Chicago proved to be a positive location for odd-numbered year Techtextil North America show.
TW Special Report
On the heels of a successful Techtextil in Frankfurt this Spring, Atlanta-based Messe Frankfurt Inc. reported growth for its 5th edition of Techtextil held outside of Atlanta — the 14th overall Techtextil North America event. Held at the Lakeside Center at McCormick Place in Chicago, the three-day event hosted 3,096 attendees, which Messe Frankfurt reports is a record for an odd-numbered year show, and represents a 40-percent increase over the 2015 show held in Houston. A total of 167 exhibitors from 16 countries participated in the Chicago show, which represented a 15-percent increase over numbers in Houston, and there was 60-percent growth in booth space rented by overseas exhibitors.
The show was collocated with JEC Americas’ Future of Composites in Construction event, which as always, offered visitor and exhibitor synergies.
“We are pleased to announce that this year’s Techtextil North America, hosted in Chicago, Ill., resulted in a 40-percent increase in attendance over the 2015 edition,” said Dennis Smith, president and CEO, Messe Frankfurt North America. “Over the course of three days, the event garnered a dynamic audience — with visitors from geographies and verticals not represented at previous editions of the show. This significant growth in attendance indicates the industry’s increasing demand for international networking opportunities, and we are proud to provide a forum that facilitates new business relationships and encourages global innovation for the textile industry.”
Education
The Chicago event hosted five symposium sessions covering a total of 23 topics presented by industry experts. Topics included smart textiles and wearables, automotive design, advancements in manufacturing and waste minimization, and talent sourcing challenges. In addition, there was a complimentary joint session hosted by JEC and Messe Frankfurt that examined technical textiles and composites in building and construction applications.
The Raleigh, N.C.-based Nonwovens Institute (NWI) also hosted Tech Talks on the show floor with NWI’s Director of Industry Engagement Dave Nelson leading sessions on filtration, safety and transportation. Participants in the graduate student poster program also presented their research during Tech Talk sessions. “The symposium sessions were informative and interesting,” said Lisa Paige, technical lead engineer, ArjoHuntleigh. “I regularly attend this show in the U.S. and Frankfurt and always get a lot out of the sessions.”
“We were very pleased with this year’s show,” said Dominique Quintal, vice president, sales and marketing, Filspec Inc., Sherbrooke, Quebec. “We had visitors non-stop for three days — existing customers, new customers, customers bringing their contacts to our booth. We were also able to form relationships with other exhibitors, providing a lot of new project opportunities.” Quintal mentioned to Textile World that the show resulted in four active programs for Filspec. “One recommendation to exhibitors — come prepared to be challenged and expect to work hard because our experience shows that Techtextil visitors are coming to find solutions,” Quintal added.
The next edition of Techtexil North America will take place in Atlanta May 22-24, 2018 at the Georgia World Congress Center.
Switzerland-based Stäubli is a mechatronics provider with three dedicated activities: Connectors, Robotics and Textile.
Automation continues to assist the growth of U.S. manufacturing.
By James Borneman, Editor In Chief
A common thread in recent investments in the U.S. textile industry seems to be the effectiveness of automation and process control in making the United States a globally competitive manufacturing destination. Many announcements cite four factors driving investment in U.S. textiles — superior cotton supply chain, relatively inexpensive and dependable energy supply, highly educated labor force that can handle automation, and good transportation infrastructure including ports and roads.
The automation and textile industries have much in common in that each is widely misunderstood and undervalued by the general consumer. As the narrow perception of textiles is belied by that fact that textiles are huge part of daily life, so is automation — both sectors largely known only by the practitioners within the respective industries.
Consumers and politicians tend to pit labor and automation against one another as if their coexistence is a zero-sum-game — automation supplanting labor. Probably one of the earliest manifestations of this assumption was seen with the Luddites in England who primarily objected to the rising use of automated equipment. In the early 19th century, a 5-year-long region-wide rebellion took place during which textile workers destroyed weaving machinery and stocking frames in protest fearing that skilled textile workers would be replaced by machinery and cheaper, less-skilled labor.
There is no doubt that a fear of automation and concerns over its effect on labor have been long established, first in industrialization in general, as well as computerization and implementation of most forms of technology.
However, nothing could be further from the truth. “Each age in the Industrial Revolution has brought with it a wave of new opportunities and benefits,” said Jeff Bernstein, president, Association for Advancing Automation (A3), Ann Arbor, Mich. “From steam to electricity to computers — and now to automation —society is transformed by technological advances that increase productivity and prosperity and broaden the availability of innovative goods and services. But, more than anything, society is also transformed by new, rewarding jobs that improve workers’ health and safety and allow them to apply their innate creativity and problem-solving skills.”
Consider life before the personal computer — B.PC. — and life as we live it today after the introduction of the personal computer — A.PC. E-mail and the internet have drastically changed the opportunity for rapid communication, and information transfer happens at blistering speeds. Robotics and automation are having similar positive effects in the manufacturing environment.
“Currently we are in a phase of growth and development for automation,” Bernstein said. “As lower-level tasks are automated with advanced technologies such as robots, new job titles and industries arise across nearly every economic sector and new skills are required. The good news and the bad news is employers can’t fill jobs fast enough. Manufacturers estimate there may be as many 2 million jobs going unfilled in the manufacturing industry alone in the next decade due to a skills gap.”
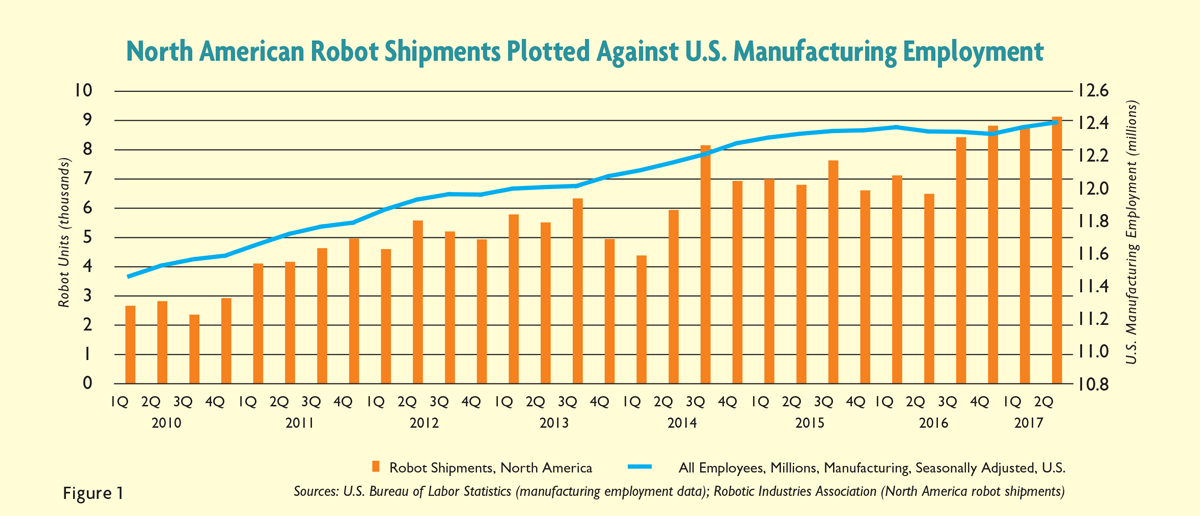
Growth in robotics is real. A3 reports: “The North American robotics market had its best opening half ever to begin 2017, setting new records in all four statistical categories (order units, order revenue, shipment units, and shipment revenue). In total, 19,331 robots valued at approximately $1.031 billion were sold in North America during the first half of 2017, which is the highest level ever recorded to begin a year. These figures represent growth of 33 percent in units and 26 percent in dollars over 2016.”
A3 also tracks the relationship between robot shipments in North America and the seasonally adjusted manufacturing jobs collected by the U.S. Bureau of Labor Statistics. The 2010 through 2017 Q2 quarterly chart illustrates an interesting trend. Though the intuitive result would be jobs flat or declining with robot shipments rising, that is not the case. The first quarter of 2010 had approximately 11.5 million manufacturing jobs with robot shipments to North America totaling 2,750 units. The second quarter of 2017 — the most recent data — had approximately 12.35 million manufacturing jobs with robot shipments to North America at 9,000 units. Figure 1 demonstrates the positive relationship between manufacturing employment and robot shipments.
Taking Aim At Garment Manufacturing: Enter The Sewbots
A recent Textile World Innovation Forum featured emerging robotic technology under development by Atlanta-based SoftWear Automation Inc. The technology continues to develop and according to reports, China-based Tianyuan Garments Co. has ordered 21 sewbot lines from SoftWear Automation. Tianyuan Garments has made a $20 million investment in a new facility in Little Rock, Ark. It is reported that Tianyuan produces approximately 10 million casual and sportswear garments annually for brands including Adidas, Reebok and Armani.
Some U.S.-based customers currently are using the G-Series Gantry version of the Lowry robot in production.
An article in China Daily recently stated: “From fabric cutting and sewing to finished product, it takes roughly 4 minutes,” said Tang Xinhong, chairman of Tianyuan Garments. “We will install 21 production lines. When fully operational, the system will make one T-shirt every 22 seconds. We will produce 800,000 T-shirts a day for Adidas.”
Tang said that with complete automation, the personnel cost for each T-shirt is roughly 33 cents. “Around the world, even the cheapest labor market can’t compete with us. I am really excited about this,” he said.
Just As Computers Evolved So Has The Jacquard Head
Joseph Marie Jacquard designed automated patterning equipment for weaving in 1801. The device read a series of wooden cards with holes in specific locations that instructed the loom to lift specific warp ends and release specific ends to create a pattern as the cards, which were strung together in a continuous chain, passed through the head. This concept of providing binary information/instruction for the operation of the loom and pattern control is considered one of the first automation interfaces in manufacturing and also the basis of the concept of early punch cards interfacing with a main frame computer.
Today, a strong example of this evolution comes from the research and development of Switzerland-based Staubli. Traditional heads, for many years were limited in capability. The instruction to raise or lower an end was provided to several ends in the warp and limited pattern control. With today’s mechatronic, or electro-mechanical technologies, Staubli can provide pattern control to every individual warp end, untying the designer’s hands. This technology has had implications in decorative fabric production, but also allows more complex structures to be woven, such as automotive airbags.
According to Ludovic Pitrois, North American Textile Division manager, Stäubli Corp., Duncan, S.C., it is becoming more and more difficult to find people willing to do the same repetitive jobs shift-after-shift, day-after-day. “Without robots assisting with dangerous and mundane jobs, we would lose more jobs in the United States,” Pitrois said. “Utilizing robots in these types of jobs will assist in keeping companies in the United States long term.
“Joseph Marie Jacquard’s jacquard machine was fiercely opposed by Lyon’s silk weavers, who feared the introduction of industrialization and a reduction in work force, which was over 30,000 apprentices. But by 1812, Jacquard had some 11,000 machines weaving fabrics in France alone.
“We will always see changes in technology, employee resources and automation, which is just part of continuing progress. Stäubli takes advantage of challenging itself to design even greater products and to always be ahead of the market. Today, Stäubli with its three divisions can propose full automation for any textile mill if desired.”
This article touches only the tip of the iceberg when it comes to describing automation’s impact on the textile industry. From fiber to spinning, knitting, weaving, dyeing, printing and finishing — there isn’t a textile sector that hasn’t benefitted from automation and process control. Even basic packaging and material handling have played a significant role in changing the manufacturing floor. The effect is improved quality and consistency, cost control, improved work environments and employment opportunities.
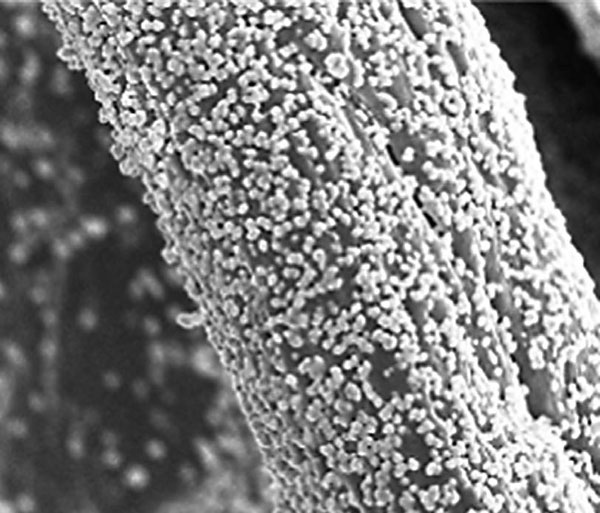
Microscopic image shows full coverage of the zinc oxide nanoparticles on a fiber
Nano Textile reports it has developed an effective and durable antibacterial fabric treatment.
By Jim Kaufmann, Contributing Editor
There are a number of antibacterial textile treatments currently available to hospitals and health care providers, but most agree that each comes with potential concerns typically related to durability, production efficiencies or overall effectiveness. An innovative new antibacterial application process for fabrics soon to be commercialized by Israel-based Nano Textile looks to provide the ideal prescription hospitals have been looking for. The technology, which involves using sonochemistry to attach nanoparticles to fibers and fabrics, originated in work done by Professor Aharon Gedanken, Dr. Ilana Perelshtein and their team at Bar–Ilan University in Israel.
“The main advantages of the technology are that it can apply antibacterial properties to any kind of readymade fabric,” Gedanken said. The treatment does not at all alter the fabric’s color or physical properties and the entire process is extremely cost-effective. In a hospital setting, for example, our technology can be used for introducing antibacterial characteristics to staff uniforms, patients’ pajamas, linens, blankets, curtains and other surfaces in order to significantly reduce morbidity and mortality and in parallel reduce hospitalization costs.”
Technology Development
Nano Textile was established in 2014 to commercialize the nanoparticle application technology. The company has acquired the global rights from Bar-Ilan University, including granted patents on the technology and previously filed applications — patents are approved in the United States, Israel and Europe, but still awaiting patent approval in Asia. Gedanken and Perelshtein both joined Nano Textile to provide technical support to the commercialization efforts and continue to advance the technology. Nano Textile’s primary focus now is on full implementation of the nanoparticle application technology, including production strategies and commercial product sales. It also is aggressively working to secure additional levels of funding, as well as actively working to develop industrial scale processing equipment in order to bring the technology to the global marketplace. Initial market penetration efforts will focus on the $14 billion and growing medical textiles market, but other markets and opportunities are being investigated as well. Although infection control in hospitals has greatly improved worldwide, there are still upwards of 3 million deaths annually attributed to infections acquired during a hospital stay. According to Nano Textile’s research, one in 10 patients throughout the European Union will get an infection while in a hospital. As bacteria become increasingly resistant to antibiotics, the hunt for new solutions is becoming increasingly urgent.
Nano Textile’s innovative antibacterial technology is based on investigation that Gedanken began more than 10 years ago while participating in a research project to produce socks that Israeli soldiers could wear for more than a week without having to wash. Understanding that bacteria essentially caused the offensive odor from smelly socks, Gedanken realized that if you could eliminate the bacteria, the odor also would be eliminated. Efforts to eliminate the bacteria led to further research into nanoparticles and ultrasonic technologies, which culminated in the European Union’s FP7 Program awarding 12 million Euros in funding to continue these research efforts. This enabled Gedanken’s team to fully develop the concept for creating bacteria resistant fabrics.
Nanoparticle Solution
The pioneering single-step processing technique basically encompasses passing a fabric through a zinc oxide nanoparticle solution while ultrasonic waves are also sent through the solution bath. Zinc oxide — used in lotions, creams and sunscreens — is well known for its antibacterial properties and has long been approved by the Food and Drug Administration as being safe for human contact.
“The secrets to the technology’s success are nanoparticles and sonochemistry — definitely the best coating technique,” Gedanken said. “The process begins when a solution containing zinc acetate is submitted to ultrasonic waves. Bubbles form, grow and collapse, which creates very high temperatures. When the bubbles collapse, zinc oxide nanoparticles are formed. If a bubble collapses near the fabric’s surface, micro-jets of liquid shoot the newly formed nanoparticles towards the surface at high speed. The particles then become embedded into the fabric because of the sheer force with which they hit it,” Gedanken explained. The flexibility of the process allows virtually any readymade fabric to become antibacterial without producing any adverse effects or damage to existing fabric properties — including hand, shade or absorbance, among other properties — regardless of whether it is natural and/or man-made.
One of Nano Textile’s prototype machines used to further develop the processing technology
Two pilot production concept lines capable of producing fabrics up to 50 centimeters wide were created to advance the technology and feed subsequent laboratory trial processes. Both lines are still in use creating additional samples and a further understanding of the process. Lab testing and evaluations showed that the zinc oxide nanoparticle application process was very effective in producing antibacterial fabric properties that do prevent the spread of hospital-acquired infections and reduce cross contamination. Testing focused on eight particular types of bacteria identified by doctors as posing the biggest risk to patients. The treated fabrics were found to kill off all eight bacteria efficiently and perhaps more importantly, continued doing so after prolonged washings. Photographs of the microscopic analysis showed the continued presence of the antibacterial zinc oxide nanoparticles after industrial washing.
Further evaluations demonstrated that the zinc oxide application process does not appear to damage the fabric quality, appearance or touch, nor does it alter color because the very small zinc oxide nanoparticles have no visible color. Since the nanoparticles are effectively embedded in the fabric, the antibacterial properties exhibit a longevity and durability not seen in other current antibacterial treatments. Fabrics treated with the Nano Textile process have been found to retain 100 percent of their effectiveness even after 65 washing cycles at 92 °C and 100 washing cycles at 75 °C, both equal to or above hospital industry standards. “This result makes our technology different from all others — exceptional even,” Gedanken said. “Nobody else [competing technologies] can demonstrate this. What makes this technology even more exciting is that the zinc oxide also kills certain bacteria that have become resistant to antibiotics.”
“After establishing proof-of-concept, we are now in the process of raising the necessary capital to move forward,” offered Roy Hirsch, Nano Textile’s business development manager. “We are in talks with three Tier 1 fabric finishing machine manufacturers to identify strategic partners going forward.”
“The technology is ready, approved and confirmed by several research institutes as being effective,” agreed Liat Goldhammer, Nano Textile’s Chief Technology Officer. “We realize that machine width and capacity will be enhanced compared to the current R&D developed machinery. Some adjustments will need to be taken, but our prediction is that those will be minor. We are basically production machine investments away from actual commercialization.”
Nano Textile’s Professor Gedanken
Because all work to date has been done on purpose-built pilot lines that had limits on processing width and speeds, actual process costs have not been confirmed. However, according to Mr. Hirsch, “the direct added cost per running meter is estimated to be less than 10 cents. We believe this to be in a similar range to the added costs of other chemical binders currently being used by competing technologies.” “Obviously, the actual final costs will be dependent on fabric type, quality of pretreatments and amount of nanoparticles to be added, but this will need to be substantiated when full-width production intent processing equipment is up and running,” added Ms.Goldhammer. It is also believed that further understanding and experiences gained under true manufacturing conditions will lower the costs as well.
Even given the possibility of higher costs of Nano Textile’s antibacterial application, the potential systematic cost savings associated with a viable and durable antibacterial fabric application that can be applied to any readymade fabric for the hospital and health care industry must be taken into account. Savings resulting from preventing the spread of hospital-acquired infections and lessening cross-contamination between patients and medical staff, thus significantly reducing secondary infection rates coupled with more durable antibacterial applications that lead to shortened hospital stays, more efficient medical treatments and other areas which currently represent a large economic burden to healthcare providers, will add up quickly as a result of this technology’s implementation. It’s believed the significance of these potential cost savings will more than compensate for any added costs associated with the Nano Textile process.
“It is no surprise, then, that healthcare providers have shown a keen interest in the technology and have begun placing orders,” Hirsch said. Since the R&D efforts and initial focus was targeted towards healthcare, Nano Textile believes the best way to approach the market is going in this direction first and then attracting other markets as opportunities present themselves. “Our immediate focus is on antibacterial fabrics for the hospital and health care markets, but the technology’s potential reaches far beyond medical applications, as it is relevant to a variety of industries such as airplanes, trains and luxury cars in the transportation industry; babywear, sports clothing, undergarments and of course socks in the clothing industry; restaurants, food packaging and hotels in the entertainment and tourist industries; the list goes on and on,” Hirsch added. But for now, Gedanken continues to dream of a day when Nano Textile’s activities lead hospitals to being infection-free. “We are getting closer to the dream.”
Bangladesh-based DB Tex Ltd. — a DBL Group company — recently purchased two additional bestLEN direct laser engraving systems from the Netherlands-based SPGPrints, bringing the total number of bestLEN machines in production to six. The company also has ordered two new 16-color printing machines, which will be installed during the second quarter of 2018.
“The new printers will take the capacity of our factory from 20 tons per day to 40 tons per day,” said Shah Imtiaz Ahsan, assistant general manager, DB Tex. “That represents about 200,000 garments per day, and to meet that level of production and maintain the highest standards of quality possible, we are adding the two bestLEN engravers.
“Reliability is a prime consideration. We operate 24/7, 354 days a year,” Ahsan said. “That means we use up to 120 screens per day in our production. With each bestLEN producing 10 to 12 screens per shift, we can keep up, but the addition of the new printer means we needed the extra screen engraving capacity.”
Australia-based Impression Technology has introduced the ThermTX 44-inch rotary heat press calender. According to the company, the 3-in-1 calender is affordable and easy to use in a variety of textile applications including roll-to-roll, cut-piece and dye fixing for direct-to-textile. The solid-steel roll features a 7.8-inch drum and three mandrels for roll feeding and three mandrels for take-up. Advanced heat sensors maintain consistent heat, and the fully self-contained unit does not require air.
“The 44-inch dye sub market has experienced tremendous growth and we have had many users approach us about offering a 44-inch calender which could meet the needs of both beginners and professionals,” said Stephen Richardson, Impression Technology. “In fact, the designers of the ThermTX 44 used focus groups to ensure the unit was not only easy-to-use for those just starting, but also sported the most advanced features required by sophisticated and demanding users. This unit is positioned perfectly for the 44-inch dye sub market and offers incredible value and bundling opportunities with entry level sublimation printer hardware.”
American textile manufacturers have found the secret to thriving
TW Special Report
We’re living in an age of globalization, automation and instant gratification.
That’s exciting, but it can spell trouble for some manufacturers. Those who can’t operate at breakneck pace and meet ever-evolving customer demand are forgotten; those who can keep up sometimes sacrifice product quality and customer relationships to do so.
But American textile manufacturers have found the secret to thriving. Two such companies, Sunbury, Pa.-based Sunbury Textile Mills and Valdese, N.C.-based Valdese Weavers Inc., are creating upholstery fabrics to meet the unique customer needs of today.
These companies are market leaders in the United States thanks to their long-term dedication to quality, customization, innovation and customer service.
Editor’s Note: Since this article originally appeared in NCTO’s Textures magazine, Glen Raven Inc., a global provider of performance fabrics, signed an agreement to purchase Sunbury. Under the agreement, Sunbury will become a wholly owned subsidiary of Glen Raven and will operate as part of Glen Raven Custom Fabrics LLC, best known as the maker of Sunbrella® fabrics.
Quality Is Paramount
Quality is a significant differentiator between domestic products and those made overseas.
“Most of the products you can purchase from overseas manufacturers are not anything special,” said Mark Grigalunas, senior vice president of styling and design at Sunbury Textile Mills. “The makers of those fabrics are playing a price game; they can’t compare to the quality of upholstery materials made in the United States.”
While quality is a major point of emphasis for U.S.-based companies, successful American textile manufacturers must also be nimble. How quickly a new trend or fabric style is adopted and produced can impact customer perception of the company and future growth.
“Whether it’s aesthetics, performance or other criteria, the market is constantly changing,” said Blake Millinor, chief sales and marketing officer at Valdese Weavers. “American manufacturers are much better positioned than their global counterparts to identify trends and adjust quickly.”
Customization Drives Production
Today’s consumer is looking for eye-catching fabrics that can withstand the wear and tear of daily life and make a personal statement about his or her tastes and lifestyle.
Superior customization capabilities allow manufacturers to meet this demand.
“Working with customers to create unique custom fabrics is essential in today’s market,” said Laura Levinson, chief creative officer at Valdese Weavers. “That includes differences in construction, fiber, color and weave.”
As American manufacturers continually adjust to meet high expectations when it comes to custom upholstery fabric, a common theme emerges: performance.
“Interiors are becoming more casual with a focus on the family room,” Levinson said. “Stain-resistant and stain-repellent upholstery materials are taking off in the home segment.”
But customers want more than durable fabric. They want durable fabric that is also soft, welcoming and beautiful.
“Customers today have higher expectations and demands for fabric styles and performance than ever before,” said Tom Notaro, senior vice president of sales and marketing, Sunbury Textile Mills. “They want a high aesthetic with soft texture and performance properties that come together in a highly desirable, valuable product.”
Innovative Technology And Infrastructure
Providing quality materials in a short time frame requires the highest technical capabilities.
That’s one reason why American upholstery manufacturers remain committed to innovation. Robust computer systems provide enormous support to manufacturers, not only in creating unique designs, but also in optimizing production and quality throughout the supply chain.
“Advanced software allows us to generate designs in a short amount of time,” Levinson said. “Our design system is fast and powerful and is completely digital, from the loom to fabric finishing. This gives us critical advantages in the breadth of design options and speed to market.”
According to Notaro, investing in a state-of-the-art infrastructure also helps American upholstery manufacturers stay ahead of offshore competitors.
“Sunbury annually invests in new equipment,” Notaro said. “We invest in our company every year, from systems to design tools. If American companies stand still, global competition will catch up. It’s imperative to keep moving forward.”
Relationships Are The Fabric Of Business
But perhaps the most significant advantage American upholstery makers have is not something you can find in new machinery or on a financial report.
“There’s no replacement for building deep, loyal relationships with customers,” said Mike Shelton, president and CEO, Valdese Weavers. “At Valdese, we don’t sell what we make, we make what we sell. Our creations are usually a custom fabric collaboratively developed with a client. We are always trying to meet their needs.”
Meeting the needs of the customer is one aspect of the relationship. Reliability is another.
“Our customers are more than willing to work with us because they know our time frame on bringing their designs and creations to life,” Grigalunas said. “When we quote production and delivery dates, they know it’s the truth. We don’t make promises if we can’t deliver.”
And for many of the most successful American textile mills, relationships and loyalty aren’t limited to customers.
“Our people live and work in our communities,” Notaro said. “We are a local, American-driven company that invests in our people. We care deeply about our employees and associates. They are our foundation, and they will continue to drive our success.”
Editor’s Note: This article appears in Textile World courtesy of the National Council of Textile Organizations (NCTO) as part of the “American Textiles: We Make Amazing™” campaign. NCTO is a trade association representing U.S. textile manufacturing. Please visit ncto.org to learn more about NCTO, the industry and the campaign.
The CODEVI development features 17 buildings today with more under construction.
Haiti-based CODEVI industrial park has moved from a vision to the largest employer in the country’s northern region.
By Mike Todaro
Fernando Capellan had a vision that he might be able to build a unique industrial park in Haiti. His vision became a reality and the Compagnie de Développement Industriel S.A. (CODEVI) industrial park in Ouanaminthe, Haiti, on the Dominican Republic border now encompasses 17 buildings, with more in the works.
CODEVI is owned by Capellan’s Grupo M, a private apparel manufacturer founded in 1986. The Dominican Republic-based company is vertically integrated and produces knits and woven products for the U.S. market. Capellan opened CODEVI in August 2003. It remains the biggest socioeconomic project in the area and the largest employer in the country’s northern region.
But it wasn’t easy for Capellan to realize his vision. Haiti and the Dominican Republic are different countries and cultures with almost no history of industrial collaboration. Each nation has a population of approximately 10 million people. Haiti itself is among the low cost countries of the world. The industry added to that competitive advantage with trade laws and Free Trade Agreement’s such as the Haiti Economic Lift Program (HELP) Act and the Haitian Hemispheric Opportunity through Partnership Encouragement (HOPE) Act that granted use of foreign fabric and duty-free access to the United States, Europe and Canada and of course proximity. Port-au-Prince became the epicenter of factories in Haiti until CODEVI.
The construction project ran into standard issues encountered when starting a business in a foreign country including legal framework, identifying a location for the installation, financing, infrastructure, construction, training and much more. Still, what drove the project was Capellan’s unwavering vision — one of a park that consolidated cost-competitive Haitian labor in quantity, was on the border, met Haitian law, combined Dominican expertise and was supported by modern infrastructure. It could export from a more modern and closer Dominican port such as Manzanillo, which is only 20 minutes away, and help to further reduce lead-times and logistics.
CODEVI Today
CODEVI started with 4-million-square-feet of land. In 2008, there were five buildings and 3,000 employees. As of 2017, the park has grown to feature 17 buildings and employs 10,000 people. Brands manufacturing at the park include Levi’s, GAP Inc., Under Armour, Hanes, Fruit of the Loom, Carhartt, and Jockey among other brands; and the owners of factories located in the park are global players based in the United States, Sri Lanka, and China, to name a few countries. These companies do not invest lightly. They commit for years by building a factory from scratch, from the ground up and for the long haul. That’s the vision part of this report.
Employees unpacking fabric at the Winds Group’s Mazava Haiti apparel factory.
“The starting point of the park was high,” said Joseph Blumberg, partner and senior vice president, marketing and new business, Grupo M. “We applied the proven formula of Grupo M, which is that compliance is in the DNA of everything we do.” Every detail of energy, training, social responsibility, environment, basic health, cooking, child education, transportation, safety and financial responsibility was considered 10,000 times — for every employee.
Take each employee. To be considered for hiring they must be able to read, write and perform basic math. In a country with more than 50 percent unemployment — and often much higher — competition for these jobs is high. When hired, each person receives three months of training at half pay and with full benefits. When hired, they can exceed 40-percent minimum wage with incentives.
When ground broke on the park in 2003, the area was extremely basic — hand-to-mouth with no formal economy. Today, the community is served by CODEVI’s radio and TV station that shows entertainment, educates and alerts the community to disease outbreaks. Additionally, back in 2003 none of the employees saved money. Today, more than 90 percent of CODEVI’s 10,000 employees participate in the park’s Savings and Loan Club.
Walking through the town of Ouanaminthe wearing a CODEVI badge is a sign of status. Capellan does not take full credit for the company’s success. “We believe that this success is due to the fact that the 10,000 employees identify with the work they do,” he said.
“Everyone has the opportunity to receive training and to improve his family’s quality of life.”
“We pick the companies who invest here carefully,” Blumberg said. However, it is clear the companies investing in the park see the potential. CODEVI is the only Dominican project in Haiti, and illustrates the value of the synergy each nation and its people bring to the table — motivated workers in a structured, highly efficient production center.
Finally, make no mistake, this is not just Dominicans and Haitians either. There may be more than a dozen nationalities working in multiple levels of management throughout the park. As a result, there is a collocated campus of apartments and even a hotel to support the traffic into the park. As for the park itself, it may soon grow from its current 4 million square foot size to nearly 10 million square feet in the future.
The expansion will include a MicroPark right across the bridge built to connect the park to the town. It will be a 600,000-square-foot town center featuring a vocational school, fully equipped clinic, food court, housing and recreational facilities. All of this is a part of a bigger picture being developed by the Quisqueya Economic Binational Council (CEBQ) with private sectors of both countries working side-by-side on a range of projects along the whole border to impact the economies and progress of both Haiti and the Dominican Republic.
Vision? Visions are pictures from the ends of albums of photos of other visions that hit the wall. As they say, it’s a dream until its put into writing, then it’s a plan. CODEVI was put into writing and Grupo M never changed a word of the plan because the plan was to “do it right from the start.”
Editor’s Note: Mike Todaro is the managing director of the Atlanta-based Americas Apparel Producers’ Network (AAPN). AAPN is a private sector, non-profit, members-only apparel industry business network of more than 600 company owners and senior executives from 200 companies across the apparel supply chain. Todaro thanks Capellan and Blumberg for the tour, and for Grupo M’s long-term membership and support of AAPN.
VF Corp., Greensboro, N.C., and Williamson-Dickie Mfg. Co., Fort Worth, Texas, have signed a definitive merger agreement. VF will pay Williamson-Dickie shareholders approximately $820 million in cash, and the deal is expected to be completed during the fourth quarter of 2017. Upon closing, Williamson-Dickie will become part of VF’s Imagewear coalition, and its Dickies®, Workrite®, Kodiak®, Terra® and Walls® brands will join VF’s workwear brands portfolio. Philip Williamson, Williamson-Dickie CEO, will remain with the company.
“When we introduced our 2021 global business strategy earlier this year, reshaping our portfolio to accelerate growth was our highest priority,” said Steve Rendle, president and CEO, VF. “The acquisition of Williamson-Dickie is another meaningful step that delivers on that commitment and further demonstrates our focus on being an active portfolio manager to drive transformative growth for VF and value creation for our shareholders.
“This acquisition combines two great companies and a group of iconic brands to create a global leader in workwear with approximately $1.7 billion in annual revenue,” Rendle added.
DNA North America has introduced FYnesse Denim featuring air covered FYnesse yarns (bottom).
Columbus, Ga.-based Denim North America (DNA), a division of DNA Textile Group, recently introduced FYnesse® Denim made using FYnesse yarn produced by Fiber & Yarn Products, a division of where-based Poole Co. The air covered polyester yarn features spandex, which is introduced at the point of maximum dynamic bulk to conceal the spandex deep into the yarn and create a performance stretch product that retains power, resilience and bulk.
Denim produced using the yarn offers almost half the shrinkage associated with traditional stretch denims for shape retention and consistency in garment sizing, according to DNA.
Unifi Inc. has signed a non-binding letter of intent to form a joint venture (JV) with the owners of Complast S.A. and Technologia Textil Avanzada (TTA) both based in Guatemala. Unifi will own 51 percent of the JV and the Complast and TTA owners will hold the remaining 49 percent. Complast owns a bottle processing plant and produces flake and chip under the EuroPET name; and TTA manufactures partially oriented polyester yarns as well as textured yarns under the EuroFIL name. These two business will be contributed to the JV under the current proposal and the intention is to expand the operations if the JV goes ahead.
“Central America has been a region of focus for brands and retailers over the past few years, as apparel programs are sourced closer to the U.S.,” said Tom Caudle, president, Unifi. “The growth in the region is key to our strategy of building our Repreve and other value-added brands.”
 Chicago proved to be a positive location for odd-numbered year Techtextil North America show.
Chicago proved to be a positive location for odd-numbered year Techtextil North America show. Education
Education
 “We were very pleased with this year’s show,” said Dominique Quintal, vice president, sales and marketing, Filspec Inc., Sherbrooke, Quebec. “We had visitors non-stop for three days — existing customers, new customers, customers bringing their contacts to our booth. We were also able to form relationships with other exhibitors, providing a lot of new project opportunities.” Quintal mentioned to Textile World that the show resulted in four active programs for Filspec. “One recommendation to exhibitors — come prepared to be challenged and expect to work hard because our experience shows that Techtextil visitors are coming to find solutions,” Quintal added.
“We were very pleased with this year’s show,” said Dominique Quintal, vice president, sales and marketing, Filspec Inc., Sherbrooke, Quebec. “We had visitors non-stop for three days — existing customers, new customers, customers bringing their contacts to our booth. We were also able to form relationships with other exhibitors, providing a lot of new project opportunities.” Quintal mentioned to Textile World that the show resulted in four active programs for Filspec. “One recommendation to exhibitors — come prepared to be challenged and expect to work hard because our experience shows that Techtextil visitors are coming to find solutions,” Quintal added.