Driven to innovate and exceed customers’ expectations, A.B. Carter recently celebrated its centennial.
TW Special Report
Anniversaries are always special, but a 100-year anniversary is a significant milestone especially worth celebrating. Through innovation, quality production and exceptional customer service — all performed with a global outlook — A.B. Carter Inc., Gastonia, N.C., has reached that centennial. Established in 1922, the company has weathered the ups and downs of the U.S. textile industry and finds itself in a great position today and is ready to take on the next 100 years.
A.B. Carter bills itself as a company grounded in American heritage, yet driven to innovate. It aims to meet and exceed its customers’ expectations, and is committed to excellence in products and service.
History
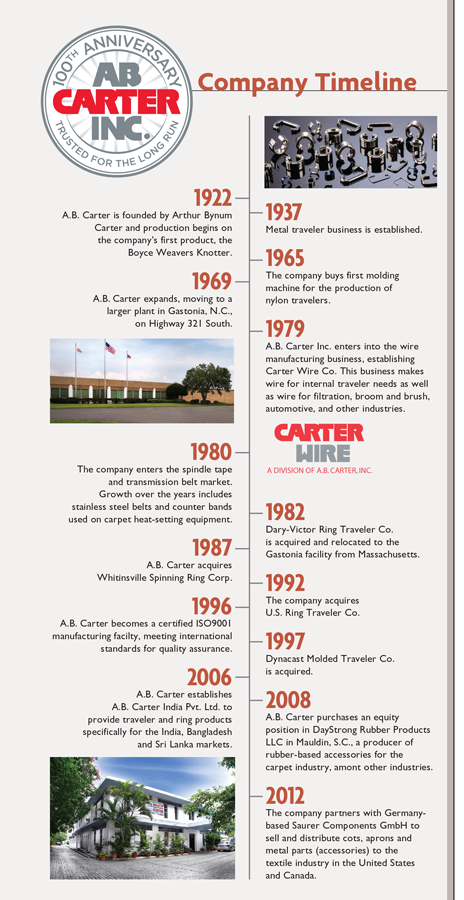
A.B. Carter was founded in 1922 by Arthur Bynum Carter. A self-educated fellow, Carter began his career as a ring traveler sales representative working with spinning mills. It was during this time that Carter was introduced to the Boyce Weavers Knotter. Finding the technology interesting, Carter bought the patent and struck out on his own. He began manufacturing the knotter, modifying and tweaking the design until it was the finest weaver’s knotter sold all over the world — loved, in part, because of its simplicity.
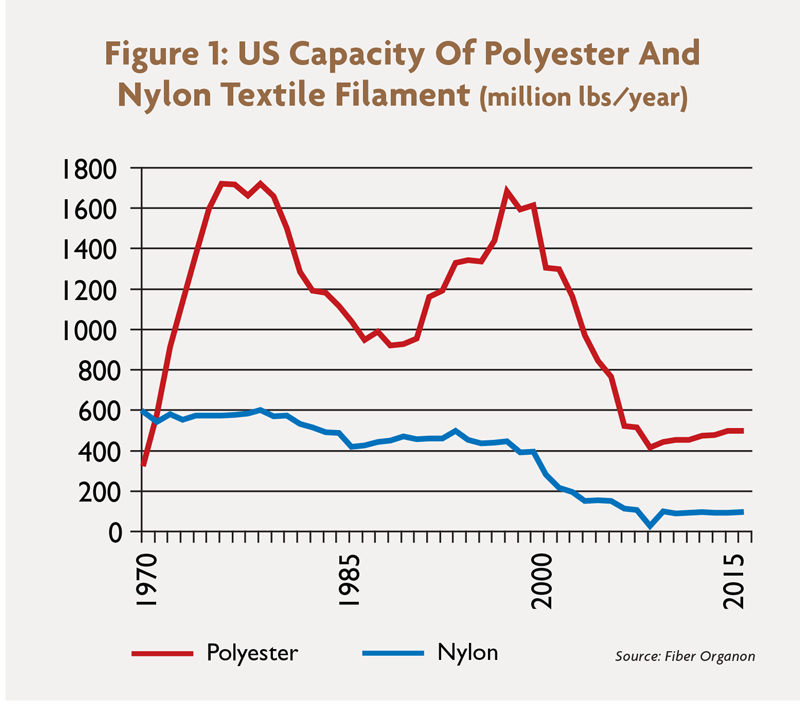
Carter then began to expand his offerings and using his interest and prior expertise in ring spinning and ring travelers, began manufacturing metal travelers. Carter Traveler Co. soon began to supply high-quality ring travelers to customers in the United States and beyond. The company later added yarn spinning rings and nylon travelers to its portfolio.

“Our steel and nylon travelers have grown and evolved to be the global standard in all types of spinning and twisting applications,” said Henderson Wise, president and CEO, A.B. Carter.
“Mr. Carter worked his way up the ladder of success by the sweat of his brow,” Wise noted. “His passion and fortitude for the textile industry laid the foundation for our company.”
Product Portfolio, Vertical Production
Today, in addition to its travelers and rings the company’s diverse product portfolio includes bobbins, belts and accessories, splicing and knotting equipment, lab testing equipment, and some accessories for carpet yarn production.
The diversity of the business has been a positive for the company as the industry has changed over the years. “Through acquisitions and partnerships, we have added lines to complement our knowledge and work in all types of spinning and twisting applications,” Wise said. “We must continue to innovate as we move forward in this ever-changing industry.”
A.B. Carter operates a vertical manufacturing structure to ensure high-quality products with flexibility and customization in mind. The company maintains complete control over the manufacturing process for its steel travelers. The Carter Wire Co., a division of A.B. Carter, produces the highest-quality wire that is drawn to size, annealed and shaped. The formed travelers then are heat treated and finished to exact customer specifications. Quality is assured by the company’s advanced metallurgical lab and innovation center staff who conduct extensive tests on the company’s products.

Customer-Oriented Innovation
A company’s longevity and continued success is determined by many other factors, but long-standing relationships with valued customers undoubtedly plays a significant role.
“Mr. Carter believed then, as we still believe today, that our customers are our partners, and we should always go above and beyond to serve them,” Wise said.
Customers depend on A.B. Carter’s technical assistance in the spinning process. “Our technical engineers have many years of experience to help optimize the spinning process along with our rings and ring travelers in all types of applications,” Wise said. “We value this relationship as we work to make our customers successful.”
A.B. Carter also relies on its customers to be partners in innovation. “We have stuck to our roots with continued innovation,” Wise offered. “Our research and development and engineering teams have worked diligently as the demands of spinning mills increase. Innovations are paramount as we partner with our customers to optimize the spinning process, and our partnerships are valuable because they propel us to improve and innovate.” The company currently is excited about a new traveler series that is showing excellent improvements in traveler life and yarn quality parameters in production conditions.
Team Atmosphere
A company’s success surely also is aided by a team of knowledgeable and loyal employees. Henderson says one of A.B. Carter’s greatest strengths and assets is its employees. “Many of our employees have been here for many years,” Wise said. “We have always had an open-door policy as this extended communication and genuine interest in all our employees makes everyone feel like they are an important member of the team.”
 Global Reach
Global Reach
Spinning is a global enterprise, and in order to grow and remain successful, A.B. Carter is committed to doing business on the international stage, keeping up what Mr. Carter started all those years ago. “Spinning optimization is critical to mill profitability, and spinning mills today compete in a global market,” Wise said.
To support the company’s positive and growing global demand, in 2006, A.B. Carter opened a subsidiary in India — A.B. Carter India Pvt. Ltd. — to supply travelers and ring products to customers in India, Bangladesh and Sri Lanka. “The team at A.B. Carter India does a great job in covering the markets in India and Bangladesh,” Wise said. “The spinning mills in those areas are very technical and run some of the highest spindle speeds worldwide. We have seen our market share increase there as recent innovations have allowed our customers to improve their processes and yarn quality.”
The company’s full global network also includes employees and offices in Hong Kong, Shanghai; Sao Paulo, Brazil; and Istanbul, Turkey; as well as 45 agents located throughout the world.
Celebrating The Milestone Anniversary
A.B. Carter recently held a company-wide celebration at its Gastonia headquarters that included employees past and present, the board of directors, shareholders, and friends. “A.B. Carter Inc. has a long and storied past and a great future as a global supplier in the textile industry,” Wise remarked. “I am extremely proud of our company and all our employees for achieving this great accomplishment.
“Our customer service and continued innovation are commitments that began 100 years ago with Mr. Carter’s drive and passion,” Wise continued. “We look forward to continuing our next chapter as we move forward in the ever-changing textile industry.”
September/October 2022