, an official representative and founding member of OEKO-TEX®, is a globally operating and independent Swiss testing and certification institute. Founded in 1846 and originally known as the “Seidentrocknungsanstalt Zurich” (Silk Conditioning Institute), its expertise lies in testing, analyzing, and certifying textiles and leather. In addition to the headquarters in Switzerland, the TESTEX Group, including its subsidiary OETI, now operates with 40 branches and around 400 employees worldwide.
Left: Mr. Christian Schindler, Director General at ITMF. Right: Mr. Marc Sidler, Chief Marketing Officer at TESTEX
Mr. Christian Schindler, Director General of ITMF: “ITMF is delighted to welcome TESTEX as its latest member. Testing and certifying is an integral part of the textile value chain. It is important for ITMF to have TESTEX actively participate in ITMF. This step does not only strengthen ITMF’s position as a unique international platform for the global textile value chain, it also helps ITMF and its members to discuss topics related to testing and certification in close partnership with the leading testing and certifying organization”.
Mr. Marc Sidler, Group CMO of TESTEX: “By becoming a member of ITMF, TESTEX is joining an organisation that brings together the entire textile value chain from fibre producers to manufacturers of garments and home textiles. Having access to the ITMF’s publications, statistics, and surveys as well as events like workshops, conferences, and webinars enables us to better understand the global dynamics of the textile value chain as well as to strengthen the network with associations and companies around the world.”
Posted: August 19, 2024
Source: International Textile Manufacturers Federation (ITMF)
NEUMÜNSTER Germany — August 15, 2024 — Chinese automotive supplier Sailuda is expanding its process chain with the commissioning of a Oerlikon Neumag BCF plant. In future, the specialist for automotive interiors will produce its own BCF yarns. The company is thus integrating the entire process from the yarn to the finished carpet and can therefore better influence production and quality of its car carpets.
The three-end BCF S+ system impresses with its cost-effectiveness: high production speed and capacity and reliable components combined with the highest yarn quality make this model particularly attractive for carpet yarn manufacturers.
Sailuda is one of the major suppliers for international car brands such as BMW, Volvo, VW and Ford, but also for well-known Chinese e-car manufacturers such as NIO, Lixiang and SERES. “The quality of our products is our recipe for success,” says CEO John Zhu, explaining the strategy. The company has been reporting a constant increase in turnover for years. With its own in-house carpet yarn production, Sailuda wants to diversify its product range and create outstanding and exceptional end products. In this way, the visionary trendsetter is creating a competitive advantage in the highly competitive automotive sector.
Capacity expansion already being planned
John Zhu is certain that this will not be the only investment in yarn production. “The delivery and commissioning of the 2 positions BCF S+ plant for the production of PA6 and PET monocolor BCF yarns went so smoothly and quickly; this has encouraged us to invest in another system at the end of the year.” John Zhu explains his decision for the proven S+ technology of the market leader for BCF yarn systems with the expected excellent quality of yarns produced on Oerlikon Neumag systems. “The yarns have a very uniform crimp with a high degree of coverage in the carpet.” Sailuda is thereby securing its competitiveness in the demanding market for automotive carpets.
Automotive sector boosts Asian BCF market
While the focus of carpet yarn production has so far been in the USA and Turkey, the up-and-coming automotive industry in China is giving the Asian carpet market a significant boost, among other effects. “We are registering increased demand for our BCF technologies,” agree the responsible Sales Directors in China and Neumünster, Sun Peng and Arnd Luppold. “We attribute this to the rising production figures in the Chinese automotive industry; China is ahead in terms of figures, especially in the electric car sector. This is boosting demand for automotive carpets.”
RESEARCH TRIANGLE PARK, N.C. — August 16, 2024 — AATCC’s Executive Search Committee Will Seek a New AATCC Executive Director. AATCC’s Board of Directors has authorized an Executive Search Committee to seek out a new Executive Director for the 100-year-old Association.
Suitable candidates should have demonstrated leadership and motivational skills, and prior experience in managing a business with bottom-line accountability. Candidates should also be experienced in problem solving, strategic planning, and have technical understanding and attention to detail, as well as being organized, and professional.
Prior textile processing experience is desirable. Prior Association experience is desirable. Some experience in marketing would be advantageous. Candidates should be able to communicate effectively (both orally and in writing), possess a positive work ethic, have an aptitude for planning and implementing directives, and be self-motivated. Suitable candidates must have a working knowledge of accounting systems, and a working knowledge of Windows software, and be familiar with social media.
Minimum Educational Requirement: A BS in Textile Chemistry, Chemistry, Textile Science, or Engineering is preferred. In addition to formal training in the physical sciences, an MBA with experience in managing a business is preferred. The search committee also prefers a person who is (or has been) a member of AATCC, and who has prior experience in serving as a member or chairing test methods, publications, or administrative committees of the Association.
The Executive Director reports to the Board of Directors.
The position requires in-person work from the office, located at the AATCC Technical Center, Research Triangle Park, NC, USA. Salary will be commensurate with experience.
ZÜRICH, Switzerland — August 16, 2024 — In 2023, global shipments of new short-staple and long-staple spindles rose by +2% and +5%, respectively, and dropped by -17% for open-end rotors (year-on-year). Deliveries of draw-texturing spindles decreased by -28% while the number of shipped shuttle-less looms rose by +52%. Shipments of large circular knitting machines grew by +17% and shipped flat knitting machines registered a 60%-increase. The sum of all deliveries in the finishing segment remained stable on average.
These are the main results of the 46th annual International Textile Machinery Shipment Statistics (ITMSS) just released by the International Textile Manufacturers Federation (ITMF). The report covers six segments of textile machinery, namely spinning, draw-texturing, weaving, large circular knitting, flat knitting, and finishing. A summary of the findings for each category is presented below. The 2023 survey has been compiled in cooperation with more than 200 textile machinery manufacturers representing a comprehensive measure of world production.
Spinning Machinery
The total number of shipped short-staple spindles increased by 155 thousand units in 2023 to a level of 9.78 million. Most of the new shipments went to Asia & Oceania (85%) where deliveries have been stable compared to 2022 (+0.1%). Shipment to Europe (incl. Türkiye) and North and Central America decreased by -13% and -27%, respectively, and increased in Africa (+120% to 475 thousand) and South America (+140% to 81 thousand). 85% of shipments to Africa went to Egypt. The six largest investors in the short-staple segment were China, India, Türkiye, Bangladesh, Uzbekistan, Egypt.
1 million open-end rotors were shipped worldwide in 2023. This represents about 200 thousand units less than recorded in 2022. 85% of global shipments went to Asia & Oceania where deliveries decreased by -19% to 860 thousand. China, India, and Türkiye were the world’s 3 largest investors in rotors and saw investments drop by -4%, -24% and -20%, respectively. Deliveries decreased in all major destination countries except for Brazil and Mexico, the 5th and 7th largest destinations in 2023, where shipment rose by +20% and +46% compared to 2022.
Global shipments of long-staple (wool) spindles increased to 98 thousand unit in 2023 (+5%). This positive effect was driven by a rise in deliveries to Europe (incl. Türkiye) and South America where 25 and 1.6 thousand units were shipped, respectively. 31% of total deliveries were shipped to China, 29% to Türkiye, and 19% to Iran.
Texturing Machinery
Global shipments of single heater draw-texturing spindles (mainly used for polyamide filaments) decreased by -33% from nearly 65 thousand units in 2022 to 43 thousand units in 2023. With a share of 97%, Asia & Oceania remained the strongest destination for single heater draw-texturing spindles in 2023. China, Türkiye, and India were the 3 main investors in this segment with shares of global deliveries of 90%, 2,6%, and 2,3%, respectively.
In the category of double heater draw-texturing spindles (mainly used for polyester filaments), global shipments decreased by -27% to a level of 550 thousand spindles. Asia’s share of worldwide shipments increased to 97% and China continued to be the world’s largest investor, accounting for 91% of global shipments.
Weaving Machinery
In 2023, global shipments of shuttle-less looms increased by +52% to 171 thousand units. Deliveries in the categories “air-jet” and “water-jet” grew by 34% and +96% to 53 and 92 thousand looms, respectively. The number of “rapier and projectile” looms rose by +0.1% to 27 thousand units. The main destination for shuttle-less looms was Asia & Oceania with 96% of worldwide deliveries. 97%, 85%, and 99% of global air-jet, rapier/projectile, and water-jet looms were shipped to the region, respectively. The main investor for air-jet and water-jet looms was China. The main investor for rapier-and-projectile looms was India with 10 thousand units (despite a -8% decrease compared to 2022).
Circular & Flat Knitting Machinery
Global shipments of large circular knitting machines grew by +17% to 33 thousand units in 2023. The region Asia & Oceania was the world’s leading investor in this category with 86% of global shipments. China was the favored destination with 63% of all deliveries (18’476 units), an increase of +86% compared to 2022. India and Türkiye ranked second and third destinations with 4’195 and 1’367 shipped units, respectively.
The number of shipped electronic flat knitting machines increased by +61% to 177 thousand machines in 2023. The growth was driven by Asia & Oceania which received 92% of world shipments. Shipments to other regions decreased except for Europe (incl. Türkiye), where 650 units were delivered. China remained the world’s largest investor with a +82%-share of total shipments.
Finishing Machinery
In the “fabrics continuous” segment, the number of shipped stenters increased by +3% from 1’780 units in 2022 to 1’833 units in 2023. This number includes an estimate for the total number of stenters shipped by companies which have not participated to the ITMF survey. Participating companies reported mixed results for all other machines in this category (between a decrease of -42% for relax dryers/tumblers and an increase of +103% for bleaching-line). In the “fabrics discontinuous” segment, the number of “jigger dyeing / beam dyeing” and “air jet dyeing” shipped in 2023 dropped by -8% and -0.3% to 715 and 772 units, respectively. Deliveries in the categories “overflow dyeing” rose by +4.2% to 2’122 units.
Posted: August 16, 2024
Source: International Textile Manufacturers Federation (ITMF)
BROOKLYN, Ohio — August 16, 2024 — MMI is excited to announce that Doug McBurney has recently joined our team as our new Global Procurement Executive. Doug brings with him a wealth of experience and a proven track record in the textile industry, and we are thrilled to have him on board.
His journey began with degrees in Textile Chemistry from Auburn University and Clemson University. Throughout his career at Milliken, Russell Corporation, Fruit of the Loom, Augusta Sportswear Group, and Polartec LLC, he gained invaluable insights into the industry.
Doug McBurney
He is a driven Supply Chain and Operations Executive and understands the importance of partnerships and what they mean to MMI Textiles. Throughout his long textile career, Doug has served in multiple executive positions such as Plant Manager, Vice President of Operations, and Chief Operating Officer for a variety of textile companies. He has built a reputation for transforming performance through advanced S&OP, ERP utilization, strategic supply agreements, and strong supplier relationships.
Upon joining MMI, Doug stated “MMI represents a unique opportunity for me to collaborate with talented professionals and leverage my extensive textile industry experience. While the domestic textile landscape has evolved, I remain focused on the positive advancements in materials, equipment, processes, and value streams. The future belongs to those who understand and capitalize on these improvements, and I am eager to contribute my expertise to MMI’s ongoing success.”
We are confident that Doug’s expertise and leadership will be instrumental in advancing our goals here at MMI.
Using Luxinar’s lasers, customized suits and garments can be created quickly and cost effectively
By Dr. Louise May
Since its invention in the United States in 1964, the carbon dioxide (CO₂) laser has been widely used in industry, mainly for cutting and welding metals, and since the 1970s, for medical applications in areas such as dentistry, and facial surgery. But what is perhaps less well known is the crucial role that CO₂ laser technology has played in processing textiles and technical fabrics. This article looks at how Luxinar’s CO₂ laser sources are helping to revolutionize textile and fabric processing for the fashion, technical textile, and automotive industries.
CO₂ Laser Cutting Of Textiles
A CO₂ laser emits a high-powered infrared beam of intense heat which can vaporize and thus cut through a wide range of fabrics including both natural and synthetic materials —cotton, polyester, silk, lace, neoprene, felt, nylon, fleece, as well as thicker fabrics such as leather and canvas.
Compared with traditional mechanical or manual cutting, CO₂ laser cutting is much faster, more precise and reduces waste as parts can be cut very close together. In addition, it produces clean-cut edges that require minimal post-processing — and as it’s a non-contact process there’s no tool wear, no distortion or stretching of fabric during cutting.
With synthetic fabrics, the edges are sealed, which prevents fraying; and although natural fibers are prone to discoloration, this can usually be controlled with a careful choice of laser parameters. These advantages add up to faster and more consistent processes that are easily automated with design changes quick and easy to implement, thereby reducing downtime and time to market.
Fashion
Garment production: In recent years, laser cutting has helped to streamline garment production across the industry. Cutting room processes can now be fully automated, with the speed and efficiency minimizing both downtime and fabric waste. Additionally, laser cutting is flexible, allowing designs to be created and modified with ease enabling manufacturers to keep up with rapidly changing fashions. One-off, customized and made-to-measure garments have become much easier and more cost-effective to produce, men’s suits being a prime example. The client’s measurements are sent to a production facility, where a CAD system designs the pattern, and a laser cuts out the fabric. The finished suit is delivered to the client within weeks, at a fraction of the cost of a traditionally tailored garment.
Luxinar’s Solutions For Textile And Fabric Cutting
A good choice for textile cutting is Luxinar’s SR series of sealed CO₂ lasers. They come in three wavelengths: 10.6, 10.25, and 9.3µm, and are integrated with field replaceable RF power supplies. The minimum shipment power is 20-percent higher than rated power and this series can be easily integrated into laser-based processing machines.
(left to right): 150W SR 10i, 175W SR 15i and 250W SR 25iAlso available is Luxinar’s SCX 35, a versatile 350W sealed CO₂ laser source that’s an ideal choice for cutting and airbag processing. It comes in 10.6µm, 10.25µm, and 9.3µm wavelengths, has a separate RF power supply for flexible integration, and is designed for robotic applications and integration into industrial processing systems with scanners or other beam guidance components.
Laser Marking
Luxinar laser processing of leather is fast and flexible
In addition to cutting, CO₂ laser technology can be used for marking where only the surface of the fabric is processed. In the case of leather production, lasers are involved from the very beginning to mark traceability codes on the animal hides prior to tanning. Lasers are also used to cut processed leather at high speeds, and intricate designs can be created with ease. The laser produces a good finish, minimizes waste and offers tremendous flexibility. Lasers can be used for texturing as well as cutting, removing the surface of the leather to create a pattern or design. This may be purely decorative, or it may be functional — for example texturing leather for non-slip shoe soles.
Luxinar laser marking of buttons is a clean and flexible process
In the same way, lasers can be used to mark decorative or functional logos, patterns, or manufacturer’s details, on buttons used in garment production.
Luxinar’s Solutions For Button And Leather Marking
Luxinar’s 125W CO₂ laser marking systems, the MULTISCAN® HE and MULTISCAN® VS, offer an inkless method of applying alphanumeric text, QR codes, 2D and traditional barcodes, as well as complex graphics to leather, wood, plastic and a wide variety of other materials. The flexible software allows intelligent data to be placed anywhere within the specified scan area, and the system can mark stationary objects or moving products which need to be coded on the fly. Both models are available in 10.6µm, 10.25µm and 9.3µ wavelengths and can be easily integrated into existing production lines.
Luxinar 125W CO₂ laser marking systems
Engraving
Luxinar laser engraving of T-shirt heat transfers is a time-saving process
Lasers are also used for engraving, i.e., controlled cutting to a depth. This process can be used to create designs on heat transfer film that are used to decorate T-shirts and other fabric garments. In this case, the laser is not used directly on the garment itself. Instead, the laser engraves a type of laser-friendly transfer film, removing excess material and leaving only the required design intact. The design is then transferred to the garment using a heat transfer press. The advantage of fully engraving the film is that the transfer doesn’t require “weeding” before use — the time-consuming process of removing small pieces of waste material from the design, which significantly reduces the total process time.
A 450W laser removing indigo dye pigment from denim jeans to create a vintage look. Image courtesy of Jeanologia
Designer Denim
The first use of CO₂ lasers for marking textiles was in the mid-1990s, when Icon, a small startup in Florida, patented a laser-based color-fading process for dyed denim garments and fabrics. The process was based on the vaporization of indigo dye using high-power CO₂ lasers. The aim was to create a retro look — a symbol of youth and rebellion as epitomized by a Levis advertisement in the late 1980s. In this ad, model and musician Nick Kamen put rocks in a laundrette washing machine and undressed to his boxer shorts to perform some DIY stonewashing/fading on his 501 jeans. Sales skyrocketed and set a retro fashion tone for denim jeans which is still with us today.
In 1998, Icon licensed the process to Levi Strauss who installed high-power denim-marking systems in their flagship stores in San Francisco and London. Until then, stonewashing and sandblasting were the only methods to simulate the look of a well-worn pair of jeans — methods which created massive environmental damage as they involved the discharges of millions of liters of contaminated water and the use of harmful chemicals.
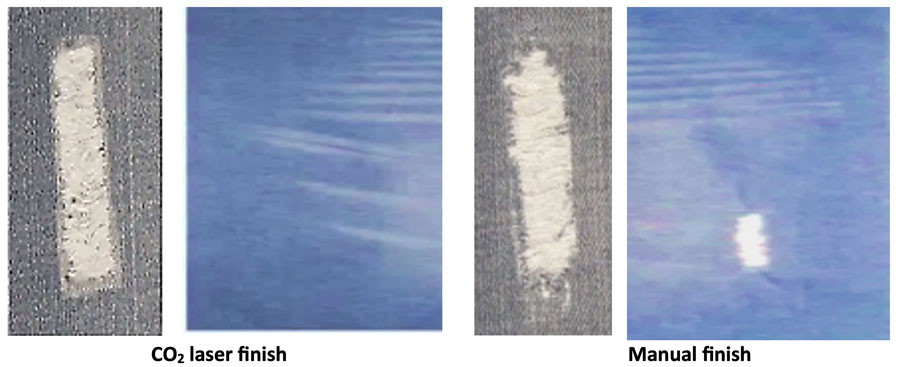
Comparison between laser and mechanical abrasions/fading. Source: Textile Today
Since the early 2000s, companies like Luxinar have done much to advance the technology by providing state-of-the-art CO₂ lasers to the world’s major suppliers to the denim jean industry. A CO₂ laser finishing system typically involves 4 stages:
a digital image of the jeans is created;
the image is overlaid with the desired features of a vintage pair to form a greyscale design;
the greyscale design is loaded into the laser computer;
the laser transfers the greyscale design to the jeans by varying the intensity of the focused laser beam as it scans rapidly across the garment.
A 450-1000W laser beam then sweeps across the jeans and selectively removes the indigo dye pigment from the denim by heating it to a temperature of 600°C in a process called sublimation. The same laser can be used to introduce rips, abrasions, various wash effects and simulated creases, known as “cat’s whiskers”.
As Cherry Healey quipped in a 2023 BBC documentary on jeans manufacturing1 “Using a laser on jeans seems more James Bond than Bond Street”. This may be true, but the fact remains that compared with manual methods, CO2 laser processing can produce an equally good finish without damaging the texture or compromising the strength of the fabric. And not only is the process more sustainable and eco-friendly — it also enables a dramatic increase in productivity as with laser processing the effects of years of wear are created in seconds compared with 20 minutes for manual methods.
Luxinar’s Solutions For Denim Applications
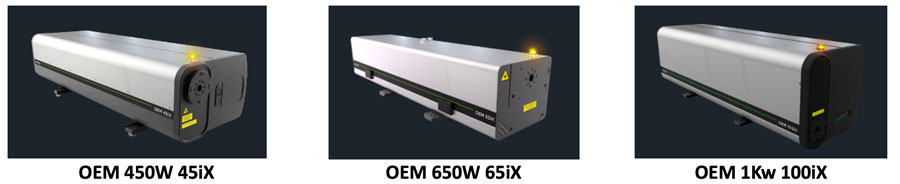
A popular choice for denim applications is Luxinar’s OEM series of sealed CO₂ lasers, which range in power from 450W to 1000W and come in 10.6, 10.25, and 9.3µm wavelengths.
Denim marking requires the laser parameters such as power, mode, wavelength, and polarization, to be very stable. For this reason, Luxinar’s lasers incorporate unique cavity and electrode designs to ensure the required level of stability and pulse-to-pulse consistency. Additionally, they have a high quality, round, symmetrical beam for high processing speeds and a short optical pulse with high peak power, which combine to ensure optimum process quality and minimise the heat-affected zone.
Luxinar sealed CO₂ laser sources for denim applications: OEM series
As with the SR series, our sealed OEM CO₂ laser sources are based on the well-proven slab principle, with no need for gas recirculation equipment such as vacuum pumps or pressure control systems. As gas exchange is unnecessary before 20,000 operational hours, the running, maintenance, and service costs of our lasers are minimal — resulting in a long lifetime and trouble-free operation throughout.
Luxinar lasers can cut a variety of textiles with ease and precision
Technical Textiles
Lasers are also advantageous for the cutting of carpets, curtains and sails as well as thermal insulation material, medical gauze, filter material, geotextile membrane, and Kevlar-reinforced textiles.
Cutting profiles for these materials can be complex and highly detailed, and consistency of quality is of paramount importance. By cutting technical textiles with lasers, the edges of the fabric are sealed, which prevents fraying, eliminates the need for further finishing and allows easier handling of the cut pieces. As with cutting textiles for garment production, complex shapes can be cut out with ease and precision, the process is both repeatable and adaptable and design changes are easy and quick to implement. Depending on the type of textile, Luxinar’s recommended solutions for cutting technical textiles include the SR series (10i ,15i and 25i); the SCX 35, and OEM series 45iX and 65iX.
Luxinar’s lasers cut automotive textiles cleanly
Automotive
Laser cutting is now also commonplace in the automotive industry. Synthetic fabrics can be cut cleanly, and the laser melts and seals the edge of the material so that it doesn’t fray during the subsequent stitching and assembly. Both real and synthetic leather can be cut for car upholstery in the same way. The fabric coverings on the interior pillars of modern vehicles are frequently finished by laser. Fabric is bonded to these plastic parts during the moulding process, in a 5-axis robotic process, with the cutting head following the contours of the part and trimming the fabric with precision. Depending on the type of textile, Luxinar’s recommended solutions for textile cutting for automotive applications include the SR series (10i ,15i and 25i); the SCX 35, and OEM series 45iX and 65iX.
Trimming of airbag materials by Luxinar’s lasers is efficient and reliable
Airbag processing: Airbag materials are usually made from densely woven nylon or polyester fibres and are often silicone coated to obtain the desired air permeability. Airbags may be flat woven, where the bag is made up of several fabric pieces stitched together or one piece woven (OPW), where the structure of the airbag is fully formed on the loom. Both types require trimming, for which a CO₂ laser is the ideal tool.
CO₂ lasers can also be used to score lines in the material of the car dashboard and door skins, selectively weakening the structure so that a flap breaks open to release the airbag in the event of a collision. This laser scoring must be performed to extremely tight tolerances and is implemented on the reverse side of the interior panels, so there is no aesthetic impact visible to the occupants of the vehicle. Luxinar’s recommended solutions for air bag processing are the SCX 35, OEM 65iX and OEM 100iX.
Future Outlook
The outlook for the laser processing of textiles and fabrics is promising. According to a recent market report2, the fabric cutting machine market will be worth $429.5 million by the end of 2024, rising to $644.4 million by 2034 with the laser cutting segment accounting for around 42 percent of the market. Laser cutting is expected to grow exponentially during this period due to the inherent advantages of lasers sources over traditional mechanical and manual processing methods. As we have seen, these include faster processing, greater precision, a reduction in waste, enhanced quality control, and a reduction in downtime and time to market.
The future for laser denim processing is also positive with the global market for denim jeans projected to rise from $64.5 billion in 2022 to $95.2 billion by 20303. Along with this growth in sales will be an increase in demand for laser marking driven by the trend towards greater customization and exclusivity, as well as the advantages of being faster, more eco-friendly, and conducive to greater productivity.
We are also likely to see an increase in the use of innovative technical fabrics based on recycled plastics, cellulose, vegetal fibers and other bio-fabrics. These materials will require a new generation of consistent and reliable laser performance. But whatever the future may bring, Luxinar’s expertise and experience in developing innovative CO₂ laser source technology, make us well placed to meet any new challenges and remain a leading provider of laser sources to the denim and textile industry.
References 1. https://www.bbc.co.uk/iplayer/episode/m001v63x/inside-the-factory-series-8-3-jeans 2. Future Market Insights: Fabric Cutting Machine Market 3. Research & Markets: Global Denim Jeans Strategic Business Report 2023
Editor’s Note: Dr. Louise May is senior applications engineer, Luxinar Ltd., England. August 15, 2024
WASHINGTON, D.C. — August 14, 2024 — The Plastics Industry Association (PLASTICS) released the following statement on the White House’s decision to change its position and support limiting virgin plastics production as part of the UN Plastics Agreement currently being negotiated:
“The White House’s misguided reversal in support of plastic production caps is not only impractical but directly harmful to all U.S. manufacturers and will get us no closer to reaching our shared environmental goals,” said Matt Seaholm, President and CEO of PLASTICS.
“The plastic industry is the seventh largest manufacturing industry in the United States and employs one million people. With this decision, the White House has turned its back on Americans whose livelihoods depend on our industry, as well as on manufacturers in all sectors that rely on plastic materials.
“Plastic offers unparalleled safety, protection, and efficiency and can be reused and recycled, reducing our overall resource needs. An independent study confirms plastics have lower total greenhouse gas contribution than alternative materials. Yet, the White House’s decision ignores these facts in favor of misinformation spread by anti-plastic activists.
“Furthermore, this reversal has undermined U.S. negotiators’ influence in UN negotiations as other countries know this extreme position will not receive support in the U.S. Senate.
“We are dedicated to keeping plastic waste out of the environment and believe we need to work together to achieve this. However, the White House’s drastic position change will not accomplish this goal, only set us back.”
The Plastics Industry Association (PLASTICS) is the only organization that supports the entire plastics supply chain, including Equipment Suppliers, Material Suppliers, Processors, and Recyclers, representing over one million workers in our $548 billion U.S. industry.
Posted: August 14, 2024
Source: The Plastics Industry Association (PLASTICS)
Ethical and compliant work environments are key to the textile and apparel industries.
By Pierre-Nicolas Disser
Within the textile and apparel industries, where fabrics imports and exports cross all borders to meet ever-changing industry trends and consumer needs, ensuring the safety and quality of these materials has never been more important.
Whether you’re a manufacturer, global brand, sourcing and procurement professional or quality control company woven into the fabric of this industry, developing a reliable line of product that is compliant with safety and performance standards is vital to not only your business, but the sustainability of our industry; it safeguards consumers while nurturing brand growth and builds a culture of responsibility for the textile manufacturing landscape.
Regulatory bodies, including the Consumer Product Safety Commission (CPSC), Food and Drug Administration (FDA) and Customs and Border Protection (CBP) play pivotal roles in upholding standards for imported consumer goods.
For textile and apparel importers, compliance with these standards is not just a legal obligation but a moral imperative — a commitment to the safety and satisfaction of end-users.
However, by prioritizing the safety and well-being of workers first, importers contribute to the creation of ethical supply chains where dignity and fairness are upheld. The steps taken by compliant factories to exceed those regulations support safe working environments and workforces that take pride in their craft.
A study from the University of Southern California* reinforces the profound links between compliance, worker satisfaction, and product quality. When supply chain employees feel valued and protected, they invest themselves wholeheartedly in their work. Longevity within a company fosters experience and expertise, enhancing the overall quality of products and bolstering the reputation of the brand.
Utilizing these same concepts, auditors can also be contracted to review employee safety and labor on-site. This proactive approach helps minimize costly ethical and labor issues, further protecting both brand reputation and the health and safety of workers and maintaining industry integrity throughout the textiles supply chain.
Testing and inspections play a vital role by ensuring product quality, compliance with regulations and adherence to specific brand guidelines. Third-party testing, inspection and certification (TIC) agencies provide an even more important unbiased assessment, reducing the risk of shipping substandard goods and ensuring worker conditions are safe and ethical, fostering trust between buyers and suppliers. Through meticulous testing, inspections and audits, we can detect defects, verify product authenticity, and ensure safety standards are met.
Consider, for instance, the scenario of a textile factory where workers are treated with respect and provided with safe working conditions. In such an environment, employees are more likely to feel a sense of ownership and pride in their work. This sentiment translates into meticulous attention to detail and a commitment to excellence. Consequently, the products exported from such factories exude quality and reliability, earning the trust and loyalty of consumers. Conversely, in environments where worker safety and well-being are compromised, the repercussions are far-reaching. A disgruntled, insecure or simply unsafe workforce is less likely to deliver products of superior quality. Concerns about health and safety detract from productivity and morale, casting a shadow over the entire manufacturing process. Ultimately, neglecting compliance not only jeopardizes the safety of employees and its consumers, but also undermines the reputation and longevity of a brand.
A quick review of QIMA data from earlier in the year** shows that ethical audits in South Asia, found a consistently high incidence of compliance violations related to working hours and wages, suggesting factories may be relying on unpaid or forced overtime to cope with the surge in order volumes. These trends are especially concerning, combined with the fact that supply chain visibility remains low across the board: The same survey found that only 16 percent of businesses globally were able to name all the suppliers involved in the making of their products.
Reputation is everything. A brand synonymous with safety, quality and ethical practices commands loyalty and trust in the marketplace. By championing transparency and ethical practices, reinforced by a thorough, credible third-party inspection team, textile brands of all sizes can inspire confidence among consumers and stakeholders, positioning themselves as leaders in responsible sourcing.
A CORUÑA, Spain — August 14, 2024 — Zara, in collaboration with Circ®, a US-based fashion technology company that recycles textile waste back into new fibers, revealed the latest Zara Women’s collection made with Circ Lyocell, achieving the look and feel of silk, with fibers derived from 50% recycled textile waste.
This follows Zara and Circ’s first collection, launched in April 2023, which marked the use of garments made with recycled polyes- ter and lyocell. The collection features four pieces, each made from fabric using only 100% Circ Lyocell . The Zara team designed the garments to showcase clean, minimalist silhouettes, with a natural look and feel, a testament to how Circ materials can be used to create elevated and timeless designs. The new collection will be available on August 15 in the US and other selected markets.
Breaking down blends of polyester and cotton – referred to as “polycotton” – was once a significant roadblock to creating recycled raw materials to make new garments. Circ’s innovative recycling technology provides a solution, as the only in-market platform to successfully separate polycotton blended textile waste and recover both cellulosic and synthetic fibers. Now, the major challenge at hand is scaling up these innovative technologies to accelerate circularity across the entire fashion industry, which will require industry-wide collaboration and investment. Partnerships like Zara and Circ’s ongoing collaboration, which started with an investment in 2023 from Zara’s parent, Inditex, mark another step forward in driving the scalability of sustainable solutions for the fashion industry.
“For us, success is when circularity is the default, with no compromise on quality or design,” said Peter Majeranowski, CEO of Circ. “Our latest collection with Zara builds on our goal of creating a model for widespread adoption of sustainable materials. This partnership also reinforces the long-term potential of Circ and Inditex to work together to improve product circularity for the fashion industry, while demonstrating Circ’s product quality.”
The “seven deadly sins of manufacturing,” also known as the seven wastes of lean manufacturing, categorize inefficiencies that can affect a company’s productivity and profitability and a lot more. Some of these sins are obvious, such as flawed inventory management, inconsistent transportation processes, and product defects. Others can be hard to identify and quantify. Either way, every sin creates an unwanted impact on a business.
Learning how to identify and prevent these sins will reduce or eliminate unnecessary waste, improve efficiency and productivity, protect profitability and cash flow, and uphold a company’s reputation. If any of these sins are lurking within a business, here’s how to identify and rectify them.
1. Transportation
Delivering products on time to manufacturing customers is essential for building vendor loyalty. However, waste created by unnecessary movement of raw materials, finished goods, or work in process (WIP) can make it difficult to meet expected shipping dates, leading to increased costs and dissatisfied customers. In addition to wasting fuel and energy costs, excess transportation can also trigger other wastes such as waiting and motion.
Transportation waste often results from poor plant design, such as large distances between operations. It can also be generated by large batch sizes, poorly designed production systems, and multiple storage facilities, as well as inefficient material flows during storage, retrieval, and transfer. To prevent this kind of waste, design a sequential flow from raw materials to finished goods, don’t store WIP in inventory, and maintain consistency and continuity when assigning job priorities.
Value stream mapping (VSM), a lean manufacturing technique for analyzing, designing, and managing the flow of materials through the shop floor, can be very effective in identifying transportation waste. It involves full documentation of all aspects of production flow rather than just mapping specific production processes.
The voice of customer (VOC) can be used in conjunction with VSM to add important information. If the VOC has information critical to success that is not supported in a business’s VSM — for example, the customer says they want delivery in X days, the VSM says the process takes greater than X days — the two documents together can guide the improvement efforts.
2. Inventory
Excess inventory is a form of waste related to the holding costs of raw materials, WIP and finished goods. In addition to driving up inventory costs, this deadly sin ties up capital, takes up space, and allows for inventory to age and obsolete. Excess inventory is a good indicator of other issues within the production process.
Excess material purchasing resulting from poor forecasting and production planning is often caused by a poorly designed link between the procurement department and the manufacturing and scheduling departments of an organization. Due to a lack of visibility and an unknown future, procurement is forced to err on the side of ordering too much material.
Purchasing raw materials only when needed and reducing the need for safety stock will minimize this waste. ERP Inventory software simplifies this process by tracking inventory counts with remarkable accuracy to facilitate the reduction of over- or under- purchasing.
Mobile barcode scanning for inventory receiving and movement can reduce this type of waste by providing high levels of inventory visibility and control. It reduces the need for manual inventory and cycle counts, increasing accuracy of stock on hand. Real-time inventory data improves the performance of forecasting software so purchasers know when to order more stock.
3. Motion
This deadly sin consists of unnecessary movements by employees or machines that don’t add value to the product or service. Common sources of motion waste include poor workstation layout and negligent production planning and process design. Shared equipment and machines, siloed operations, and lack of production standards can be added to this list.
Motion on the shop floor can include reaching for raw materials, walking to get tools or materials, or moving finished goods out of the work area. Redesigning the shop floor to simplify the work will help reduce excess motion. In the office, wasted motion can include searching for files, sifting through spreadsheets or multiple folders to find what is needed, excess mouse clicks, and double data entry. ERP software can jettison a lot of this waste by automating processes to eliminate manual data entry, reduce paper, and simplify purchasing and receiving.
Implementing 5S, a five-step methodology that creates a more organized and productive workspace, can also play a role in minimizing motion waste:
1. Sort — Keep only what you need
2. Set in Order — Keep it organized
3. Shine — Keep it clean
4. Standardize — Keep it the same across workstations
5. Sustain — Keep it consistent over a long-time horizon
4. Waiting
Wasting time waiting for materials, information, equipment, or people is considered a sin because it slows production, increases costs, and adds no value. Furthermore, it can prevent finished goods from being delivered on time — a bigger sin in the minds of customers.
A major source of waiting occurs when production employees don’t know which job to be working on now and what comes up next or have not been provided with the necessary raw materials. ERP software can solve that problem by making the information directly available to machinists without leaving their workcenters and providing the warehouse with a dispatch list of jobs slated to start.
To reduce this waste, use VSM to analyze the total time spent working on jobs from order to shipment and summarize the amount of time where value is not added to the product. Make the process flow as seamless as possible by creating buffers between production steps and create standardized instructions to provide consistency in the method and time required for each step.
Four rules to minimize waiting waste:
1. Automate scheduling so workers always know what to do and when.
2. Design processes to ensure continuous or single piece flow.
3. Have standardized work instructions.
4. Develop multi-skilled workers who can quickly adjust to unexpected work demands.
5. Overproduction
Overproduction occurs when manufacturing the product is required or before it is asked for. Often referred to as the “just in case” sin, manufacturers tend to use overproduction as a backup in the event of unexpected increases in demand. However, it can lead to a rash of problems, from preventing smooth workflow and increased storage costs to hidden defects within WIP. All of which requires additional capital to fund excessive lead times and the production process.
Strategies for terminating overproduction include:
• Use a pull system to control manufacturing capacity.
• Make sure the rate of manufacturing between stations remains even.
• Reduce setup times to facilitate production of small batches or single-piece flow.
• Adjust the production pace to match the rate of customer demand.
A relatively new strategy consists of integrating artificial intelligence (AI) with the ERP system to more accurately forecast product demand based on historical data, market trends, and customer behavior. AI can also predict consumer demand
for individual SKUs using data based on seasonality, pricing, promotions, and product lifecycles.
6. Overprocessing
This waste can be hard to uncover because it often hides in activities that, from the customer’s perspective, don’t add value to a product. Over-processing gets uncovered when customers reject product features, capabilities and services they don’t want or consider excessive. These can range from rework, excessive analysis and over-engineering a solution in a way the customer doesn’t deem necessary or worth the additional cost.
Over-processing in the office typically involves administrative and workflow overkill. Customers see it as unnecessary steps
in the purchasing process, unnecessary signatures on forms or documents, and other forms of red tape. For office personnel it comes in the form of double data entry, unnecessary forms, and extra steps in a workflow.
Putting the brakes on over-processing starts with understanding the work requirements of the customer. This is where specification documents or prototype/first articles can be leveraged to ensure the customer and you are on the same page, especially for new product developments. If things don’t align, make adjustments to the manufacturing process so it syncs with what the customer wants.
Remember:
• Always have the customer in mind before starting production.
• Build a level of quality that meets customer expectations.
• Produce only the quantities needed.
7. Defects
Products that fall short of the manufacturer’s or the customer’s quality requirements certainly qualify as a deadly sin, especially if they get shipped out before the defect is discovered. The cost of the wasted materials, labor time and rework are bad enough. Lost customers and the damage to a company’s reputation can extract a higher price over the long term.
The best way to counteract defects is to identify them as they occur, and implement corrective actions that will prevent them from reoccurring in the future. This is best done with ERP Quality Control software. Start by monitoring completion of every step of the production process through an ERP system. When defects are detected immediately, enter the non-conforming part into the ERP system, halt production, analyze the problem, and outline cause and correction action if necessary.
If there are frequent defects with particular parts, using tools such as a Fishbone Diagram, a visual way to look at cause and effect, can help brainstorm and identify the root cause of the most common faults and why they continue to happen. Then redesign the process so those defects don’t occur and standardize the work to ensure a consistently defect-free manufacturing process.
Anti-defect rules to remember:
• Implement a process protocol that brings consistency to all your manufacturing methods.Never pass defective items along the production process.
• Track non-conformance by vendor, customer, employee, department, and product.
• Always require engineering signoff before deploying a cause and corrective action.
Why waste time creating waste? ERP software can help eliminate waste while you improve processes at the same time.
Editor’s Note: Chris Pinaire, MBA, PMP is the director of New Implementations at Global Shop Solutions.