Woodward Inc., Fort Collins, Colo., and Hexcel Corp., Stamford, Conn., have announced a definitive agreement to combine as part of an all-stock merger of equals under terms agreed to by the boards of directors at both companies. The resulting company, to be named Woodward Hexcel with headquarters in Fort Collins, will be an integrated systems provider for the aerospace and industrial sectors. Woodward Hexcel will employ more than 16,000 people in 14 countries on five continents. The deal is expected to close in the third quarter of 2020.
“This merger accelerates our technology investments and creates greater benefits and growth opportunities than either company could have achieved alone,” said Tom Gendron, chairman, CEO and president, Woodward.
Houston-based Ascend Performance Materials’ board of directors has approved plans for the construction of cogeneration units and expansion of adiponitrile (ADN) capacity at its site in Decatur, Ala. — one of only four plants in the world that produce ADN on such a large scale. In addition to the capacity increase, the $175 million project will reduce emissions by 60 percent, and generate jobs — some 150 skilled jobs during construction and 10 high-end manufacturing jobs once the project is completed. The company reports it came to an agreement with the state of Alabama over economic incentives related to its plans, which are subject to final agreements with the state, Morgan County Economic Development Association and the City of Decatur.
“The Decatur community is at the heart of our business,” said Phil McDivitt, Ascend’s president and CEO. “The ADN produced there is a critical building block for nylon 6,6,
a high-performance plastic used in a variety of products from life-saving vehicle airbags to high-voltage electrical connectors.”
Dallas-based Panda Biotech has announced plans for the Panda High Plains Hemp Gin, an industrial hemp processing facility that will be located in Shallowater, Texas. The plant will use advanced, high-capacity decorticating equipment — Panda Biotech Hemp Gins™, which are smaller versions of proven technology used throughout Europe and Asia for decades — to separate the fiber and cellulose from the stalk that will be converted into textile-grade fiber and premium cellulose. Panda will process only hemp stalks harvested before the seed and flower matures to ensure high fiber quality.
The company reports it has secured the rights to buy a 255,000-square-foot processing facility in Shallowater. Panda Biotech anticipates processing more than 130,000 tons of industrial hemp grown in Texas on an annual basis.
“Hemp fiber and cellulose will help manufacturers meet the needs of today’s eco-conscious consumers who increasingly require environmentally friendly products and services,” said Scott Evans, executive vice president, Panda Biotech.
The litany of positive economic data in the United States has almost become mind numbing. Positive jobs data, low unemployment, low inflation, reduced regulation, the new USMCA in place, energy independence, low oil prices, completion of the phase one U.S.-China trade agreement, an active investment environment, record breaking stock market levels — what more could you ask for?
Global economies are a different story. As the United States has shifted focus away from passive globalism, Europe and Asia are highly intertwined and interdependent.
The International Monetary Fund (IMF)’s latest World Economic Outlook Update calls for a sluggish recovery in the Euro Area with projected growth of 1.3 percent in 2020 and 1.4 percent in 2021.
The IMF projects growth in Germany of 1.1 percent in 2020 and 1.4 percent in 2021, while Italy’s projected growth is a dismal 0.5 percent in 2020 and 0.7 in 2021 — still shy of the 0.8 percent growth rate reported for 2018.
By comparison, the IMF anticipates 2.0 percent growth in 2020 and 1.7 percent growth in 2021 in the United States. China and India still maintain the highest projected growth in the high 5 to 6 percent range but both down from 2018.
Through this lens, a sense of caution among U.S. executives is understandable. On the plus side, USMCA and U.S.-China phase one trade agreements may improve trade conditions and the very structure of international trade.
This situation reminds one of the account of a prominent, well-liked, up-and- coming lawyer with a winning record and Generalized Anxiety Disorder. As the winning record ever increases, so does the inability to sleep and frequency of panic attacks. The fear of the upcoming imminent loss — tarnishing the winning reputation — is almost too much to bear. In many ways, responsible, well-liked business executives can fall victim to the same fears.
With all of this great U.S. economic data, and capital pouring into U.S. markets from around the globe, what will cause the music to stop?
Will it be a virus from China? An unforeseen political outcome or event? Unsupported market speculation the likes of the dotcom bubble or a financial meltdown? When the music stops will the correct decisions have been made, will the company be positioned to find an open chair or be forced to stand and exit the game?
As of TW’s publication date, the opportunities seem to outweigh the risks. In a way, some of the risks are actually creating opportunities.
The Coronavirus has companies reconsidering supply chains and the risk burden associated with outsourcing to China — this at a time when trade with China has been under such pressure in negotiating the U.S.-China phase one trade agreement. Will it create a positive environment for the next phase of the agreement?
Will this scare and the positive business environment in the United States increase the attractiveness of investing in U.S. manufacturing including textiles?
Will the U.S. consumer remain unphased and keep the economy humming along?
Will the election year noise and seriously divisive politics add risk, or play to an empty hall while business motors on?
Certainly more questions than answers — but the United States is in a great position. According to the IMF the United States has experienced “the longest economic expansion in recorded history”— why stop now?
Lenzing’s Dr. Florian Heubrandner On REFIBRA™ Technology, Future Plans
TW Special Report
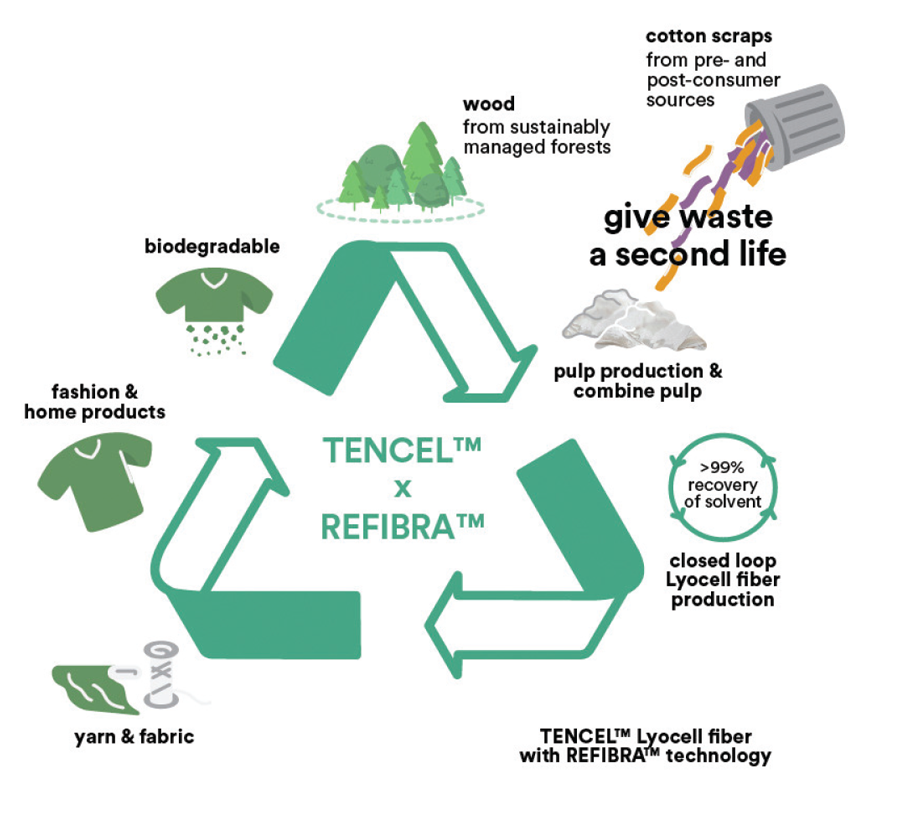
Recently, Austria– based Lenzing Group announced the “industry’s first successful production of TENCEL™ branded lyocell fibers using post-consumer cotton waste” using its REFIBRA™ Technology. According to Lenzing, “REFIBRA technology
features the upcycling of a substantial proportion of preconsumer cotton scraps from garment production and mixing with virgin wood pulp, to produce new TENCEL Lyocell fibers.” In September 2019, Lenzing announced the first phase of REFIBRA technology upgrade, by increasing the composition of pulp made from upcycled cotton scraps collected from garment manufacturing process to up to 30 percent. In the second phase, among the 30 percent of recycled raw material content, Lenzing will incorporate up to 10 percent of post-consumer cotton waste into the mixture of recycled materials alongside pre-consumer cotton waste.”
The process of making regenerated cellulose fibers has a long, if not sordid, history. The concept of chemically breaking down wood feed stocks to their basic polymer building blocks — cellulose — and extruding those polymers to form a new fiber is not a new idea. Unfortunately, the technology of the day included a messy chemical discharge. That process was reinvented as a closed loop system, known as the lyocell process, which negates the discharge problem.
According to Lenzing, “The underlying idea of the lyocell process is to dissolve and process the pulp in a closed loop without any chemical derivatization. Similar to LENZING Viscose and Lenzing’s modal fibers, the basic raw material is dissolving wood pulp from sustainable forestry. In contrast to the viscose process an organic solvent called N-methylmorpholine-N-oxide (NMMO) is used to directly dissolve the pulp without any chemical change. For this reason, it is considerably simpler than viscose production. The technology developed by Lenzing enables more than 99 percent of the solvent to be recovered in a closed chemical loop and then fed back into the production process.”
In his role of overseeing Lenzing’s global textile business, Dr. Florian Heubrandner, vice president, global business management textiles, Lenzing AG, is focused on scaling-up new textile innovations, expanding the business into innovative fashion segments, and creating long-term strategic partnerships across the textile value chain. He holds a masters degree in business administration from the University of Graz, Austria, and a doctorate in marketing from the University of Frankfurt, Germany.
Recently, Textile World editors spoke with Dr. Heubrandner about recent updates to the REFIBRA technology and its contribution to the circular economy concept.
TW: Welcome, Dr. Heubrandner. Lenzing has been quite active in the sustainability narrative, but what drove Lenzing to upgrade the REFIBRA technology?
Heubrandner: With more than 80 years of experience in sustainable fiber production, Lenzing has always been in the forefront of developing eco-friendly alternatives for the market and improving the eco-footprint of our product portfolio. In 2017, we launched a new generation of fibers under REFIBRA technology, which followed the “Reduce, Reuse and Recycle” practice. At that time, we already had a vision to upgrade the technology and eventually build the recycling process towards the use of post-consumer waste.
With increased public awareness of circular economy and the recent demand for sustainable solutions, we have been continuously innovating our recycling technologies. As a result of ongoing research, in September 2019, the first phase of the REFIBRA technology upgrade saw an increase in the composition of recycled pulp to up to 30 percent. Given the recency of this achievement, we are incredibly proud to launch a second upgrade in which up to 10 percent of the 30 percent recycled raw material content can be made up of post-consumer cotton waste.
TW: Does this technology have an impact on the LENZING Modal and Micro Modal fiber products?
Heubrandner: Currently, our REFIBRA technology is focused on Lyocell products. However, we are open to ideas and will continue to evaluate the scalability of this technology for other product lines. Simultaneously, we are also actively looking for different ways to enhance the sustainability of our varied offerings, including LENZING Modal and Micro Modal fibers.
TW: Can you address the textile circular economy and how Lenzing plans to impact the limited amounts of textile product recycling?
Heubrandner: In 2019, we saw fast fashion giants such as H&M and Zara launching circular economy initiatives. As proven by the visible increase in this type of action from industry players, we believe that the recycling of textile products is becoming more mainstream. Meanwhile, many smaller brands are still largely focusing on one-off sustainable campaigns, such as recycling programs and sustainable capsule collections. While these efforts are encouraging, they are not enough to sustain long-term momentum.
What the industry needs is a fundamental transformation — shifting from a linear production model to a model that focuses on “reuse” across supply chains. Lenzing is facilitating this by bringing circularity to raw materials — the origin of clothing production. If a brand is interested in using TENCEL branded lyocell fibers with REFIBRA technology, our team will provide support and information on certified intermediaries. This can help brands make sure that environmentally friendly processes are adopted at every stage of their supply chain.
Transparency is also an important element in circular economy as it allows brands to track and ensure that their production lines are clean. For this reason, we incorporated fiber identification in the REFIBRA technology, making the fibers identifiable in yarns, fabrics and final garments, enabling retailers to confirm their sustainable origin.
TW: How is Lenzing partnering the REFIBRA technology with industry participants?
Heubrandner: We have been partnering with leading industry players who share the same vision and commitment towards circular economy, both on the technical side and consumer education.
From fashion brands such as Reformation, Zara, and Mara Hoffman, to leading sustainable sportswear brand, Patagonia, and bedsheets retailer, Hoot, TENCEL Lyocell fibers with REFIBRA technology are adopted by various sectors of the textile industry.
In addition to supplying eco-fibers, we also collaborate with our partners to raise consumer awareness on circular economy. One of our partners, a Netherlands-based denim brand Kings of Indigo (KOI), is a leading figure in the industry advocating for recycling and circular economy. Together with the TENCEL brand, KOI introduced the “From Wood to Wardrobe” campaign in 2019, which helped customers understand how wood pulp is transformed into cellulosic fibers using a closed-loop production process. A pop-up store was also set up in Amsterdam, selling products made from TENCEL Lyocell fiber, bringing the eco-vision to life.
Lenzing put together a lookbook featuring men’s and women’s fashions featuring TENCEL™ lyocell fibers made from post-consumer cotton waste using REFIBRA™ Technology.
TW: How will consumers understand the REFIBRA technology based products?
Heubrandner: In 2019, we launched the #Makeitfeelright consumer campaign with the aim to increase awareness of eco-friendly fibers among consumer. Practical tips on how to identify sustainable components in clothing and understand the environmental credentials of textile materials were shared and promoted to consumers on the campaign platform. We also collaborated with influencers to amplify the impact and expand the #makeitfeelright community.
In parallel, we also worked closely with our partners to drive consumer education. We are now able to directly reach consumers through various co-branding partnerships and co-marketing campaigns with retail brands. With more brand exposure and ongoing consumer education, the TENCEL brand will become more available and accessible to consumers across different regions.
TW: In your role of “creating long-term strategic partnerships across the textile value chain” what future plans can you share?
Heubrandner: New launches for 2020 are in the works. We are looking into exciting new technology which could further improve the environmental credentials and transparency of TENCEL branded fibers.
While we continue to promote sustainability and circularity in textile and fashion, we will work closely with brands, retailers, and value chain partners on the development of innovative and sustainable offerings.
Digital fabric prints produced using the Nassenger SP-1 from Konica Minolta.
ITMA 2019 showcased the latest innovations in digital printing from early innovators and newcomers to the market.
By Dr. Lisa P. Chapman, Technical Editor
First introduced at ITMA 1991, textile inkjet printers were a novelty coloration process marketed toward sampling and high-end short runs because of the low production speed of 10 meters per hour (m/h). At ITMA 2019, nearly 30 years after this technology was first shown, textile inkjet printers reached speeds of 90 meters per minute (m/min), making this technology now highly competitive with rotary screen printing.
With speeds equaling and some instances surpassing rotary printers, textile inkjet printing holds a competitive advantage because it eliminates the screen preparation process and offers the ability to hold print information in a digital format up until production. By eliminating the screen and jetting the colorant, inkjet printing allows for more flexibility in the print repeat size, enables an increase in the number of colors without increasing cost, provides capability for finer line detail, and reduces water and energy consumption. The fine line detail and increased number of colors can produce a near photographic image on the textile substrate; and the elimination of repeat sizes enables the print designer to engineer a print within the scale, shape, and optimal position of the textile product, enabling new product categories. However, the digital nature of inkjet printing is driving this technology as manufacturers are seeking ways to bring products to market faster in order to quickly respond to consumer demand.
Single Pass Versus Scan-Type Printers
The increase in inkjet printer speeds is attributed to changes in the configuration of the printhead system, which allowed an increase in nozzles. Scan-type printers operate by moving the printhead carriage back and forth across the substrate. Although considerably faster than when first introduced, the upper limit of scan-type printers is typically about 300 m/h, with the exception of the Mini Lario — manufactured by Italy-based MS Printing Solutions S.r.l. — which can print up to 600 m/h. Single-pass printers print at significantly higher speeds because the print head system is arranged such that the fabric is fed under a fixed print unit and the fabric moves under the print bars at a constant speed building up the print image across the full width of the substrate by one stroke or pass of vertical image. In single-pass printing, each printhead station jets one color of cyan, magenta, yellow, or black (CMYK) with the capability to add up to four additional stations of colors such as blue, green, violet, grey, red, or orange. The footprint of single-pass printers is considerably larger than scanning mode printers, however the speed of single-pass printers often justifies the large square footage.
Single-Pass Printers
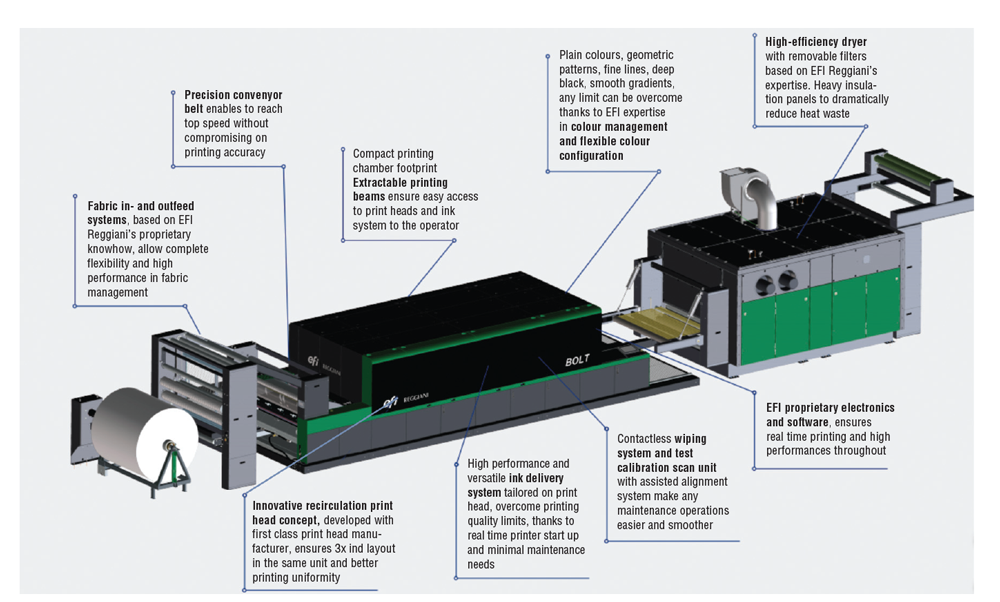
At ITMA 2019, five single-pass printers were displayed. Today, dozens are installed globally. Italy-based EFI Reggiani — a division of Electronics For Imaging (EFI) Inc., Fremont, Calif. — introduced the newest single pass printer, the 1.8-meter-wide Reggiani BOLT, which can achieve print speeds of 90 m/min at a 600 x 600 dots per inch (dpi) resolution. The printhead has capability of variable drop sizes ranging from 5 to 30 picolitres (pL). An innovative, optional, feature of the Bolt printer is that one or more integrated analogue printing stations can be included to be used for special effects such as a metallic pigment or as a pre-treatment device.
The Bolt Single Pass Printer from EFI Reggiani
The Bolt printer is the fifth single-pass printer to be shown at ITMA with four previously premiering at ITMA 2015. The four other single- pass printers are MS Printing Solutions’ Lario, Japan-based Konica Minolta’s Nassenger SP-1, the Netherlands-based SPGPrints’ Pike, and China-based Atexco’s Vega One. Information also was provided at ITMA for a six single-pass printer from Switzerland-based Mouvent, with its name to be determined, but the printer was not displayed and is not yet commercially available.
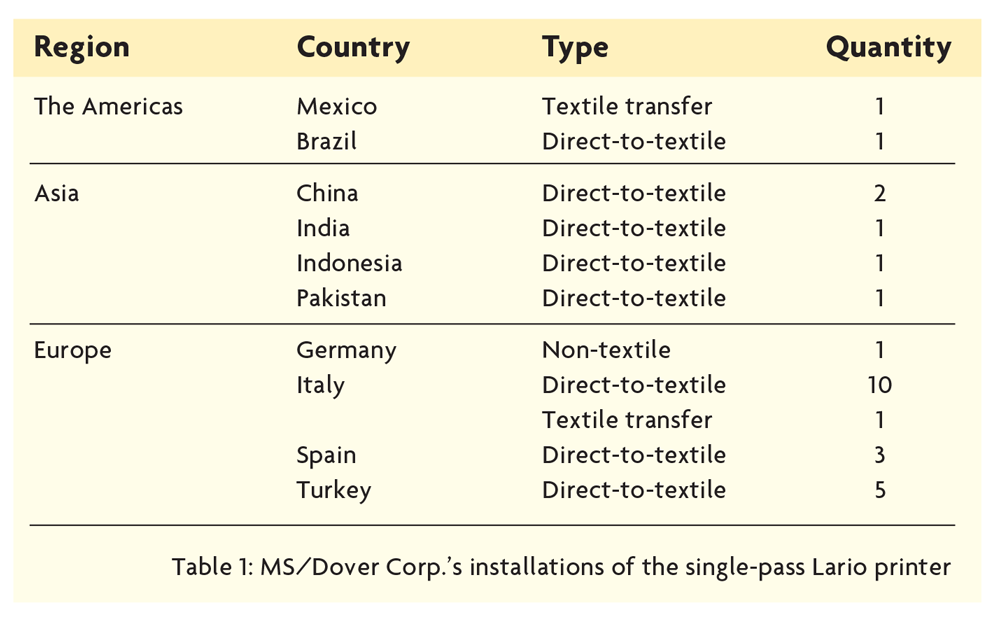
MS Printing Solutions, a Dover company, has 27 Larios installed worldwide; 24 of which are predominately used for direct to fabric printing, two for textile sublimation and one for a non-textile application (See Table 1). The Lario has production print speeds of 75 m/min for textile substrates — enabling 20,000 to 80,000 meters per day of printed fabric — and 120 m/min for paper printing. At ITMA, MS showed an innovative in-line pre-treatment method for reactive inks that consisted of laying a foam onto the belt under the fabric, and then adding pressure to the top of fabric to force penetration of the pretreatment.
Konica Minolta’s Nassenger SP-1 has a total of 1,024 channel heads with independent-drive, and variable drop sizes from 6-30 pL. The company developed its own printhead which allows flexibility in the ink adjustment so that dark and light colors may be combined during the printing process. The printer can be configured for up to nine colors with capability to use reactive, disperse or acid dyes.
Konica Minolta’s Nassenger SP-1 is equipped with a new printhead module designed for single-pass printing.
The Nassenger SP-1 prints high definition prints with fairly good ink penetration from the face to back of the fabric. Another notable capability of this printer is an automatic printhead cleaning and empty nozzle detection system to maintain stable production and reduced down time. To further decrease printer down time, the Nassenger SP-1 is equipped with a fabric wrinkle-detection function and concave printhead nozzle surfaces to prevent transport problems. The Nassenger SP-1 can achieve print speeds of 60 m/min.
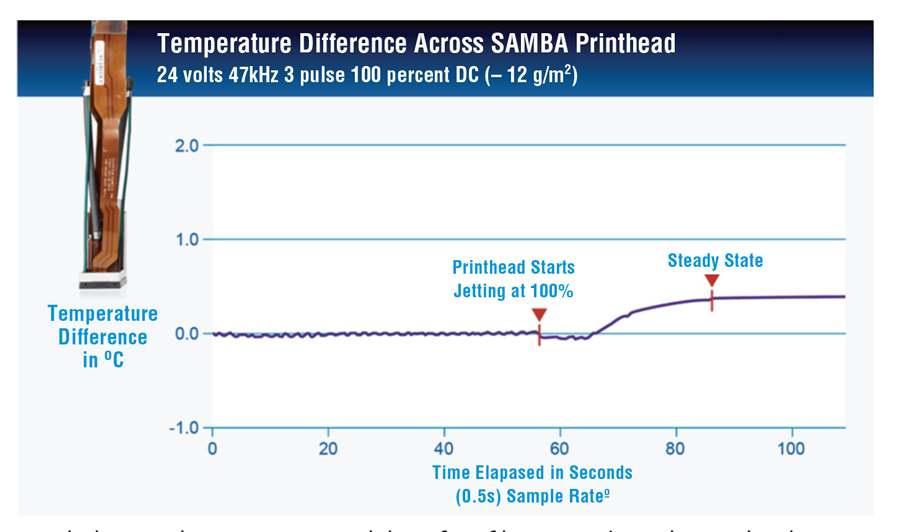
SPG Prints’ Pike printer has printing speeds of 40 to 90 m/h depending on the desired print quality. The Pike uses Samba printheads from Santa Clara, Calif.-based Fujifilm Dimatix Inc. that incorporate a recirculating ink channel system that prevents ink clogging. In addition, the printhead maintains thermal stability for the duration of the print run. This robust design enables SPG to provide 18 months of warranty on the printheads. A unique feature of the Pike is that it uses the Archer® technology, whereby the head print plates can be positioned 3 to 6 millimeters (mm) away from the substrate, which greatly reduces the risk of a head strike. Typically, printheads are positioned 2 to 3 mm above the substrate, which poses a risk to the printhead if the fabric is wrinkled. Archer technology can accurately jet across a much greater distance than other printheads while still achieving a native resolution of 1200 x 1200 dpi. The Pike can be configured with six to nine printing stations, and each print station has a dedicated Archer print bar containing 43 print heads with variable drop sizes from 2-10 pL and a jetting frequency of 32 kilohertz (kHz).
A double-sided digitally printed scarf made using Atexco’s Vega One.
Atexco’s single pass Vega One high-speed printer can print 80 m/min for production capacity of 8,000 to 10,000 meters per day. The high-precision printhead nozzles can print with up to 1,900 pixels per inch. The Vega One also is capable of printing one side of fabric, scanning for alignment, and then printing the reverse side. This novel feature is suitable for double sided printing of products such as scarves and flags and may solve the issue of poor ink penetration that has proved problematic for inkjet prints.
Scan-Type Printers
While increased production speed of single-pass printers was highlighted at ITMA 2019, so too was the refinement of scan-type printers. New to the specialty print market, Twine Solutions Ltd., Israel, premiered a machine for printing sewing thread on demand. Thread can be dyed in millions of colors immediately and on demand, creating unique colors, shades or even gradients. New to the textile inkjet printer market, Hewlett-Packard Co. (HP), Palo Alto, Calif. — traditionally a manufacturer of printers for paper and signs and banners — showed the STITCH S Printer Series for disperse printing on both transfer paper and textile rolls. In addition Spain-based KERAjet, inventor and pioneer of digital ceramic printing technology for floor tiles, showed a high-speed digital textile printer.
Zimmer’s COLARIS
Austria-based Zimmer Austria Inc. showcased its pigment printing capability with the COLARIS 96-3400 — a 3.4-meter-wide digital inkjet printer that can be outfitted with up to 96 printheads. This flagship printer is suitable for textile applications and allows a capacity beyond 1,000 square meters per hour (m2/h). Zimmer demonstrated an inline drying system with a small footprint that uses a unique infrared technology in combination with a vacuum suction system to cure the pigment. Colaris printers may be used with a variety of colorants such as reactive, disperse, acid, pigment, and vat for printing lightweight to very heavyweight fabrics that require colorant penetration through the substrate such as carpeting, towels, and plush or heavy automotive and home décor fabrics. Zimmer has several Colaris pigment installations in Europe and Asia and the first unit in the United States also was recently installed. For the U.S. market, Zimmer has focused on home décor and digital camouflage printing, thus the emphasis on pigment and vat colorants.
The Colaris series of scan-type printers ranges from 2.2 to 5.2 meter print width, while the COLARIS-NF is a single-pass printer for narrow fabrics. In-line pre-and-post treatments systems can be added to improve print quality and increase ink penetration. The MAGNOROLL GMA and CHROMOJET (CHR-DPT) are inline pre-treatment applicators, the first for lighter- to medium-weight fabrics and the second for medium to heavy substrates such as terry towels, flocked fabrics, velour, and even carpet. The SUPRAPRESS press station can be added as an increased penetration and equalization device to ensure maximum penetration on products like carpets or PES blankets. The SUPRAFIX SHS is a combined, horizontal color fixation system using optionally saturated steam, superheated steam or hot air according to the amount of ink being used. The fixation activity is controlled by a flow through steam/hot air stream and ensures the highest penetration, ink fixation and drying in a single pass at the shortest possible time.
Graph showing the temperature stability of Fujifilm Dimatix’s Samba printhead
The Colaris printers are equipped with Fujifilm Dimatix’s StarFire™ SG1024 compact industrial printheads. The printhead is available in four models for Colaris printers, each with varying drop size capability:
The X-Small printhead is for very light fabrics less than 150 grams per square meter or when excellent definition, fine contours or super smooth gradations are required with drop sizes from 7 to 21 pl;
The Small or SA model is intended for printing of light- and medium-weight home decor, apparel, and flag substrates that can achieve ink penetration with drop sizes ranging from 12 to 35 pl;
The medium or MA printhead has capability of 30-75 pL drops and is best suited for medium-weight carpets, velours, terry cloth and low to medium plush piles; and
The large or LA model printhead is capable of 75 to 180 pL drop sizes for ink penetration of voluminous substrates such as heavier weight carpet, furs, and plush blankets.
If both fine line definition and penetration is needed then there are two options — choose the small SA printhead size and print with higher resolution to achieve more ink laydown; or using a medium MA or large LA printhead, operate the head only using the smallest drop size to get the fine contours.
Kerajet’s KERAtex digital printer
KERAtex MP
KERAjet has introduced its industrial printhead technology to textiles. Its machines are available in three widths — the KERAtex MP 3400 has print widths up to 3.4 meters; the KERAtex MP 2400 has print widths up 2.4 meters; and the KERAtex MP 1800 has print width up to 1.8 meters. Regardless of the model, all of the Kerajet series printers are fully configurable for up to 10 colors of any water based dyes or pigments colorants, up to eight printheads, and have open platforms for colorant and raster image process (RIP). Kerajet printers feature Fujifilm Dimatix’s StarFire 1024 printhead.
HP Stitch
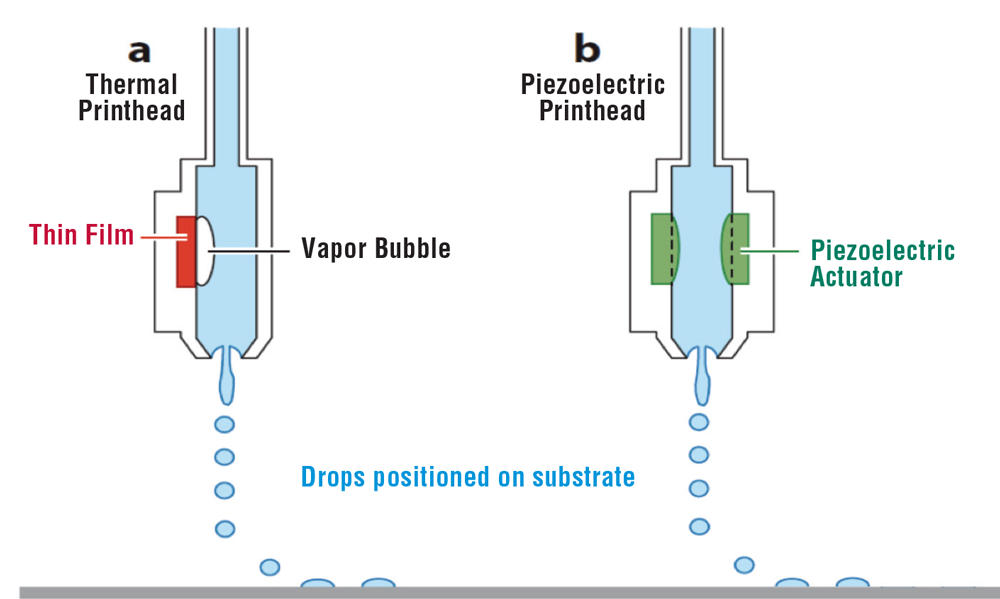
HP debuted the Stitch series of printers with native 1,200 dpi printhead resolution for vivid colors and deep blacks. This low maintenance printer can print unattended at production speeds of up to 220 m2/h. HP is one of only a few printer manufacturers that also own and operate printhead factories and the company taken advantage of its research and development capability to bring a series of printers to the market that they use thermal rather than the piezoelectric printheads. With a piezoelectric printhead an electric charge is applied to the piezo crystal causing a vibration that forces ink out of the printhead nozzle. With thermal printheads the ink is rapidly heated, generating bubbles that expel the ink through a nozzle. The vast majority of textile ink printers on the market use piezoelectric printheads. Generally thermal printheads are less expensive, but in the past, there was compatibility issues with some types of colorant. HP has managed to develop a disperse ink suitable for a thermal printhead. In addition, HP thermal printheads enable more nozzles — up to four times as many — therefore when a nozzle is out, others can fill the gap. Unlike piezoelectric which is sensitive to heat, the thermal printhead allows for a drying to occur in the print zone enabling the ink to dry immediately upon deposition on the paper allowing for lighter-weight papers for sublimation.
HP’s Stitch printers feature a thermal versus the more commonly-used piezoelectric printheads.
The Stitch S1000 can print up to 3.2 meters wide at speeds of 10 m/h for a six pass, highest quality print and up to 18.7 m/h at maximum speed. A spectrophotometer is built into the printer to enable online calibration across multiple printers, regardless of the location of the printers. The Stitch S1000 also is equipped with an optical media advanced system with a photo capture capability to ensure optimal medium feed throughout the print run.
Single pass printers offer speeds and prices that are competitive with rotary screen printing, however scan-type printers are still the predominate type of textile inkjet printer because the lower cost allows printing service providers to install more printers, with the flexibility of varying colorant type or printer manufacturer within their factories. Scan-type printers are also suitable for companies starting up an inkjet printing division who don’t want a large capital investment before learning how to optimally implement the new technology into their existing manufacturing process. And of course, the lower cost of these printers still meet the needs of sampling, prototyping and specialty print markets. Research and development continues in machine technologies such as fabric handling, printhead capability and robustness, quality control mechanisms for nozzle failure and fabric wrinkle detector systems; and chemistry developments in colorant and pre-treatment. For successful implementation of this technology still needed is optimization of the printing supply chain for process, water, energy, and price reduction.
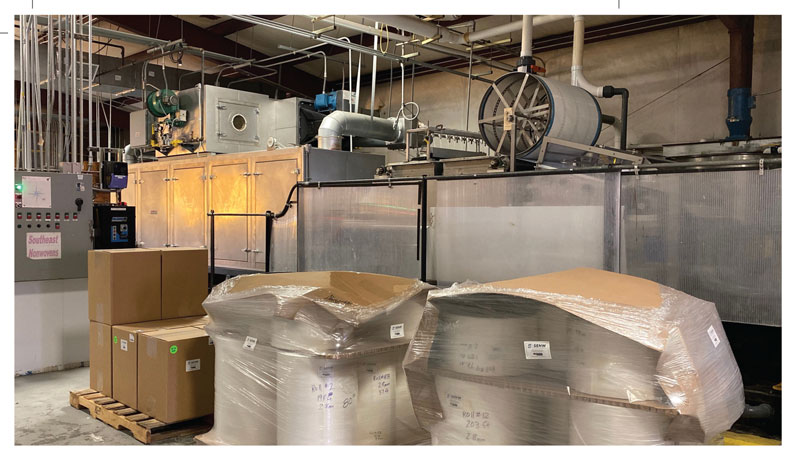
Clover, S.C.-based Southeast Nonwovens is growing a toolbox of machinery and staple fibers as well as knowledge into a thriving problem-solving business.
By Jim Kaufmann, Contributing Editor
“We think of staple fibers as tools in our toolbox,” offered Paul Latten, director of research and development (R&D) at Southeast Nonwovens (SENW). “We use them to solve the problems our customers challenge us with. Our toolbox includes various raw materials, equipment, knowledge, experience and lots of other stuff. And like traditional tools, each has its own primary functionality and value. But the real value we bring is in knowing what else those tools can be made to do.”
On a recent visit following an introduction to the variety of products and applications that SENW is or has been involved with, it quickly became obvious that this perspective really is where the company excels. It also explains how SENW has created a successful business over the last 20-plus years with a still growing list of unique and rather diverse clients.
SENW was first incorporated in 1997 in Charlotte, N.C., by Steve Nielsen and Bryan Thomas. The simple mission was to provide innovative and independent research and development, and of course to have a “little bit of fun.” Nielsen and Thomas set their sights on providing R&D contract services to the growing and evolving nonwovens industry. Initial development activities centered on wet-lay nonwovens technology, where both gentlemen had extensive knowledge and experience from past employments in the paper, nonwovens and fibers industries. In those early years, as the nonwovens industry began to diversify into newer technologies and SENW’s reputation for problem solving and discretion — a truly valued quality in an increasingly competitive industry — began to grow, additional equipment and technical capabilities began to grow SENW’s toolbox. In 2000, SENW moved to its current location in Clover, S.C., which provided the room to expand and enhance the toolbox still further, in line with the nonwoven industry’s increasing complexities.
The company’s genesis came out of wet-laid nonwovens and expanded into melt blown and spun melt technologies for a period, but now remains primarily focused on staple fiber-based nonwoven technologies. Nielsen and Thomas determined that staple-fiber methodologies would present more varied opportunities for R&D projects and products without the restrictions that the other high throughput technologies, much of which is application specific, could create.
And as with any good toolbox, SENW has continued adding different pieces of equipment and expanding capabilities. In conjunction with the growing size and diversity of its prized toolbox, SENW also has been solidifying a reputation as a talented problem solver for the nonwovens industry.
“The funny thing about most toolboxes, at least the ones that I’m familiar with, is that new items are generally being added to it, but seldom if ever do any of the older items get thrown away because, as we’ve all experienced time and again, you never really know when you just might need it!” Latten said. He is also incidentally an avid restorer of antique farm equipment. As a result of not purging the toolbox periodically, SENW’s Clover location now is comprised of four 6,000-square-foot buildings with plans for leasing additional space to allow for even more tools and room to grow. Knowing it has a well-stocked toolbox allows SENW to focus on listening to its customers to identify the real issue and then pick the right combination of tools required to properly address the problem.
Strong R&D Focus
In 2017, SENW opened a new R&D center specifically focused on product and application development where customers are able to purchase “lab days.”
“We’ve basically evolved into a one-stop-shop that gets our customer from an idea to a thing,” Latten said. “That thing is generally a functional nonwoven or variation thereof. We are able to add value throughout the product development process where there truly is no ‘one size fits all’ methodology. Or, if the product’s not working as intended, we can assist in making it work. Customers can find out quickly if something will work because answers come fast here!
“For companies that may not want to invest in unique in-house capabilities or possibly larger companies needing a quick answer, SENW can assist,” Latten continued. “Fortune 50 companies will most likely never buy roll goods from us, but they are some of our largest customers in terms of consulting and lab time because they recognize that we have smart, talented folks here who can generate practical results quickly and at a relatively low cost. Here we’re not confined by what we did yesterday or a specific piece of equipment or technology and we’re not afraid to manipulate or modify a machine as necessary. We don’t want to be restricted by or beholden to any particular set of norms. We simply solve the problem at hand, and we’re unique in that regard. Other institutions or companies may be harder to deal with due to possible layers of bureaucracy, conflicting priorities, restrictive technologies or concerns over intellectual property ownership. SENW makes every effort to be easy to work with and allow our customers to maintain their confidential intellectual property.”
This approach certainly appears to be working well for SENW because according to Latten, who also joined the company in 2017, “this R&D center has allowed us to pretty much double our R&D business over each of the last three years.”
Ever-Expanding Toolbox
With a focus remaining primarily on staple fiber-based nonwovens, SENW’s toolbox also encompasses a wide range of staple man-made or natural fibers to choose from. To create nonwoven products from those staple fibers, SENW offers wet- and dry-laid web-forming technologies along with various web-consolidation methodologies and other capabilities specific to staple fiber forming. This includes opening and blending technology as well as a carding line. A new headbox was installed on its wet-lay line in 2018 increasing SENW’s capacity for larger pilot and production runs. Needle punching technology recently was added along with a 72-inch-wide thermal laminator to provide more diverse capabilities, and there’s additional plans for 2020. Expansion projects, already underway, include a 1-meter-wide Rando air-lay line, a new 12-inch wet-lay pilot line and an ultrasonic bonding line stocking the toolbox with even greater possibilities.
“It’s not unique to have a variety of equipment,” Latten stated. “Many companies do. But it is unique to have a variety of equipment, the know-how to envision what to do with it, and also the ability and knowledge to piece it together in creative ways so we can solve the problem at hand.”
SENW also offers different levels of consulting services to companies as well. “While the company has invested in equipment and into people, we still retain that original DNA of an R&D company” said founder Thomas, who remains involved in the daily activities, while Nielsen has “mostly” retired.
In addition to R&D, SENW has the capability to manufacture roll goods.
Specialty Manufacturing
While the original impetus of R&D is still rather prevalent, over the last several years SENW has evolved into a specialty manufacturer as well. It is part of the natural progression for R&D to evolve into some level of manufacturing.
“Many people are really surprised to learn we have roll-good manufacturing capabilities here at SENW,” said Business Manager Kimberly Koenig. “Our specialty manufacturing side is now 3- to 4-times the size of our R&D business and a large focus of our long-term strategy.”
“Our capabilities now range from technical consulting and idea generation through to lab-based concept prototyping, pilot line sampling and progress to scaled manufacturing for small to medium size production runs,” Latten added. “We can run multiple processes in the same physical location at the same time which might otherwise require having to go to several different plants to achieve the same end results.”
Latten continued: “We make! We don’t stock! Everything we manufacture is specific to a particular customer. Our manufacturing sweet spot is really at the early and late stages of the traditional product life cycle bell curve, generally where the most scrutiny is and where everyone is paying the most attention. We can help entrepreneurs or various-sized companies with nothing more than an idea or a dream, to develop the technology to create models and even proof-of-concept prototypes, which can be in the form of something to be sold as a finished good or as input to a finished product. We can then progress into small initial production runs at the beginning of the product’s life cycle or maybe ‘pre-investment’ production runs. As product demand grows, we are able to work with the customer to either expand into full production mode if warranted or we’re also willing to hand off the production to the larger nonwoven companies depending on the reality of scaled economics. Then as the curve starts trending downward, but no longer fits the scale of large nonwovens manufacturers, our equipment again becomes viable for smaller production quantities to meet the remaining product life cycle needs.”
While not focused on big volume items, SENW intends to remain in niche and specialty markets where the volumes are likely too small for the large producers to make profitably, but where the need is still very real in the marketplace.
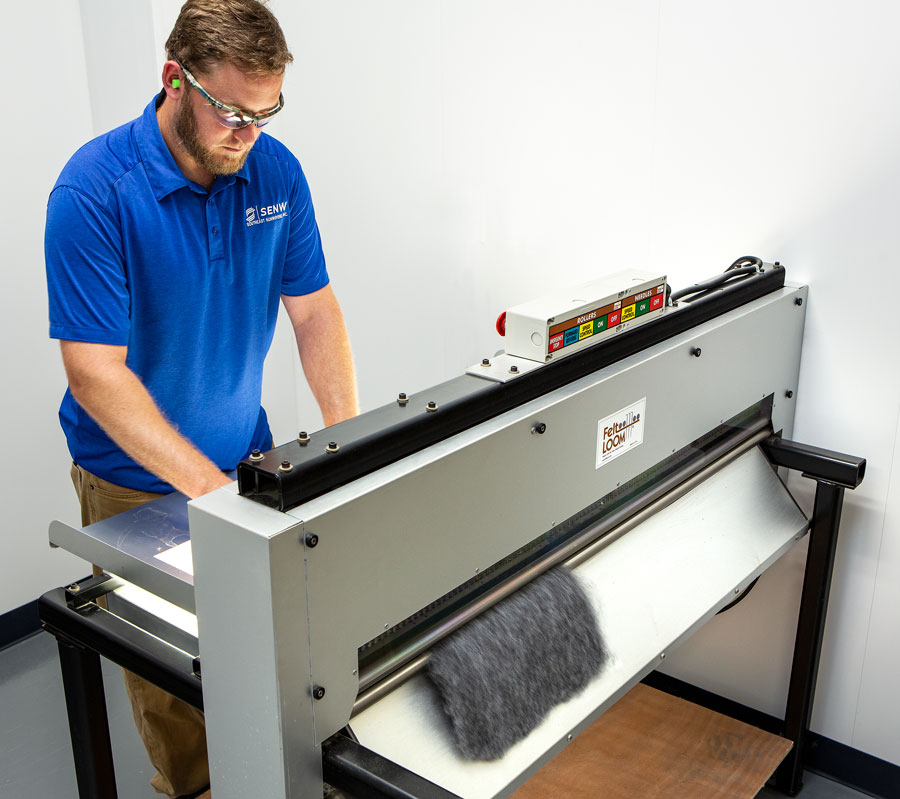
Tacking a sample using a R&D needle loom.
Versatility Fuels Future Growth
SENW continues to progress forward by adding still more to its toolbox. The company began to expand beyond “just a fabric producer” by adding varied converting capabilities, including slitting, sheeting and dye cutting, to provide more upstream offerings, though the plan is for SENW to stay firmly anchored in the nonwovens arena. “We have no intention to be a converter,” Thomas said. “The addition of our converting capabilities helps us progress from a customer’s idea to a tangible article, which can then be transformed into a commercial product for a finished goods or OEM customer. It’s really a natural progression that increases our in-house ability to further service current and potential customers.”
Given the versatility of nonwoven fabrics in general, SENW’s ever evolving toolbox creates the opportunity to participate in a variety of different markets and wide ranging industries including acoustical and thermal insulation, filtration, mop pads, composites, aerospace, construction, transportation, agriculture, energy, electrical, and still others, the complexity of which seems almost unfathomable to many. It’s truly invigorating to discover a small company in South Carolina that can directly influence new product and technology developments in applications as varied as intimate apparel, e-cigarette components, computers, soil stabilization and hydroponic growing mats, aircraft brakes and composites and the list doesn’t stop there. There are other applications that can’t be mentioned because of confidentiality restraints. SENW really doesn’t seem to know any bounds and after spending a few hours with its employees, one realizes that the crazy ideas found in many futuristic comic books and sci-fi or fantasy novels perhaps don’t sound that far-fetched.
What generally matters most from a development perspective is fit, form and function — the original tenants and traditional building blocks of any new product development cycle. Understanding this basic premise and having a well-stocked toolbox to pull from is what distinguishes SENW and what attracts its wide array of customers. It takes a talented group of individuals to pull that off, and SENW has the experience and accessibility that only comes from having been there. “We’re very good at manipulating staple fibers into nonwoven products with rather varied compositions,” Latten summarized. “We solve material science problems by means of technical development and rapid commercialization resulting in unique functional products.”
As a wily gentleman once suggested, “if you want to be successful and aren’t the ‘guy,’ you might want to make sure you know a guy.” SENW, with its ever-growing box of tools, is definitely the kind of guy to know.
Dilo’s 3D-Lofter may be used to place patterns on the base web if colored fiber is used.
Latest-generation machinery offers nonwovens manufacturers opportunities for sustainable, intelligent production.
TW Special Report
Nonwovens continue to be a bright spot in the U.S. textile industry. According to the Cary, N.C.-based Association of the Nonwoven Fabrics Industry (INDA), “nonwoven materials have made a big impact on raising quality and lowering cost.” Nonwoven products find applications in almost all textile sectors from the obvious hygiene and health related end-uses such as in wipes, to less recognized apparel and bedding applications and anything in between.
In the 6th edition of the North American Nonwovens Supply Report, INDA reported that nonwovens capacity in North America increased in 2018 to 5.17 million metric tons, which represented an increase of 3.4 percent over 2017. The majority of new lines that have come online over the past several years in the United States are used to make engineered fabrics for transportation and filtration markets, according to INDA.
Nonwovens technology manufacturers had a strong showing at ITMA 2019, a trade show that emphasized several major themes including sustainability, automation and digitalization/Industry 4.0.
“The sustainability theme was interesting and very relevant,” said Dr. Behnam Pourdeyhimi, executive director of The Nonwovens Institute; and associate dean for industry research and Extension, and William A. Klopman distinguished professor of textile materials at The Wilson College of Textiles, North Carolina State University, Raleigh, N.C., after attending the exhibition. “We have become accustomed to the three Rs — Recycle, Reduce, Reuse. A major addition at ITMA was the fourth R, and probably the most relevant for now and the future, and that was ‘Rethink.’ This is a very elegant way of saying ‘design with the end in mind.’
“As we design products, we must also think about their afterlife,” Dr. Pourdeyhimi continued. “We must balance that with what the afterlife brings in terms of the greenhouse gases generated. This can impact what we use, how we use them and how we blend different materials. Rethinking how we design products is the way of the future.”
Pourdeyhimi also noted that he sees automation as one solution to help fill the skilled labor gap in the United States. “Automation was evident at ITMA in almost all processes from printing to finishing to sewing,” he said. “This is a departure from the old school, but timely. With much of the talent and know-how that has been lost over the years, automation can help bring back manufacturing to areas where there is a shortage of skilled labor or where the costs are prohibitive.”
Here is a look at just some of the latest nonwoven technologies available to manufacturers. With the global nonwovens exhibition INDEX 2020 on the horizon, no doubt there will be additional technology introductions this year.
DiloGroup
Germany-based DiloGroup has offered nonwovens equipment since the mid 1990s.
Today, the company is comprised of four divisions — DiloSystems GmbH, a general contractor for complete production lines; Spinnbau, a manufacturer of carding machines; Temafa, a specialist in opening and blending equipment for nonwovens; and Dilo Machines, a manufacturer of crosslappers and needlelooms.
The company had a fully functional needling line on display in one of the largest booth spaces at ITMA. The company noted that needle felting, based on the annual production volumes, is the most important web-forming and consolidation process for staple fibers.
DiloGroup, as was to be expected from this long-time player and innovative company, had some interesting new technologies for nonwovens manufacturers.
An “additive” textile manufacturing technology, the 3D-Lofter, was introduced at the show as a concept that is not yet commercially available, but the idea and opportunity it offers is interesting. The 3D-Lofter features a series of individual web forming units to place masses of fiber in specific locations on a base web creating a 3D topology. Placement of the fiber can be controlled for technical parts where stresses and strain may be of concern in a molded part.
According to the company, the 3D-Lofter also may be used to “inversely” fill in thin areas in web mats before the card to produce a more uniform fiber mass distribution in the web as it leaves the card or airlay machine. Dilo’s theoretical calculations suggest a 40-percent improvement in uniformity is possible.
In addition, if colored staple fiber is used, the 3D-Lofter may be used to place patterns on the base web, which could be interesting for floor coverings, bedding products, and apparel or shoe production.
“The technology is not yet perfect, but I foresee high potential and the technology may be commercial some time in 2020,” said Johann Philipp Dilo, general manager, DiloGroup.
Dilo also exhibited the DI-LOOM H·V Hyperpunch, which moves the needles in a new, elliptical motion. Mr. Dilo stated that this highly efficient, but simple, needle movement can equal costs savings as well as eliminate linear needle lines in the web for a more attractive appearance in the finished product. He mentioned this is good for the automotive industry where linear needle marks are not desirable.
The Hyperpunch also features the 6000X stitching plate that results in a more uniform stitch distribution during preneedling. The 8000X needle pattern further increases the evenness especially in a flat needle felt such as those products used in decorative automotive applications.
All of the machines Dilo had on display during ITMA are now available for trials and demonstrations at the company’s Textile Research Centre in Eberbach, Germany.
Trützschler Nonwovens
Germany-based Trützschler can provide manufacturers complete nonwoven lines from fiber opening to final slitting and winding as well as individual components from its product range depending on the customers needs. At ITMA, the company’s focus was on tailoring sustainable concepts with individual customer needs with emphasis on biodegradable lightweight webs made using renewable materials.
Conventional wipes typically are made using a blend of viscose and polyester or polypropylene fibers, which do not naturally decompose in the environment. This is in comparison to wood pulp or regenerated cellulose fibers, which are renewable raw materials that are biodegradable. Trützschler Nonwovens offers wetlaid/spunlace (WLS) technology for processing these renewable materials effectively.
In cooperation with Voith, Trützschler Nonwovens also recently introduced a wet-on-wet process that suspends cellulose-based short fibers in water and then uses hydroentanglement to form the web. According to the company, such nonwovens provide the same performance as conventional wipe products, and are strong, soft, economical and biodegradable. The wood pulp and regenerated cellulose fiber wipes have a very soft hand and good feel reported Jutta Stehr, senior marketing manager, which is not usually the case for wood pulp-based products.
Andritz
Austria-based Andritz AG is placing a strong emphasis on sustainability noting that “There is no doubt that the conservation of environmental resources and more efficient production processes will be a definitive innovation factor for the nonwovens industry in the coming years.” The company intends to build on recent successes and play a “pioneering role” in sustainability.
Andritz introduced the SDV single and double velour needle loom designed for car interior applications.
Andritz focused on three main solutions specific to the nonwovens market at ITMA. The first is the SDV single and double velour needle loom designed for car interior applications. The high production capacity machine features a long-lasting brush design to offer customers a high return on their investment.
The second technology highlighted from the company’s extensive portfolio was the extension of its neXline wetlaid line for glass fibers. This wetlaid technology encompasses a completely new manifold and diffuser with reimagined former machinery segments to handle the fragile glass fibers in the necessary gentle manner. According to Andritz, the “double diffuser concept ensures uniform fiber distribution with optimal structures during the laying process,” which requires fewer fibers and chemicals and thus may reduce raw material costs. The machine features a recycling management system for continuous reduction in the consumption of raw materials as well as water for energy and materials saving.
Lines — that all comprise stock preparation, wet-laid forming, binder application, flat dryer and winder — can be tailored for low to high production volumes. The resulting glass fiber mats find a home in many industrial applications including building and construction, filtration and transportation end-uses.
Andritz also demonstrated its new Metris brand for digitalization and automation during ITMA. Metris encompasses a complete range of digital products and “industrial internet of things (IIoT)” technologies for “the purpose of smarter production and service by networking machine technology, process steps, manufacturers and customers in a meaningful way.” Metris improves production systems through Optimization of Process Performance (OPP), whereby large amounts of data are collected and analyzed to minimize production losses and increase profits. Metris also manages and expedites maintenance activities via remote diagnostics using the Internet. In addition, Metris offers augmented reality solutions for machine operation.
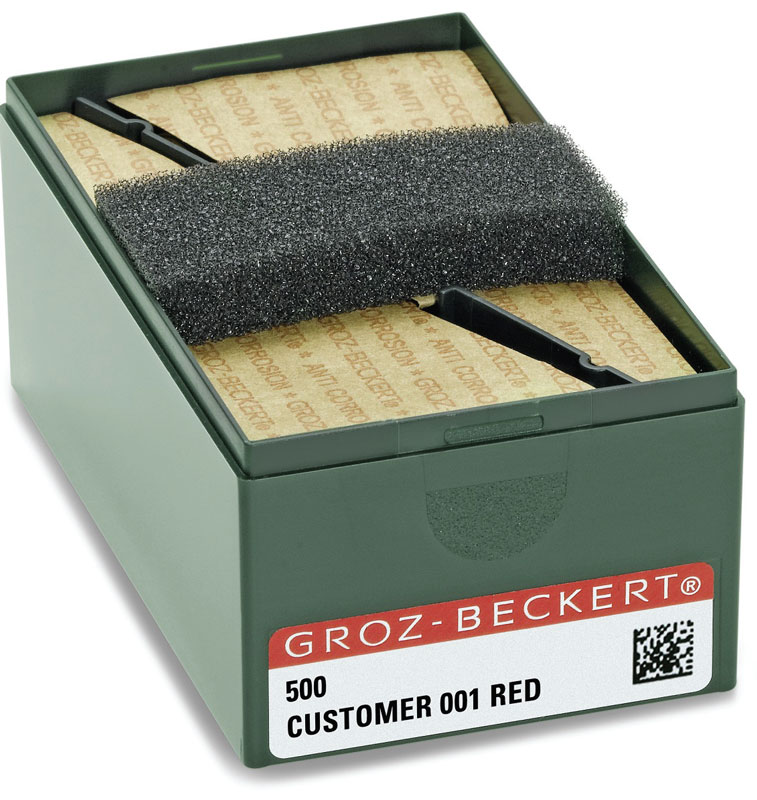
Groz-Beckert offers a variety of structuring and felting needles for nonwovens applications.
Groz-Beckert
Germany-based Groz-Beckert offers a broad variety of felting and structuring needles to produce the desired end-properties based on the fiber materials processed. The company’s latest innovation in needle technology is a new material for its felting and structuring needles called Groz-Beckert dur®. This base material in conjunction with a patented manufacturing process offers increases corrosion resistance and longer service life, according to the company.
As an owner of Bekaert Carding Solutions since 2015, Groz-Beckert also offers card clothing to the staple fiber and nonwovens industries. The InLine card clothing series was developed for the nonwovens industry to increase process reliability in high-performance roller cards. According to the company, InLine card clothing features a standardized rib height of 1.3 millimeters for interlocked and plain rib wire types, more resistant teeth and a scale-free surface. More durable teeth mean an increased lifespan for the clothing; and the scale-free surface maintains consistent function during the clothing’s lifetime, which preserves a high web quality over time.
The SiroLock® plus line of worker and doffer wire is available in versions for thermal bonding, spunlace production and needle punching processes. The company reports benefits include reduced fiber fly, more homogeneous web quality, increased resistance to damage for longer life, improved fiber protection, and optimized rib height for interlock card clothing.
Laroche
France-based Laroche S.A. offers fiber processing machines for recycling and nonwovens applications. During ITMA, the company displayed the Flexiloft 2600 airlay machine. Available in widths from 2.4 to 4 meters, the machine can process man-made, natural or recycled fibers, fiber blends, and also fibers blended with solid particles such as foam or wood chips, or plastics. Laroche reports this flexibility allows manufacturers to make products using renewable resources that otherwise may be discarded. Laroche also displayed its Jumbo 2000 high-capacity textile waste recycling machine, which is capable of processing post-consumer clothing and carpet waste; and the ultra-high-speed Nextrim 500, for recycling lightweight nonwoven edge trims either inline or offline. The company also reported additional latest-generation machinery including a new generation fiber blending and dosing line, 3D web forming equipment, automotive waste processing machinery, and decortication and refining equipment for bast fibers.
Carding Air-laid Fusion Technology (CAFT) from Advance Nonwovens can process very short to very long fibers — either natural or recycled — into a homogenous mat of low or high density and different lofts.
Advance Nonwoven
First-time ITMA exhibitor Denmark-based Advance Nonwoven A/S is focused on upcycling and recycling to produce sustainable products with commercial potential.
At ITMA, Advance Nonwoven debuted its patented web-forming Carding Air-laid Fusion Technology (CAFT) as well as introduced a full airlaid nonwoven production line. CAFT is capable of handling both very short and very long fibers in the range of 1 to 100 millimeters as well as natural or recycled fibers. Varying fiber lengths may be mixed and formed into a homogenous mat of low or high density and different lofts using a low amount of bonding fiber, less air and fewer bicomponent fibers than competing technologies, according to the company.
The company expanded its expertise in selling and installing full turnkey factories since 2014 and now offers a full nonwoven line featuring an oven, cooler, and cutting and stacking unit in addition to its CAFT system and Direct-Applied-Liquid-Technology (DALT) advanced spray system for coating and treating fibers.
Applications include insulation for buildings and machinery, acoustic mats, upholstery, agricultural growth mats, food packaging and hard composition materials.
Ramina’s patented Airlay-S line features an aerodynamic web formation process that replaces the traditional carding and crosslapping systems.
Ramina
Another relative newcomer to the nonwovens machinery market is Italy-based Ramina S.r.l. The company began its life in 1990 as a producer of industrial machinery, and today offers turn-key plants for nonwovens including lines for polypropylene and polyethylene terephthalate spunbonds, needlepunched products, thermobonded products, airlaid felts, and laminated products. Equipment offered includes fiber opening and blending; batt forming with airlays and air-cards; drum and tunnel ovens; calenders; impregnation machines; powder-coating machines; cutting units with rotating blades, guillotines, band-saws and flying cutters; end-of-line winders for felts, waddings, geotextiles and roofing materials; palletizers for rolls and pads; and packaging machines.
Ramina’s patented Airlay-S line is suitable for making felts used in automotive, building, filtration and furniture applications. The system features an aerodynamic web formation process that replaces the traditional carding and crosslapping systems. Airlay-S places fibers along the mat thickness in an S-form to increase the longitudinal strength of the product. Standard weights range from 500 grams per square meter (g/m2); use of an air-card permits lightweight products as low as 160 g/m2 to be manufactured.
A variety of materials — including man-made fibers, natural fibers, shoddy fibers, mineral fibers and other raw materials such as rice husks — may be processed on the Airlay-S. Ramina is exclusively represented in the United States by Greenville, S.C.-based Frankl & Thomas (F&T). “Ramina is an outstanding company that we are proud to represent,” said Al Thomas, president (F&T). “They just built a brand new factory where their full lines are manufactured. They also supply individual component machines for nonwovens lines such as calendars, winders, etc.”
Artist’s rendering of the Evolution St. Louis facility in St. Louis.
A new high-tech knitting facility is taking shape in St. Louis with an eye on “planting a flag” and growing this industry segment in the United States.
By Jim Kaufmann, Contributing Editor
Reinvent * Recreate * Reignite” are three words prominently displayed on the business card of John Elmuccio, a man who, along with Jon Lewis, is behind Evolution St. Louis, a “high-tech knitting facility” currently taking shape in St. Louis. Both men are industry veterans with broad ranging industry experience who believe strongly that Evolution St. Louis will lead to an industry segment revitalization.
“I’ve been in the business for a number of years with private label brands, consulting and supply chain management,” Elmuccio said. “The day finally came where I wanted to stop chasing the lowest price and started looking for something new,” he explained regarding the origins of Evolution St. Louis.“Stores and brands have been struggling for a while with how to transition into the realities of the new world business model and I felt we could deliver a better way. Evolution St. Louis is our effort to create that better way.”
The company intends to take advantage of the fact that manufacturing technology keeps evolving. “The 21st century supply chain needs to advance in order to keep up and we can certainly influence our corner of that,” Elmuccio said. “Quick turnaround, fast, rapid responses and small lots are becoming the norm. And don’t forget, the customer and how they purchase keeps evolving as well. We can benefit from that.”
Evolution St. Louis will employ cutting edge 3D and seamless knitting technology along with other new design and processing capabilities to produce an array of end products initially focused on apparel applications. “It’s been an interesting journey so far,” Elmuccio said. “Many brands have heard about us and have been reaching out. They like our concept, ‘Made in the USA’ and the idea of sustainability linked to a transparent supply chain. There’s also the appeal for new designers and emerging brands who might otherwise find difficulties in navigating the sourcing of product from overseas because of its complexities and often the non-friendly scales involved. We’ll work with major brands and boutique designers to develop new lines and possibly create our own direct to consumer products.”
A launch party was held to showcase plans for Evolution St. Louis during the construction phase.
Reinvent: The U.S. Textile Manufacturing Facility
The first step for Evolution St. Louis is to reinvent the image of textile manufacturing in the United States. Historically, many still think of textile manufacturing as the old sweat shops or the run-down mills in the north or southeast that were hot, dark, dirty and dingy. In contrast, Evolution St. Louis has created an appealing ambiance by repurposing a 32,000 square foot facility located in the Grand Center Arts District of St. Louis into a state-of-the-art flat knit goods design and manufacturing center. “Most people would think of this as an odd choice of location for a manufacturing facility, but the site is intended to be much more than just a ‘textile mill,’” suggested Elmuccio.
“Business continues to change dramatically with constant advancements in technology,” he continued. “The customer’s expectations continue to evolve and become more demanding. Frankly, the traditional configurations of production facilities have really become a hindrance to today’s business progress. So, we’re making a concerted effort to reinvent it and doing so in a way that is not only effective, but also up to date and attractive. We’re developing a first class facility here in St. Louis, a factory of the future if you will, to attract young people back to manufacturing and textiles. We’ve put a lot of thought into its ‘new world’ environment and intend to take advantage of technology wherever possible, but we also want people to enjoy working here.”
Evolution St. Louis chose the latest in flat-bed knitting machinery from Germany-based H. Stoll AG & Co. KG for its operation. According to Elmuccio, the company looked at different manufacturers, but decided to go with Stoll. “Stoll offers more flexibility and range in their machines,” he said. “This allows us broader product offerings to different industries and applications. I was also familiar with Stoll from past engagements and their technology just feels better suited for the new world. The company was responsive from the beginning and our interactions convinced me they had the metrics to make this project a reality. We’ve really developed a great relationship with Stoll and we feel that relationship will only grow.”
The first Stoll machines were installed in St. Louis in September, and have a wide range of capabilities. “We wanted the flexibility to focus on fashion because that’s what we know, but other growing markets including industrial, technical and performance driven applications are certainly of interest,” Elmuccio said. “We’re already doing development work in non-apparel areas, which we didn’t anticipate until being further down the road, but the interest in other areas is very positive. The next round of machines will be configured based on how business materializes. We can certainly envision having separate rooms of machines for a variety of product offerings.”
Stoll has also helped Evolution St. Louis with the challenges of finding and training people to support its efforts. “We hired Bruce Goldman as director of operations and are focusing on developing staff with technical skills needed for this type of equipment,” Elmuccio said. “A big concern is attracting machine programmers who need to have rather different skill sets.” Elmuccio expects to employ 15 to 20 people as the business ramps up, which could quickly grow to 50 or more as volumes increase.
The company also has ordered steam tables from Italy-based G. Mentasti S.r.l., which should be delivered during the first quarter of 2020. Other finishing technologies are being considered, but these capabilities likely will be dependent on the needs of the products manufactured. “Part of our challenge is that finishing technology has not kept up with the fabric technology in terms of process development and flexibility, which can lead to bottlenecks,” admitted Elmuccio. “We will continue to investigate various options and alternatives as the business evolves.”
The newly installed Stoll knitting machines at Evolution St. Louis.
According to Elmuccio, the start-up is going well. “The biggest challenge has been coordinating all the different items involved in getting a facility up and running,” he mentioned. “We realize now that some of our initial timelines were too aggressive. You always want to be up and running faster than practical, but we’re more realistic now and recent progress confirms that. Several machines are hooked up, so we’ve begun working on samples and development activities. We’ll ‘officially’ be in the facility by the end of February and expect to be fielding formal development, production inquiries and orders in March 2020.”
Recreate: The Traditional U.S. Textile Supply Chain
Recreating the U.S. textile supply chain will not be an easy task, but Elmuccio, well acquainted with the traditional apparel supply chain, felt there had to be a better way. “My love has been supply chain operations and frankly, this supply chain has not been able to keep up with or adapt to the changes in consumer purchasing habits,” stated Elmuccio. “We are positioning Evolution St. Louis with adaptability in mind and an eye towards minimizing our overall supply chain constraints.
“The apparel industry is more competitive than ever before and continues to change dramatically,” Elmuccio continued. “Established brands remain big and powerful and interested in domestic supplier capabilities, but can be slow to change or implement change.
Elmuccio sees inventive newer brands, especially those created by Millennials, creating opportunities. “Millennial brands are now selling direct-to-consumer and creating very exciting products,” Elmuccio said. “Smart technology, custom fabrication and new web-based brands are all creating a blurring of the traditional seasonality and driving towards a new way of business, which necessitates manufacturers to react much faster throughout each level of the supply chain. Couple this with unreasonable minimum quantity requirements from overseas manufacturers, prohibitive shipping costs, and consumers constantly looking for differentiation, and one can understand reshoring efforts in this shifting business climate. Being smart about our supply chain will be critical to Evolution St. Louis’ success.”
Jon Elmuccio, cofounder Evolution St. Louis
Reignite: St. Louis As A Fashion Center
Why reignite St. Louis as a Fashion Center and location for Evolution St. Louis, one might ask? “We had this business concept in mind and wanted to locate in an area known for high tech manufacturing, but also one that is cost effective,” Elmuccio noted. “New York City has always been the center of the U.S. apparel industry, but has become prohibitively expensive. Look at what’s happening that’s new. It’s not really coming from established brands, but from new and less established brands through the digital landscape. So, the actual manufacturing location appears to be less critical. We believe that having the local interest and assorted capabilities necessary to produce with a flexible supply chain is what matters now,” he said.
“Jon [Lewis] is from Michigan, so our first inclination was to go to Flint or Detroit because of their history in manufacturing, but neither city felt right,” Elmuccio continued. “In meetings, the high-tech nature was understood, but when we mentioned apparel the cities stepped back into that old textile industry image. In November of 2018, we learned of the St. Louis Fashion Fund and began to investigate.”
Jon Lewis, cofounder, Evolution St. Louis
The St. Louis Fashion Fund was created in 2014 and developed an area incubator to reignite interest in apparel manufacturing in 2017. In the 19th and early 20th centuries, St. Louis had been one of the largest textile and apparel centers in the United States, second only to New York City. In the 20th century however the industry went away and today, the St. Louis Fashion Fund aims to grow St. Louis’ impact on the fashion industry. “We met with the St. Louis Fashion Fund and presented our concept on creating something new and purposeful with St. Louis as the location, hoping to help rekindle that bit of history,” Elmuccio said. “It felt like a perfect fit and since our initial presentation, the fund has become a great partner to work with throughout this process. It was excited about our concept from the very beginning. Its connections to St. Louis’ local officials led to the city’s engagement as well as additional local investment and incentive opportunities, and it has introduced us to new and existing local designers that we’re really excited to start working with.”
Even though St. Louis may seem to some as an odd place to locate a textile manufacturing facility, the city itself brings a lot to the table. “St. Louis is an energetic and engaging city where you can raise a family,” Elmuccio noted. “It has a relatively low cost of living, good real estate values, a varied population with a strong work ethic and a heritage in apparel. We intend to build on all of that, but also understand that nothing really matters until you’re actually producing and shipping product out the door. Our ultimate goal is to ‘plant a flag’ and grow an industry sector for St Louis.” Ambitious goals to be sure, but Evolution St. Louis, its investors and partners certainly appear to be off to a good start.
The use of automation in manufacturing faces challenges, but also presents opportunities.
By Mark Howard
U.S. textile and apparel shipments totaled $76.8 billion in 2018. Automation continues to assist in the growth of U.S. manufacturing, and this is particularly the case in the textiles, clothing and footwear industries. From the intelligent harvesting of cotton to digital printing processes — a revival in the US textile industry is underway.
The geographical distribution of textiles production has seen a dramatic shift in the past 50 years, with manufacturers moving a proportion of their production facilities from Europe and North America, to Asia and other developing parts of the world. However, things are changing. According to the International Federation of Robotics (IFR) Executive Summary World Robotics 2019 report, there are five major markets for industrial robots — China, Japan, the United States, the Republic of Korea and Germany — which account for 74 percent of global robot installations.
In recent years, the increase in automation, coupled with the rapidly rising wages in Asia, has seen some manufacturers shun the offshore production business model. Instead, aided by good transportation infrastructure and a workforce that can handle new technologies, home soil offers new production draws. According to the Washington-based National Council of Textile Organizations (NCTO), the U.S. textile industry invested $22.8 billion in new plants and equipment from 2006 to 2017. It’s clear that textile manufacturers are shifting priorities to increase productivity and boost efficiency.
The Challenges
The latest statistics from the IFR Executive Summary World Robotics 2019 Industrial Robots report shows the growing uptake of automation. However, compared with the success of automation in the automotive industry, which accounts for 30 percent of all robot installations worldwide; and the electrical industries, which has seen robot installations increase by 24 percent on average each year since 2013, the textile industry has seen a relatively lower rate of change.
During the early Industrial Revolution, entrepreneurs in the U.S. cotton textile industry began to use mechanized looms to keep up with production demands. Fast-forward to the present day, and today’s technology objective hasn’t changed. Today, the textile industry aims to meet the demands of today’s consumer, who wants high-quality goods at reasonable price points delivered quickly.
Machines have played a role in textile manufacturing for centuries, but human workers have historically taken on the labor-intensive craft of garment assembly — sewing each piece of fabric together to create a finished product.
Largely because of the overarching properties of fabric, automated handling tasks such as the precise placement of parts becomes more difficult when dealing with flimsy and flexible materials. This could however be changing.
The weaving process today is highly automated from beaming to tying-in to winding.
Speed And Efficiency
In the sewing process, automation traditionally has been limited because of the level of control and complex motions required. New robots are now using mapping technology, cameras and artificial intelligence to adjust fabric as needed in automated textile supply chains. The new automation possibilities could boost production volumes and save businesses money. Automation could produce results with higher accuracy than human workers, while needle placements can be tracked with variations less than half a millimeter. This improves consistency in size of product.
Even fabrics prone to folding and stretching are compatible with these new robots, which can detect fabric positioning and make the necessary adjustments without human input.
The production of more simple garments such as socks is already highly automated, but offers further scope for improvement. Machinery is becoming more flexible and could adapt to rapid alterations in patterns, personalization and design.
Quality Control
Another area of textiles manufacturing that can benefit from automation is quality control. Consider the following example. During the fabric dyeing process, it is essential that parameters such as the temperature, pressure, water level, water flow, time of treatment and formula all remain consistent to achieve a uniform shade. To ensure quality standards are met, a central computerized management system can control these processes extremely accurately.
A computerized color matching system (CCMS) can ensure accurate repeatability. After all, if a human worker accidentally altered a pigment measurement by as little as a milligram, this would result in a color variation and a defective product. Eliminating this human error may result in cost savings for manufacturers, by reducing product waste.
Automation in the textiles sector will have a massive impact on other jobs too. In fact, the U.S. government estimates that one textile manufacturing job in this country supports three other jobs. In 2018, the U.S. textile industry supply chain employed 594,147 workers.
In the years to come, we may see human workers removed entirely from the garment manufacturing process, in favor of automated sewing robots. However automated technologies will not replace jobs, they will simply create new roles demanding employees with an entirely different skill set, to implement, control and maintain new technology.
From spinning, knitting, weaving and dyeing to printing, gluing and bonding, automated technologies are having a profound impact on the textiles manufacturing process. Robots and automation are addressing the challenges of high labor costs in a commercial environment where consumers are expecting more.
Editor’s Note: Mark Howard,
is the U.S. country manager
for automation parts
supplier EU Automation.