Nano Textile reports it has developed an effective and durable antibacterial fabric treatment.
By Jim Kaufmann, Contributing Editor
There are a number of antibacterial textile treatments currently available to hospitals and health care providers, but most agree that each comes with potential concerns typically related to durability, production efficiencies or overall effectiveness. An innovative new antibacterial application process for fabrics soon to be commercialized by Israel-based Nano Textile looks to provide the ideal prescription hospitals have been looking for. The technology, which involves using sonochemistry to attach nanoparticles to fibers and fabrics, originated in work done by Professor Aharon Gedanken, Dr. Ilana Perelshtein and their team at Bar–Ilan University in Israel.
“The main advantages of the technology are that it can apply antibacterial properties to any kind of readymade fabric,” Gedanken said. The treatment does not at all alter the fabric’s color or physical properties and the entire process is extremely cost-effective. In a hospital setting, for example, our technology can be used for introducing antibacterial characteristics to staff uniforms, patients’ pajamas, linens, blankets, curtains and other surfaces in order to significantly reduce morbidity and mortality and in parallel reduce hospitalization costs.”
Technology Development
Nano Textile was established in 2014 to commercialize the nanoparticle application technology. The company has acquired the global rights from Bar-Ilan University, including granted patents on the technology and previously filed applications — patents are approved in the United States, Israel and Europe, but still awaiting patent approval in Asia. Gedanken and Perelshtein both joined Nano Textile to provide technical support to the commercialization efforts and continue to advance the technology. Nano Textile’s primary focus now is on full implementation of the nanoparticle application technology, including production strategies and commercial product sales. It also is aggressively working to secure additional levels of funding, as well as actively working to develop industrial scale processing equipment in order to bring the technology to the global marketplace. Initial market penetration efforts will focus on the $14 billion and growing medical textiles market, but other markets and opportunities are being investigated as well. Although infection control in hospitals has greatly improved worldwide, there are still upwards of 3 million deaths annually attributed to infections acquired during a hospital stay. According to Nano Textile’s research, one in 10 patients throughout the European Union will get an infection while in a hospital. As bacteria become increasingly resistant to antibiotics, the hunt for new solutions is becoming increasingly urgent.
Nano Textile’s innovative antibacterial technology is based on investigation that Gedanken began more than 10 years ago while participating in a research project to produce socks that Israeli soldiers could wear for more than a week without having to wash. Understanding that bacteria essentially caused the offensive odor from smelly socks, Gedanken realized that if you could eliminate the bacteria, the odor also would be eliminated. Efforts to eliminate the bacteria led to further research into nanoparticles and ultrasonic technologies, which culminated in the European Union’s FP7 Program awarding 12 million Euros in funding to continue these research efforts. This enabled Gedanken’s team to fully develop the concept for creating bacteria resistant fabrics.
Nanoparticle Solution
The pioneering single-step processing technique basically encompasses passing a fabric through a zinc oxide nanoparticle solution while ultrasonic waves are also sent through the solution bath. Zinc oxide — used in lotions, creams and sunscreens — is well known for its antibacterial properties and has long been approved by the Food and Drug Administration as being safe for human contact.
“The secrets to the technology’s success are nanoparticles and sonochemistry — definitely the best coating technique,” Gedanken said. “The process begins when a solution containing zinc acetate is submitted to ultrasonic waves. Bubbles form, grow and collapse, which creates very high temperatures. When the bubbles collapse, zinc oxide nanoparticles are formed. If a bubble collapses near the fabric’s surface, micro-jets of liquid shoot the newly formed nanoparticles towards the surface at high speed. The particles then become embedded into the fabric because of the sheer force with which they hit it,” Gedanken explained. The flexibility of the process allows virtually any readymade fabric to become antibacterial without producing any adverse effects or damage to existing fabric properties — including hand, shade or absorbance, among other properties — regardless of whether it is natural and/or man-made.

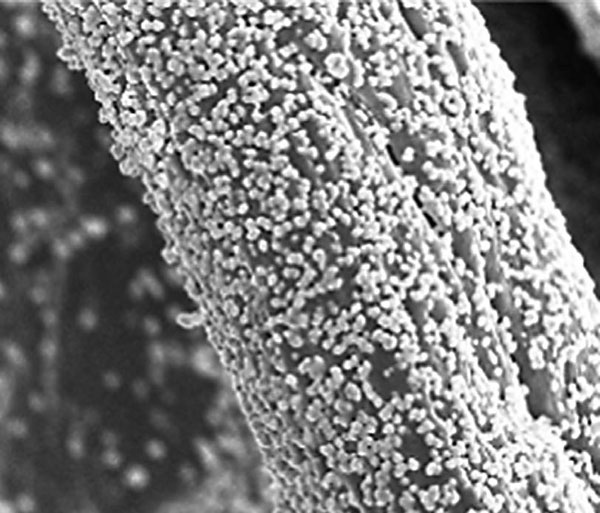
Two pilot production concept lines capable of producing fabrics up to 50 centimeters wide were created to advance the technology and feed subsequent laboratory trial processes. Both lines are still in use creating additional samples and a further understanding of the process. Lab testing and evaluations showed that the zinc oxide nanoparticle application process was very effective in producing antibacterial fabric properties that do prevent the spread of hospital-acquired infections and reduce cross contamination. Testing focused on eight particular types of bacteria identified by doctors as posing the biggest risk to patients. The treated fabrics were found to kill off all eight bacteria efficiently and perhaps more importantly, continued doing so after prolonged washings. Photographs of the microscopic analysis showed the continued presence of the antibacterial zinc oxide nanoparticles after industrial washing.
Further evaluations demonstrated that the zinc oxide application process does not appear to damage the fabric quality, appearance or touch, nor does it alter color because the very small zinc oxide nanoparticles have no visible color. Since the nanoparticles are effectively embedded in the fabric, the antibacterial properties exhibit a longevity and durability not seen in other current antibacterial treatments. Fabrics treated with the Nano Textile process have been found to retain 100 percent of their effectiveness even after 65 washing cycles at 92 °C and 100 washing cycles at 75 °C, both equal to or above hospital industry standards. “This result makes our technology different from all others — exceptional even,” Gedanken said. “Nobody else [competing technologies] can demonstrate this. What makes this technology even more exciting is that the zinc oxide also kills certain bacteria that have become resistant to antibiotics.”
“After establishing proof-of-concept, we are now in the process of raising the necessary capital to move forward,” offered Roy Hirsch, Nano Textile’s business development manager. “We are in talks with three Tier 1 fabric finishing machine manufacturers to identify strategic partners going forward.”
“The technology is ready, approved and confirmed by several research institutes as being effective,” agreed Liat Goldhammer, Nano Textile’s Chief Technology Officer. “We realize that machine width and capacity will be enhanced compared to the current R&D developed machinery. Some adjustments will need to be taken, but our prediction is that those will be minor. We are basically production machine investments away from actual commercialization.”

Because all work to date has been done on purpose-built pilot lines that had limits on processing width and speeds, actual process costs have not been confirmed. However, according to Mr. Hirsch, “the direct added cost per running meter is estimated to be less than 10 cents. We believe this to be in a similar range to the added costs of other chemical binders currently being used by competing technologies.” “Obviously, the actual final costs will be dependent on fabric type, quality of pretreatments and amount of nanoparticles to be added, but this will need to be substantiated when full-width production intent processing equipment is up and running,” added Ms.Goldhammer. It is also believed that further understanding and experiences gained under true manufacturing conditions will lower the costs as well.
Even given the possibility of higher costs of Nano Textile’s antibacterial application, the potential systematic cost savings associated with a viable and durable antibacterial fabric application that can be applied to any readymade fabric for the hospital and health care industry must be taken into account. Savings resulting from preventing the spread of hospital-acquired infections and lessening cross-contamination between patients and medical staff, thus significantly reducing secondary infection rates coupled with more durable antibacterial applications that lead to shortened hospital stays, more efficient medical treatments and other areas which currently represent a large economic burden to healthcare providers, will add up quickly as a result of this technology’s implementation. It’s believed the significance of these potential cost savings will more than compensate for any added costs associated with the Nano Textile process.
“It is no surprise, then, that healthcare providers have shown a keen interest in the technology and have begun placing orders,” Hirsch said. Since the R&D efforts and initial focus was targeted towards healthcare, Nano Textile believes the best way to approach the market is going in this direction first and then attracting other markets as opportunities present themselves. “Our immediate focus is on antibacterial fabrics for the hospital and health care markets, but the technology’s potential reaches far beyond medical applications, as it is relevant to a variety of industries such as airplanes, trains and luxury cars in the transportation industry; babywear, sports clothing, undergarments and of course socks in the clothing industry; restaurants, food packaging and hotels in the entertainment and tourist industries; the list goes on and on,” Hirsch added. But for now, Gedanken continues to dream of a day when Nano Textile’s activities lead hospitals to being infection-free. “We are getting closer to the dream.”
September/October 2017



