ATHF Inducts FourU.S. Textile Industry LeadersIn a ceremony held Sept. 9 at the American Textile
History Museum, Lowell, Mass., the American Textile Hall of Fame (ATHF) inducted four U.S. textile
industry leaders into its Class of 2002. Inductees include: E.I. du Pont de Nemours and Co.,
Wilmington, Del.; Frederick B. Dent, former chairman, Mayfair Mills, Spartanburg, and secretary of
commerce under Presidents Nixon and Ford; James Spencer Love (1896-1962), founder, Burlington
Industries, Greensboro, N.C.; and Whitin Machine Works, Whitinsville, Mass., founded in 1847 by
John C. Whitin, inventor of the Whitin picker for cleaning cotton.
October 2002
ATHF Inducts Four U S Textile Industry Leaders
From Flower To Fabric
t From Flower To Fabric
Linen, the world’s oldest fiber, retains its luster. The history of linen goes back
10,000 years. Egyptian mummies were wrapped in linen. Jesus was swaddled in linen. Fragments of
linen, in all its forms (straw, seeds, yarns, ropes and fabrics), have been found in Switzerland
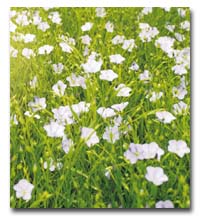
among the remains of homes of Neolithic lake dwellers.The botanical name of cultivated flax, the
plant that linen comes from, is linum usitatissimum. A literal translation is linen most useful.
The flax plant is one of natures most ecologically efficient treasures. It is a renewable resource,
no part goes unused, and flax can be grown virtually without using herbicides and pesticides.Seeds
of the flax plant are pressed to produce linseed oil a base for paint, varnish, soap, cosmetics,
linoleum and synthetic resins. Short fibers are used for paper and ropes. Even the bark of the flax
plant has a market in a variety of consumer and industrial products, from horse beds to chipboard.
Textile fiber comes from the stem of the plant. Today, linen is sought after for a wide
variety of end-uses, including apparel, decorative fabrics, table and bed products, and automotive
and industrial products. Consumers around the world buy linen because they like the way it looks,
feels and performs. With new varieties of flax; new processing techniques; and new ways of
spinning, weaving and finishing, the European linen industry has reinvented itself. And all of the
links in the supply chain are working together through the European flax and linen organization,
Masters of Linen, Paris, to market linen globally to a new and growing trade of niche players.
Libeco-Lagae’s 100-percent linen Campagna tablewear collection includes the plaid tablecloth
shown here. In 2001, world production of textile flax was up 22 percent over the previous
year. Within the European Union (EU), textile flax had a turnover of 300 million euros, plus
another 200 million euros for linen yarn.France is the worlds major flax producer, growing 64,000
tons annually on 55,500 hectares of land. It is ranked number-one for quality. Second for quality
is Belgium, coming in with 15,300 tons of flax grown on 13,300 hectares. Holland is third with
4,600 tons grown on 4,000 hectares. By contrast, China ranked sixth for quality grows flax on
100,000 hectares, but produces only 31,000 tons of fiber. Growing FlaxNormandy, with its
oceanic climate, high rainfall and deep silt filtering soils, is the center of flax farming in
France. Terre de Lin, a cooperative of 600 flax farmers, produces 12,000 metric tons of scutched
flax and 6,500 metric tons of scutched tow annually.At Terre de Lin, crops are rotated. Flax is
planted in the same beds once every six to seven years. Sugar beets, barley, corn, peas, potatoes
and wheat alternate. Flax sown in March is harvested in July.

Depoortere pulling machines are used byfarmers in the Terre de Lin cooperative.Flax plants
are pulled from the ground rather than cut, in order to obtain the full length of the fibers, and
to prevent fiber discoloration. At one time, this work was done all by hand. Today, Terre de Lin
uses Depoortere pulling machines. Each machine costs about 100,000 euros. The equipment is owned by
the cooperative and loaned to each farmer. The plants are first de-seeded. Next comes retting
separating the straw or bark from the fiber. There are two main methods of retting dew and water.
Dew retting, the process used by Terre de Lin and most of Western Europe, is done by spreading the
flax in the field. The actions of dew, rain and sun, along with soil-borne bacteria, help to loosen
and dissolve the outer bark. After retting, each farmer in the Terre De Lin cooperative rolls and
stores the flax stems.Flax also can be water-retted. This process involves submerging the flax in
water for between six and 20 days, allowing bacterial action to cause the bark to be loosened.
Today, many farmers consider this process too expensive. Egypt is one country where flax is
water-retted in the Nile River. Processing FlaxScutching, the next step, is done by Terre de
Lin at its plant. This process extracts the flax fibers from the retted straw. Linimpianti machines
move the flax on long tables to remove impurities. Dehondt and Depoortere equipment is used to
further thresh the flax and extract the fibers. At Terre de Lin, the scutching process divides the
scutched flax into fine fibers called line, shorter fibers called tow, and shives. Shives are the
woody part of the plant.Line is further processed by hackling to form sliver. Line sliver is
weighed, manually sorted and packed in bales or rollers weighing 100 kilograms. Line can be wet- or
dry-spun.Tow can be dry-spun on the cotton system or spun on the worsted system. It is also used
for nonwovens, including paper, and for technical products such as insulation. Shives are packed
and shipped for a variety of industrial products. Research And DevelopmentThe Terre de Lin
cooperative has extensive testing and development laboratories, where it breeds new varieties of
plants. Flax plants are cross-pollinated in a greenhouse. Fifty thousand new varieties are culled
down to 200. From these, one is selected and tested for three years. If it has promise, seeds are
planted in a large field for further testing. Officials from the French governments department of
agriculture approve and certify each new variety. Total time to create a new variety is 10
years. Alain Blosseville, president, Terre de Lin, said growers are looking for plants that
are fungus-resistant and will not fall over in the wind. At the same time, we are working to
improve the yield and fiber content, he said. Our spinning customers are asking for finer, thinner
fibers and homogeneous lengths.
Terre de Lin grows seven varieties of spring flax. Hermis the current favorite. Winter
FlaxRecently, Terre de Lin developed Ade, a new variety of winter flax. It can be sown in September
and harvested in June. According to Blosseville, the advantages of winter flax are many. Retting
conditions are better in June than in July, when spring crops are ready. Generally, growing fields
are idle in winter, so flax cultivation helps to prevent soil erosion. Also, being able to pull
flax a month early extends the use of the Depoortere pulling machines.Ade can grow in temperatures
as cold as -10°C, so it can be planted in Germany and Eastern Europe, where winters are harsh. It
is expected to be available commercially in about two years.There are seven spring flax varieties
at Terre de Lin. Hermis the current favorite, representing 60 percent of the market. In addition to
scutched flax, tow and shive, Terre de Lin produces 3,000 tons of seed annually, which represents
40 percent of the French market. SpinningFlax fiber processor and spinner NV Jos Vanneste
S.A., Belgium, began as a trading company in the late 19th century, buying containers of line flax
retted in the River Lys and selling to spinners in Belgium and Northern France. The company is
family-owned, currently run by the fourth generation of Vannestes. President Werner Vanneste
explained that at one time, 80 percent of the flax grown in France came through this region.Jos
Vanneste continued as a trader until World War II. After the war, the company began processing
scutched tow. This followed with the carding of flax waste for paper making, blending linen with
other fibers, preparing and processing linen for spinning on both the cotton and worsted systems,
and creating pure linen multicolored yarns. Specialty yarn spinning began in 1989. Today, with a
monthly capacity of 500 tons, Jos Vanneste sells quality products to niche markets around the
world.Our strengths are research and creativity, Vanneste said, in order to improve both quality
and production processing, as well as discover new end-uses for linen.One new end-use for Vanneste
yarns is automobile interior fabrics. Nonwovens blending flax with polypropylene are being sold to
prestigious European automobile companies, including BMW, Audi and SAAB. In the United States,
development is underway with major manufacturers.
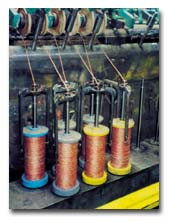
The blending of dyed sliver at Jos Vanneste is done using Mackie machinesAt the Vanneste
fiber processing plant, scutched tow is cleaned and humidity added using Van Dommele equipment. NSC
machines clean and comb sliver. Tow for the U.S. market is blended for spinning on the cotton
system using Rieter equipment. Italy is buying fiber prepared for the worsted system. Fiber dyeing
prior to spinning is a Vanneste specialty. Sliver preparation, blending of dyed sliver and wet
spinning is done using Mackie machines. In the 1960s, 60 percent of Vannestes production was
exported to the United States. With the advent of easy care, the demand for 100-percent linen
lessened. Today, with new, washable and wrinkle-free linens, and increased use of multi-fiber
blends, linen sales are on the upswing. Linen WeavingLibeco-Lagae, located in Meulebeke,
Belgium, has been weaving linen since 1858. The same families still own the business, with the
fifth and sixth generations now running the company. Originally, linen yarns were brought to local
farmers to be woven in their homes on handlooms, much like the way Harris Tweeds still are woven
today. When business expanded, handlooms were installed at one location. In 1904, the first
mechanical looms were purchased. Production ceased and inventory was hidden during the Nazi
occupation of Belgium during World War II. Originally two companies, Libeco and Lagae merged
in 1997. Patrick Lagae is managing director, and Raymond Libeert is chairman and managing director.
When the merger took place, workers concerned about job security relaxed when 60 people were added
to the staff. Today, the work force totals 222. Currently, there is no unemployment in the
region.Libeco-Lagae has an annual production of 5 million square meters, which is more than 60
percent of all linen woven in Belgium. In 1999, it had a turnover of 30.66 million euros. Turnover
increased to 34.45 million euros in 2000. Today, the company is
In addition to weaving 100-percent linen fabrics for a variety of apparel, home and technical
end-uses, Libeco-Lagae also manufactures products for its Home Collection. The bed linens shown
above are from a line called Marocco. Libeco-Lagae looms run around the clock and are
monitored by a central computer. During an eight-hour shift, each weaver can be responsible for 10
to 15 looms.Linen yarns from Belgium, France, Italy and Poland are checked for strength, humidity
and color. They are stored for several days to gain the right amount of humidity before warping.
There are three Benninger warping machines, each of which can set up a warp to weave as little as
700 meters of fabric or up to 7,000 meters.Libeco-Lagaes new plant contains 68 looms, 56 of which
are Sulzer projectile looms. Others include recently purchased Sulzer rapier looms. The weaving
plant is kept dust-free by roving robots. Quality control is a hands-on process. Fabrics are
checked for evenness of weave, moisture content, color and any specific treatments.For the apparel
market, Libeco-Lagae weaves delicate handkerchief linens, shirtings, crepes, yarn-dyed novelties,
sport weights and linen/wool blends. For the home, there are fabrics for upholstery, draperies,
wall coverings, table top, bed and bath. Technical fabrics range from artists canvases, luggage
fabrics and bookcloths to paneling, insulation, filtration and even fabrics for light aviation use.
In addition to weaving more than 4,000 different linen or linen-blend fabrics, Libeco-Lagae
recently launched a Home Collection of finished linen products.Libeco-Lagae linens are sold in more
than 50 countries. Eighty-five percent of its product is exported, with current focus on the
Americas. In 1996, the company took over Hamilton Adams Decorative Fabrics in New York.

Masters of Linen anticipates trends in order to direct industrial development for its member
companies. This suit is from a collection by the French menswear brand Newman. Photo courtesy of
Masters of Linen.European linen fabrics today are luxurious, elegant, comfortable and practical.
Linen is thermoregulating, nonallergenic, antistatic and antibacterial. Because it can absorb up to
20 times its weight in moisture before it feels damp, linen feels cool and dry to the touch. It is
not by accident that the worlds oldest and most useful fiber is still in great demand.
October 2002
Phifer Celebrates Anniversary ISO Certification
Phifer Wire Products Inc., Tuscaloosa, Ala., which celebrates its 50th anniversary this year, has
achieved ISO 9002 Series Standards for quality status, registered by Underwriters Laboratories
Inc.Phifer manufactures woven aluminum, as well as vinyl-coated fiberglass, polyester and nylon
meshes for filtration, shading, netting and reinforcement end-uses.
October 2002
X-Rite Unveils Benchtop Spectrophotometer
X-Rite UnveilsBenchtop SpectrophotometerX-Rite Inc., Grandville, Mich., recently launched the
X-RiteColor® Premier 8000 Series benchtop spherical spectrophotometer.Suitable for use on textiles,
coatings, plastics and liquids, according to X-Rite, the device features: built-in digital image
capture that allows the user to view and verify a sample prior to testing; horizontal and vertical
positioning for standard or top-loading testing; an easy-access, extra-wide transmission
measurement chamber for various-sized samples; a durable, maintenance-free Spectralon® Sphere; and
a USB interface to the X-RiteColor Master software, which manages both quality assurance and color
formulation.
October 2002
Ply-Tech Develops Scrim Bonding Process
Ply-Tech Inc., New Braunfels, Texas, has developed a process for producing a warp or weft,
unidirectional, biaxial or triaxial scrim from coated yarns of fiberglass, polyester, aramid or
other suitable fibers. The scrim may be used to reinforce laminates or to strengthen films.
October 2002
Bosch Rexroth Expands TaskMaster Line
Bosch Rexroth Corp., Lexington, Ky., has redesigned its TaskMaster® pneumatic cylinder line to
provide two models and offer increased options. The TM-8 series is an exact replacement for
Rexroths original line. The TM-1 series offers matching NFPA rod thread and port dimensions and
provides standard magnetic pistons for position sensings, oversize rod options, and port and
cushion options.
October 2002
Quality Advances
The emphasis on quality continues as programs to lower cost press forward. Do it Right the First
Time and Six Sigma programs demand that manufacturers be able first to measure and define product
before they can take measures to improve it. Below are some of the testing and evaluation tools
available today. Lightfastness And WeatherabilityHow does an individual define product failure
It may be very different from the way his company, its customers, or its competitors define product
failure. The manufacturer must be able to set a standard and convince others that it has chosen
wisely. But whatever the definition, product appearance is going to be a very crucial factor. Thats
why lightfastness and weatherability are crucial. Even if a product resists fade in one
application, using it in a different environment can have a dramatic effect on durability. The
American Association of Textile Chemists and Colorists (AATCC), Research Triangle Park, N.C., has
worked for years with its members to carefully define the parameters that must be measured to
define consistent quality. Why do products fade and fall apart There are three major causes of
fading and degradation: light; heat; and moisture. Testing under accelerated conditions in a
natural environment or in a laboratory can determine a products long-term lightfastness and
weatherability. Natural exposure testing involves simply placing test specimens outdoors or
outdoors under glass. Location is very important. Q-Lab Weathering Research Service has locations
just outside Miami in south Florida and in the Arizona desert west of Phoenix, where products can
be professionally tested under rigorous natural conditions.

The Q-Lab Weathering Research Service near Miami is equipped to test products under rigorous
natural conditions. How do weathering professionals help a manufacturer determine how to test
The best rule of thumb is: simulate, and then accelerate. In other words, simulate the products
probable end-use, and then accelerate testing by exposing products to the most intense
environmental conditions available. Armed with this kind of information, the manufacturer is sure
to get a better nights sleep knowing its product can stand up to the worst the sun can dish
out.Most manufacturers rely on accelerated laboratory testers to answer their lightfastness
questions in a timely fashion. These tests can give fast, reproducible results. With the tremendous
increase recently in new technology, the use of accelerated weathering has increased
proportionately. The xenon arc test chamber is the most commonly used accelerated lightfastness
tester. Xenon provides the most realistic simulation of full-spectrum light because it includes
ultraviolet (UV), visible and infrared wavelengths. Xenon testers, such as the Q-Sun Xenon Test
Chamber from Q-Panel Lab Products, Cleveland, also can expose specimens to high temperatures and
moisture. Many xenon arc testers control the level of relative humidity (RH). This is important
because humidity can affect the speed and type of degradation that occurs as materials are
physically stressed trying to maintain a moisture content equilibrium with their surroundings.
Yarn Quality AnalysisLawson-Hemphill, Spartanburg, has introduced several products that
analyze yarn and yarn package quality.During the 1964 Knitting Arts Exhibit in Atlantic City, N.J.,
the company introduced the fiber analysis knitter (FAK) to check the quality of textured yarn
packages. Over the years, improvements have been made to this quality control instrument to
increase the volume and accuracy of testing without increasing labor man-hours. The latest
improvement has increased the volume of samples knitted by approximately 60 percent. Additional
attachments are available for spandex/elastane yarn insertion, thermal application and tension
measurement. More than ever before, the knitter knows when the problem is in the yarn.Even before
the School of Textiles at North Carolina State University (NCSU), Raleigh, N.C., initiated the
Quality Audit Program in 1959, mill managers and yarn spinners sought a consistent means of
evaluating quality of spun yarn. Requests at various times by the industry for comments on
qualities of textile materials, particularly yarns, created problems with no answers because
realistic standards or bases for judgment of quality were not readily available. Questions such as
How much variation should be present in various properties of a yarn began to arise. More
specifically: How good is a carded yarn How good is a combed yarn Is one yarn always better than
the other Can a combed yarn be of poor quality Just how poor can combed yarn qualities get Since
those early days, a number of lab instruments have been developed and are now coupled with
sophisticated statistical analysis packages. Life is now much better in the world of the yarn
spinner. Lawson-Hemphill recently announced a Yarn Analysis System (YAS) and has received patents
in China and Europe for grading yarn and simulating yarn in a package. YAS grades according to ASTM
International standards and correlates to the human eye.Using YAS as a yarn-clearing evaluation
system has increased production of both winders and open-end (OE) spindles. YAS will recommend that
certain faults are acceptable in a fabric and do not need to be cut out. This increases the
production efficiency of the winder and OE spindles. Less cutting means longer run time and
increased production efficiency. Lawson-Hemphill also has delivered the first Automatic
Package Analyzer (APA) for quickly measuring the density of a package. Using a camera with a new
lighting design produces the most accurate method of measuring the physical dimensions of any yarn
package. Once the test is complete, a green pass or red fail quickly appears on the computer
monitor. APA has reduced measuring time 50 percent compared with an earlier model.

Lawson-Hemphill’s Automatic Package Analyzer Color MeasurementEveryone knows the
customer looks at color first and foremost. Anything one can do to economically measure and sort
color will save money. The latest such device from HunterLab, Reston, Va., is the ColorQuest
XE-Touch. With technological advances has come increased performance at lower cost. Because of
ColorQuest XE-Touchs inter-instrument agreement, manufacturers can be confident that differences
between measurements are due to product color changes, not instrument variability. Whats handy
about the ColorQuest XE-Touch is a liquid crystal display (LCD) that uses touch-screen technology
for simplicity of operation and reliability. Prompts appearing on the screen are touched with a
finger to initiate the action. Commands such as prompts, measurements and mathematical equations
all can be customized.
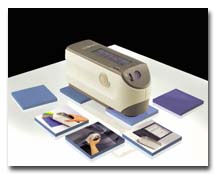
Minolta’s CM-2600d is a portable, hand-held spectrophotometer.In another development, Minolta
Corp.s Instrument Systems Division, Ramsey, N.J., has introduced the worlds first portable,
hand-held spectrophotometer, the CM-2600d, which performs instant and simultaneous color
measurements using adjusted, included or excluded UV and specular (gloss) compensation. In
addition to these measurement capabilities, two unique Minolta patented features distinguish the
CM-2600d instrument from all other currently available portable spectrophotometers. First, the
CM-2600d performs faster and more accurate measurements of samples with gloss differences without
the need to change instrument setup or to reposition the sample. Thus, multiple measurement error
risks are minimized. The patented gloss measurement technology, Minolta says, simplifies
measurement operations and improves accuracy by providing simultaneous measurement of the Specular
Included and Specular Excluded components (SCI/SCE) of glossy and non-glossy samples. By acquiring
SCI and SCE data simultaneously, the user can discriminate both color and appearance differences
almost immediately from a single scan of the sample. A second Minolta patented advancement is the
instruments capability to provide simultaneous and precise adjustment of the UV component. This
feature eliminates mechanical positioning of UV cut-off filters and multiple measurements, and
replaces it with instantaneous calibration and adjustment of the UV energy in the light source. The
user can acquire simultaneous measured results for fluorescent samples including UV and excluding
UV. Automated Fabric InspectionSwitzerland-based Zellweger Uster, long known for fiber and
yarn analysis systems, has introduced the Uster Fabriscan for automatic fabric inspection. The
system automatically learns the fabric; and classes, maps and marks defects as small as 0.3
millimeters (mm).Israel-based Elbit Vision Systems Ltd. (EVS) plans to unveil the SVA Lite during
the Chinese International Textile Machinery Exhibition (CITME) in Beijing this month. The SVA Lite,
the second generation in shade-monitoring technology developed by EVS, is a compact, yet powerful
tool for monitoring shade in almost any process in which color is critical. Needing only 18 inches
in the machine width direction, the SVA Lite can be installed in even the tightest places in any
textile process.EVS has expanded the shade analysis tools that are available. The SVA Lite not only
provides side-center-side and end-to-end shade variation information in real time, but also
provides the ability to load standard swatch samples into a sample drawer on the side of its
chassis. This feature allows the user to compare shade readings not only to a point in the current
fabric being monitored, or even a past roll of fabric run, but to an actual standard shade
swatch.The quality tools of the SVA Lite do not stop when a lot is finished. The quality analysis
tools also include an automatic cut-planning tool, which will automatically input cut points in the
shade map (based on user-defined thresholds) to maximize shade uniformity within a shipping roll as
well as eliminate side-center-side shade off-quality. Once cut points are inserted into the shade
map, the SVA Lite 5-5-5 color-sorting software will automatically classify each cut by user-defined
5-5-5 color-sorting rules.The SVA Lite offers a flexible report generation environment that allows
shade quality summary information and statistics to be printed out, along with the 5-5-5 color
classifications on all cut rolls. Although very powerful by itself, the SVA can be combined with
the EVS I-TEX automatic inspection system to create a complete solution for quality monitoring of
both color and textile defects. Airflow MonitoringOne of the greatest misconceptions in
textile drying is that it is possible to produce consistent, high-quality, finished fabric simply
by monitoring zone temperatures and fan speeds. There are dozens of quality temperature-monitoring
systems on the market that can measure exactly how hot an oven is at any point. But the honest
truth is, all that heat is worthless if it isnt uniformly reaching the fabric. Airflow consistency
is the unsung hero of consistent finishing results. Consider the two examples shown in Figure
1. Its not difficult to guess which of the two fabrics illustrated is going to come out of the
oven with the exact same fabric characteristics across the width.
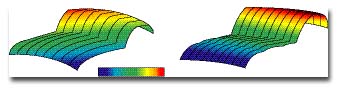
Figure 1 – Temperature profile across two fabrics in different ovens. These are before
and after shots of the same fabric, in the same oven, using the same process. The profile on the
left shows the fabric before the airflows were balanced, and the one on the right shows airflow
after balancing.The Sentinel airflow monitoring system from SimTek Inc., Greensboro, N.C., monitors
the airflow and offers suggestions for quick correction of the problem. A Remedies screen lists
possible correction in a logical order, thereby providing an expert to guide the operator to swift
remedies for the problem.Lastly, United Kingdom-based James H. Heal announced further uniform
calibration for the Nu-Martindale Abrasion and Pilling Tester, along with its Orbitor Pilling and
Snagging Tester and the Impulse Random Tumble Pilling Testers (See Out Of Control, TW, April 2002).
The inclusion of these additional instruments brings the total number of calibrations available
globally from Healink, Heals global technical service system, to 13 unrivaled in the testing
industry.These new product introductions in the area of quality control are exciting. They will
certainly help quantify differences and hopefully give buyers more confidence that what they
specify will be right the first time.
October 2002
Trade Negotiator Outlines Plans For Free Trade Pact In The Americas
U.S. Trade Representative Robert B. Zoellick has notified Congress that he plans to pursue a Free
Trade Area of the Americas (FTAA), hoping to conclude negotiations by January, 2005. In letters to
the House and Senate, Zoellick said negotiations will seek to eliminate tariff and non-tariff
barriers to trade, and he will pursue other measures to encourage greater reciprocal market access.
In announcing his plans, Zoellick said, “The FTAA negotiations offer the United States an
opportunity to lead the Americas toward stable and continuing economic growth, improved living
standards and higher paying jobs in all FTAA countries. By reducing and then eliminating
hemispheric trade barriers, the FTAA will provide substantial and growing markets for U.S. goods
and services.” Textile interests in Washington, both manufacturers and importers, support the
concept of an FTAA but they are wary of how the plan will actually be carried out.
October 2002
Cotton Incorporated Revamps TRI Department
Cary, N.C.-based Cotton Incorporated has reorganized its Textile Research and Implementation (trI)
department to include two new divisions: Textile Chemistry Research (TCR); and Dyeing and
Finishing, Technical Services (DFTS).TCR, headed by William A. Rearick, will include Preparation
and Dyeing Research, and Finishing Research. TCR will conduct basic and applied research in all
areas of textile wet processing, working with external sources and partners to develop new
chemistries to improve performance and aesthetics in cotton products and to reduce processing
costs.DFTS will be headed by Louis T. Protonentis. It will provide dyeing and finishing services to
the industry and to other departments within Cotton Incorporated. It also will cooperate with TCR
to implement new technologies developed by TCR, as well as with chemical companies to run trials on
already developed technologies.
October 2002
Textile Interests Set Agenda For Trade Talks
A coalition of 13 fiber and textile trade associations has written U.S. Trade Representative Robert
Zoellick outlining their objectives and recommendations for consideration in connection with the
on-going World Trade Organization (WTO) trade negotiations. The associations are members of the
Textile Alliance that includes cotton and man-made-fiber interests, textile manufacturers,
machinery manufacturers and textile distributors. They told Zoellick their recommendations are
“critically important to the future health of our respective industry sectors” and urged government
officials to give these recommendations their “highest priority” in the negotiations.The basic
alliance recommendations were reduction and binding of textile and apparel tariffs by foreign
countries to the levels of tariffs in the U.S.; elimination of all non-tariff barriers; and
installation of a mechanism to permit retaliation against a country that establishes non-tariff
barriers in the future, except as permitted under the WTO safeguard and unfair trade provisions.The
alliance said any future trade agreements must be “balanced and fair and completely reciprocal,”
and that agreements must include rules of origin and customs enforcement that will prevent
transshipments of goods from countries that are not participants in an agreement.The associations
also emphasized that rules of origin in future agreements must be based on the NAFTA yarn-forward
rule of origin that requires use of yarn and fabric “wholly formed” in participating nations. They
said that benefits should be withdrawn from any nation that does not conform to these rules. The
letter tracks what the American Textile Manufacturers Institute (ATMI) has been saying for some
time, but the letter demonstrates a unified policy from a broad spectrum of textile
interests.Members of the American Textile Alliance are: American Cotton Shippers Association,
American Fiber Manufacturers Association, American Textile Machinery Association, American Textile
Manufacturers Institute, Georgia Textile Manufacturers Association, National Cotton Council of
America, National Textile Association, North Carolina Manufacturers Association, South Carolina
Manufacturers Association, Textile Distributors Association and the Carpet and Rug Institute.
October 2002



