What industry professionals need to know about fit versus size
TW Special Report
According to Pattern Room, an extensive online digital pattern library, the most common question asked by prospective clients is what the critical difference between “size” and “fit” is and how to ensure consistency is maintained across apparel offering.
“Pattern Room’s overall mission is to provide a service to the industry that helps to identify and eliminate poor fitting garments from product catalogs,” said Julia Van Der Sommen, founder of Pattern Room.
“We’ve found that during extensive conversations with sportswear and fashion design companies, a lot of time is spent iterating that size and fit are two completely different concepts of measurement, which very rarely go hand in hand.”
While “size” is defined by classes, typically numbered or lettered, into which garments are divided according to how small or large they are, “fit” constitutes the way an article of clothing hangs or molds to the wearer’s body shape and is generally categorized by six distinctly different terminologies:
Compression fit – Compression fit largely caters to elite athletes wanting to mitigate or eliminate any drag or resistance from sporting attire. Proper compression fit wears like a second skin, with muscle definition visible through garment material.
Tight fit – Tight fit is preferred by most amateur athletes. It’s snug enough to minimise excess material getting in the way of performance, but not so tight movement or agility is affected. This fit still highlights some body tone, but it is much less specified than compression fit.
Slim fit – Across both the sportswear and fashion industry more broadly, slim fit is understood to be the fit that defines and outlines shape by accentuating features but also keeping the mystery alive. Usually we find that sporting enthusiasts and weekend warriors usually gravitate to this fit first.
Regular fit — Regular fit is the vanilla ice cream of fits; it’s true, trusted and dependable. Predictably comfortable, regular fit is your “every day” t-shirt or pair of pants. Whether they’re worn walking down the street or to a backyard barbecue (once we’re allowed to have social gatherings again!), you always know what you’re going to get from regular fit.
Loose fit – Loose fit is the near ultimate relaxation fit. There is very little garment structure at all and wearers feel no restrictions from material. Loose fit lives on the couch at home or on long-haul flights when comfort is king.
Oversized fit – Oversized fit is the ultimate relaxed fit. Very loose fitting, the garments have no shape against the body, meaning no restriction at all. This is the fit which is often used in streetwear, where shape gives way to form.
When considering fit versus size, the key for understanding is that a person will be able to wear the same size (e.g. large) in each of the six fits.
However, each will provide a different shape to the wearer (the fit), for different purposes and the sleeve length, the collar, the hem length, etc. will all be reflective of the size.
For more information about fits, visit www.patternroom.com
CAMBRIDGE, England — April 24, 2020 — Members of Xaar’s senior leadership team have bought shares in the business to underline their commitment and confidence in its new strategy.
John Mills, CEO, Ian Tichias, CFO and Andrew Herbert, chairman, have all invested in the company, buying 275,000 Xaar shares between them. The significant investment follows the announcement of Xaar’s full year results yesterday for the 12 months ending 31 December 2019.
Mills said: “2019 was a difficult year for the group as a result of the performance of the Printhead business and decision to end investment in Thin Film.
“However, we entered 2020 with confidence in the long-term future of the business and a revised strategy, product roadmap and strong balance sheet to deliver improved business performance and a return to profitability.
“Clearly, the recent events with the rise of the COVID-19 pandemic mean it is impossible to determine the effect on Xaar’s 2020 results; however we are yet to see a significant impact on customer demand.
“We have all the fundamentals in place to continue to execute our strategy and return Xaar to profitability. Our share investment is a clear demonstration of our belief in the long-term performance of the business and the confidence that we have in delivering sustainable growth.”
The term Denim is a contraction of “de Nîmes”, the city in France where Serge de Nîmes created the tissue made originally of a mixture of wool and silk. Since the beginning of the 19th Century, Denim is known as a strong fabric made of cotton. More than 50 percent of denim is actually produced in China, India, Turkey, Pakistan and Bangladesh1.
The denim yarn is made of cotton and dyed with synthetic indigo dyes. Indigo is one of the most famous and oldest dyes used for textile dyeing, originally extracted from plants. A pair of blue jean trousers requires 3 to 15 g of indigo.
To dye the yarn, it is necessary to dip the yarn in several consequential baths of dyes. In between, the yarn with the dye undergoes an oxidation process. The more dye baths, the deeper the color of the indigo2.
Slusher dying machine
Meanwhile Denim is used to realize pants, skirts, shirts, vests and many more. The numbers of colors used in the production process are endless and it is almost impossible to distinguish the colors without the use of a color measuring instrument. Such instruments can be used to check the final color of the tissue but at that stage, it is almost too late, as the Denim will be ready to be transformed into clothing. The most efficient way is to measure the color during the production process. As soon as a color drift is “observed” with the color measuring instrument, a color correction can be induced.
Actually there are several places where color of denim can be measured during the production process. Depending of the dying machine, the color is measured for example directly on the rope of rope dying machines, which has proven to be very efficient. Naturally, the color can be measured on slasher dying machines as well. In this case, the yarns are dyed continuously, side by side and allow immediate reaction if color drifts away of specification.
Color Measuring Instrument placed on a scanner with ERX130
The color measuring systems have to measure contactless3. Moreover, they have to fulfill a series of unconditional and proven parameters for best results such as:
The light source of the instrument has to be a flashed Xenon light because the visible spectrum of the Xe-light is similar to the visible spectrum of the sun light, flashed Xe-light to avoid any influence of parasite light.
The optical resolution shall be as high as possible. With a resolution of 1 nm the obtained results have proven to be significant and useful.
The instrument shall have no movable parts and be made to measure in harsh environmental production conditions. This is an important aspect, as the producers want reliable color measuring systems, operating 365 days per year without unplanned interruption
The entire production and not just samples taken out of the production once every shift, has to be measured. Only if the color of the entire production is measured, a color drift can be detected and corrected. This will avoid producing waste; this will allow using the production machine to produce only sellable Denim in accordance with the customer’s specification. As a result, the production site will save considerably amounts.
The measured color values shall be saved in a Data base, in order to document the complete productions. At any time it must be possible to retrieve past production data, to be able to compare various productions and if necessary prove the color is right.
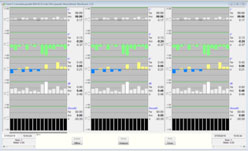
On a Slusher Machine, the Color measuring instrument shall be able to move in cross direction, either manually or motorized, to allow a precise positioning of the instrument wherever it shall measure. A visualization of the results shall be easily possible on a screen.
Screen showing the results Left – Middle – Right of fabric
Innovative advanced textiles can improve customer products at a competitive cost, while contributing superior properties.
New materials increase part functionality, utility and product differentiation
By Joe Melcher, Patty Berghardt and Shawn Benfield, Bally Ribbon Mills
The advanced technical textile industry uses science, information technology, and specialized materials to provide material solutions to a broad range of niche markets. The industry distinguishes itself from the standard textile industry by its adoption of new ideas and processes to create materials to meet specific requirements. Used primarily for performance, structure, and strength, innovative advanced textiles can improve customer products at a competitive cost, while contributing superior properties.
Advanced textiles experiencing fast growth
According to the Industrial Fabrics Association International (IFAI), a trade association representing the international specialty fabrics marketplace, the overall growth for advanced textiles is estimated to be about 9 percent and is currently valued at $71 billion. The protective textiles contribution to this sector is 6 percent, while other important contributors include high performance clothing, composites, coated textiles, and smart textiles. [1]
A general trend is the use of high tech/specialty fibers with properties designed to bring added value and increased performance to the end use application. These typically include fabrics made with aramids and meta-aramids (Kevlar®, Nomex®), graphite, Vectran™, Teflon™, Dyneema® and Spectra®, as well as composites or other specialty fibers.
Bally Ribbon Mills (BRM) has found that customers are looking to use advanced textiles to differentiate themselves from their competitors. They want to make their product last longer, or make it lighter, or imbue it with other characteristics that give them an advantage. In the personal protection arena, advanced textiles are being used to make products stronger. For example, one BRM customer wanted to eliminate elongation in a belt used in a manufacturing process. By adding low elongation para-aramid and UHMWPE fibers to the existing substrate, the belt was able to maintain its integrity much longer and stay in service 10 times longer than the prior version.
The push in recent years has been toward fabrics that are lighter and stronger and let users do more with less. While advanced textiles can be found in a wide variety of applications, sectors that support quality of life would — or should — use the most advanced technical textiles. This may include medical applications, along with some industrial, and military — like parachutes. The properties they are looking for vary by industry. Some continue to seek out stronger and lighter fabrics, while the medical industry is looking for materials that are less invasive and promote faster healing.
It should be noted that other markets are also looking for innovation and advancements, even on products that have been on the market for decades. Just because an item has been used for a long time does not mean it cannot benefit from a design review. For example, BRM has done design work for dog collars to make them stronger. In advanced design, customers want to differentiate themselves from a million other companies making dog products (and baby products!) Another good example of the use of advanced fibers in long-established products is sun awnings, where manufacturers are developing new methods to weave fibers that wear better and can last 50 years instead of 10. Wherever manufacturers are seeking an edge, advanced textiles have a role to play.
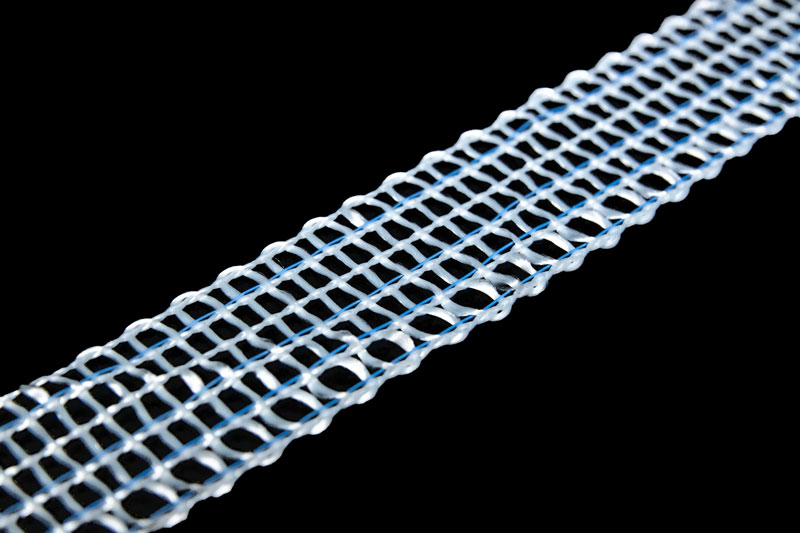
E-WEBBINGS enable electronic transmission of data, sensations and power
Tips For Customers Looking For Advanced Or Technical Textiles For Unique Applications
Those looking for an advanced or technical textile should begin by discussing the application, the specific material properties they are looking for, the material specifications, and any special requirements, certifications, and testing requirements.
At BRM, we begin by advising customers of our capabilities and experience in weaving two-dimensional and three-dimensional designs and discussing the company’s quality management system and its effectiveness in meeting customer specific requirements. We request a sample from the customer if one is available, and then work with our R&D group to provide examples of materials we have already woven that can be tweaked to meet the customer’s requirements.
BRM gathers as much information as possible on the application, the location within the product that the material will be placed, and any properties the customer is specifically trying to address. Typical information gathered from customers includes:
Application details;
Width;
Tensile strength;
Elongation;
Color;
Quantity; and
Special requirements including flammability, conductivity, moisture, and abrasion resistance.
Where the customer knows the application but is not familiar with textiles, BRM application experts help determine required properties and the most appropriate weave pattern. A back and forth approach is used to tweak products to improve existing designs that will help the team arrive at the optimal webbing. Then, manufacturing experts conduct small sample runs, which are tested in the BRM textile lab. For all materials, BRM tracks raw material testing. Customers then use the tested material to manufacture their products.
Fabrics may also have to meet a variety of safety standards/specifications and certifications, which include ISO9001, AS9100, ISO13485, ISO14000, NFPA, ASTM, ANSI, *UL, and CSA. BRM continuously monitors these standards and has established accurate and streamlined in-house systems to support required testing and tracking – from raw material to finished parts. Test reports and certifications are provided according to the particular specification or the customer’s requirements. Providing simple and timely documentation and test reports is critical, especially for lifesaving products like parachutes, where documentation is required so any errors can be followed back to the yarn manufacturer.
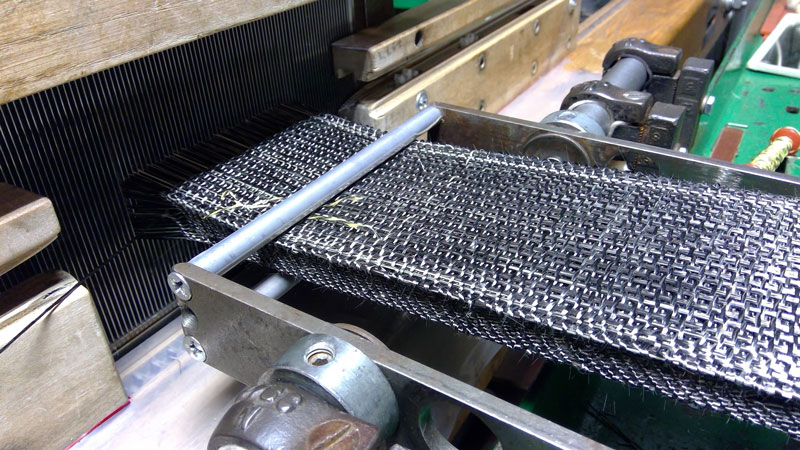
TPCM fabrics can produce lighter-weight, quality parts at reduced materials and labor costs, with reduced process complexity and bills of material.
Unique Advanced/Technical Textiles
Working with companies that include NASA, Tier 1 Defense suppliers, as well as directly with the Department of Defense (Army, Air Force), BRM has developed advanced textiles used in parachutes, safety harnesses, personal protective equipment, and chemically resistant webbing. With a Class 8 Clean Room and multiple loom styles (shuttle, needle, jacquard, rapier), BRM can scale up from prototype to full-scale production.
E-WEBBINGS enable electronic transmission of data, sensations and power.
Examples of the newest advanced textiles include:
E-WEBBINGS®: Woven narrow-fabrics that are conductive, enabling the electronic transmission of data, sensations (light, noise, vibrations, heat), and power that can be stored or used to actuate/transform objects. These unique conductive fibers can be woven in conjunction with other fibers and can be used in embedded sensors in both wearable and integral technology, including the Internet of Things
One new project currently in development utilizes advanced conducting/sensing technology that is composed of a sophisticated weaving process to comingle fiber-optic filaments with high-performance, structural materials. Optical “carriers” are the structured output of the weaving process, which serve as component parts in the eventual construction of assemblies that can capture and transmit information to downstream computing technology. The optical technology can take corrective action based on improved monitoring capability and assist in the optimization of manufacturing processes and the integration of non-destructive inspection tools.
TPCM™ woven thermoplastic localized reinforcements: These thermoplastic composite materials are 2-D or 3D-woven, thermoplastic structures for incorporation into composite parts produced within varied, continually-evolving molding processes. The woven structural shapes are used in hybrid composite structures used in numerous industries, including aerospace/aviation, automotive/transportation, defense, architecture/infrastructure, marine, and sports/recreation.
TPCM fabrics are comprised of structural and matrix/resin fibers oriented to maximize X, Y and/or Z directional properties. They can produce lighter-weight, quality parts at reduced materials and labor costs, with reduced process complexity and bills of material. Potential fiber combinations include a varied mix of structural yarns (fiberglass, carbon, aramid) and matrix/resin yarns (such as PE, PA6, PEI, PPS and PEEK). TPCM in a customized and engineered weave design, provides localized reinforcement where superior properties are required.
TPCM fabrics are being advanced as part of a collaborative development effort in which BRM is teaming with suppliers and downstream fabricators. One partner is Concordia Fibers, Coventry, R.I., which supplies Comingled Yarns for the project. Its technology produces a better mix of structural and matrix yarns, which in turn improves the properties of the woven structures. Customers purchasing this type of fabric are working with expert knowledge provided by the complete supply chain, including the entire process and product development process. This is the most forward-looking way to work with suppliers to ensure product success.
TPCM fabrics can produce lighter-weight, quality parts at reduced materials and labor costs, with reduced process complexity and bills of material.
Benefits Of Advanced Textiles
Advanced textiles can increase a part’s functionality, utility and product differentiation, at a competitive net cost, while contributing superior properties such as lighter weight, specific strength, durability, stability, abrasion resistance, and sustainability. BRM’s unique ability to produce advanced technical textiles through innovation, experience, design, research, development, quality, technological advancements and customer service separates it from the competition.
Reference
[1] Growth meets change in protective textiles, Innovating and commercializing to participate in future opportunities, by Seshadri Ramkumar, Advanced Textiles Source, May 20th, 2019, https://advancedtextilessource.com/2019/05/20/growth-and-change-in-protective-textiles-innovating-and-commercializing-to-participate-in-future-opportunities/, retrieved 10/25/19.
Editor’s Note: Joe Melcher, Patty Berghardt and Shawn Benfield work in business development for Bally Ribbon Mills, Bally, Pa.
Additive manufacturing refers to a process by which digital 3D design data is used to build up a component in layers by depositing material. It is becoming more widely used, and has many advantages. Paul Gomer, an additive manufacturing development engineer at igus, offers insight on additive manufacturing.
TW: How do you rate the development of additive manufacturing? Will it replace or replace other procedures? Which are they?
Gomer: Additive manufacturing is becoming increasingly important in production. The advantages are obvious: I can produce customer-specific components in a short time, without any tool molds or changeover costs. The customer benefits immensely from this because he receives his specific part quickly and at a lower price. That is why we at igus have significantly increased capacities in additive manufacturing. In addition to the FDM and SLA printers, the majority of the 3D-printed special solutions are now produced on SLS printers with two available Tribo materials. Nevertheless: in comparison, injection molding today still allows a significantly higher output at lower costs. It always depends, do I only need one or two parts, a small or medium series or do I go into mass production. Depending on the answer, as a customer I choose the manufacturing process that suits me and keeps costs down for me.
TW: Additive manufacturing always involves two things: precise 3D printers and high-performance materials. What requirements do such materials have to meet?
Gomer: We focus on wear resistance when manufacturing special parts. This is the be-all and end-all. Comparative tests in our test laboratory have shown that the wear resistance of the additively manufactured parts is absolutely comparable with the corresponding injection molded parts. Nevertheless, the material selection in 3D printing is currently still significantly less than in injection molding. In injection molding, for example, there are reinforced materials that we cannot currently process in this way.
TW: What trends can you see in the development of new materials for 3D printing? What will be possible soon?
Gomer: In principle, many materials can already be processed using 3D printing, for example ceramics, metals, standard, technical plastics or, as with us: high-performance polymers. The industry recognizes that well-known material suppliers have now also gotten involved in the topic. There is the ability to develop materials specially adapted for 3D printing and thus qualify previously impossible materials, for example for filament printing. This also makes the materials easier to process and the parts much more resilient. This allows the use of this technology in demanding areas and industries. An exciting question is the economical (series) production of multi-material components for the introduction of even more targeted material properties. In individual cases, hard-soft combinations can already be implemented, but further technological developments are still required for scalability.
TW: What are the challenges?
Gomer: The FDM process is currently more suitable than the SLS process because the technology is less demanding but more flexible. Due to the higher productivity of the SLS process, the handling of multi-materials needs to be further developed. The challenge remains for the user and the designer to offer an established and broader selection of materials with reliable and traceable material properties. One topic here is to improve the orientation-dependent and process-specific anisotropic property differences. Another aspect is compliance with quality assurance standards, which are required in many industries such as automotive or aviation.
TW: Are there any new materials currently? What are they and what are their characteristics? Are there any unique selling points for igus?
Gomer: We recently developed our lubricant-free material iglide J350 into a tribo filament. To do this, we would have to design a new high-temperature printer that can process the filament. In the new 3D printer, we rely on the igus standard components that work reliably even at high installation space temperatures. We use a nozzle that is at a temperature of up to 400 degrees Celsius.
The filament can melt. With iglide J350 we were able to develop a new filament for high-temperature environments and test it extensively. The high-performance plastic is characterized by its extremely high wear resistance and its very low coefficients of friction on steel. The endurance runner is particularly suitable for rotations and has a high dimensional stability at temperatures up to 180 degrees Celsius. Medium to high loads are no problem for iglide J350.
TW: How do you go about developing new materials?
Gomer: First and foremost, when developing a new material, we respond to specific customer requests that result from the wide range of applications. At the same time, materials must meet industry-specific requirements and be easy to process. In the area of 3D printing, materials have to be developed specifically for the respective manufacturing technology, since the additive processes differ significantly in detail. Our primary focus in material development is the evaluation of the process capability of a material and the early analysis of wear resistance. Standard test components are manufactured and extensively tested on our test benches.
TW: What needs to be considered for special solutions such as cosmetics and food? Are there other special solutions?
Gomer: In the area of the cosmetics and food industry there are special requirements, for example by the EU. With iglide I150, we have therefore developed a filament that complies with EU Regulation 10/2011. This is particularly easy to process using the FDM process. Industries and applications in hygienically sensitive areas, for example in the pharmaceutical and food industries, benefit from iglide I150.
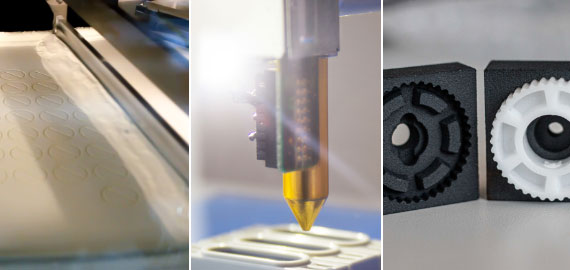
TW: Could you tell us something about the worm gear user example and the iglide I6-PL laser sinter material? What was the task, the big challenge and how could you master it?
Gomer: The worm wheels are used, for example, in our Robolink gearboxes and therefore also in articulated arm robots. On the one hand, these must be easy and inexpensive, but above all, be wear-resistant. That is why we developed the iglide I6 laser sintering material for such applications. For iglide I6 it was shown that the material has a particularly high wear resistance and therefore a particularly long service life. A worm gear with 5 Nm torque and 12 rpm was tested in comparison with the materials previously used for SLS printing. The worm wheel made of the new iglide I6-PL laser sintered material showed only slight wear after 1 million cycles and was still fully functional. Milled worm gears made of POM showed total wear after only 621,000 cycles, while milled worm gears made of PBT already broke after 155,000 cycles.
TW: What options do you have in your test laboratory? What is going on there? Are there any identifiable benefits or even unique selling points?
Gomer: Our entire area for application and material testing extends over 3,800 square meters. Every business area has its own test laboratory here and we test some product areas together. For example, we test the chainflex cables in our own energy chains on 1,500 square meters. There is an outdoor area of 2,000 square meters available for particularly long travel distances. iglide plain bearings, drylin linear bearings and our low-cost automation components are tested on a good 300 square meters. This means that we operate not only the largest test laboratory in terms of area, but also the one with the highest number of product tests and test procedures. In addition to coefficient of friction test stands, wear rates are determined, for example, for linear, swivel and rotation applications. If necessary, we also test customer-specific under real conditions. The special added value for our customers lies above all in our numerous free online tools with test results in prepared form. In particular, our life cycle calculator helps you select and purchase the right products. With just a few details about its application, the customer can get an overview of suitable articles from 58 iglide materials – including 3D printing materials.
TW: What does the 3D printing service include? What are the advantages for the customer?
Gomer: In the 3D printing service, the customer can upload the STEP file of their desired component, after which they have the option of choosing the right material for their application. So, he also determines the manufacturing process. For example, if the customer would like to produce a part ready for series production from an iglide material that we cannot process using 3D printing, the Print2Mould process is ideal. Here we manufacture an injection molding tool in 3D printing, which is then inserted into the injection molding machine. Alternatively, the customer can also have their part manufactured using the SLS process with our two laser sintering materials iglide I3 and iglide I6 or use 3D printing of their part using the FDM process with one of our 7 tribologically optimized FDM materials. The customer always has a wide selection of materials, as well as a transparent cost overview and can easily order their desired part online at any time.
Editor’s Note: igus® is a Germany-based complex, technical polymer components company with U.S. headquarters in Rhode Island. The company uses its innovative polymer materials to develop products that provide creative solutions and exceed its customers’ expectations.
Coats Digital, a technology provider empowering the fashion supply chain through a digital ecosystem, announced that Panam Group has been able to increase its forward plan visibility from three to 12 months with Coats Digital solution, FastReactPlan. Panam Group was established in Dhaka, Bangladesh in 2001. Panam group has grown into a world-class knit garment manufacturer.
FastReactPlan is the market leading production planning solution, designed and developed specifically for apparel and footwear manufacturers and used successfully in over 2,000 factories and 40 countries around the world. It is fast to implement, intuitive to use and proven to deliver significant and measurable improvements in delivery, productivity, inventory, speed and cost, driving a return on investment of less than 12 months. Nice group, Esquire Knit, and Epyllion are some of the top manufacturers using FastReactPlan to optimise, connect and accelerate their production planning.
Impressed with the efficiency Balaram Roy Chowdhury, executive director, Panam Group stated:
“It has become much easier to understand buyer trends, factory loading, plan vs. actual and overall production status. We have managed to increase our capacity utilization by as much as 50 percent and improve efficiency by 3 percent as FastReactPlan is giving us the required visibility. This means we have reduced our order confirmation process too by being able to consider open capacity much quicker “
Using the pull system principle, FastReactPlan automatically creates detailed schedules for Panam group from yarn dyeing to finished goods packing considering style and color variations and generates accurate T&A target dates based on the production plan.
The planners at Panam group now have clear visibility of the load vs capacity for each machine group/production process well in advance so they can ensure that sewing demand is achievable and any potential problems can be reviewed during weekly production meetings to ensure staff are proactive rather than reactive.
After successful implementation Rubel Kanta Deb, senior manager (Central Planning) Panam Group, added “Using FastReactPlan’s high level capacity planning board we were able to plan all projection and confirmed orders to the relevant units based on customer, product type and material availability.
“We can now forecast more accurately for the next 6 to 12 months whereas earlier on Excel, we were able to manage a maximum 3 month’s loading. FastReactPlan’s detailed sewing line level planning board gave us the visibility of continuing planning similar product types which drastically improved efficiency.”
Forklifts account for most injuries to warehouse employees, according to the Occupational Safety and Health Administration (OSHA). The OSHA states that at least 100 workers are killed in warehouses due to forklift accidents, and a further 95,000 are injured every year. Automation can reduce these risks by replacing forklifts in manufacturing.
The manufacturing industry has seen an increase in automated robot technology. According to a recent report by Interact Analysis, the worth of the mobile robot market will rise to $7 billion by 2022.
The technology giant Amazon is one of the larger multinational businesses to have invested heavily in robots. Amazon’s robotic roll-out started in 2012, and it has spent $775 million on Autonomous Mobile Robots (AMRs) to carry products across its facilities. The robots are equipped with sensors for navigation and to avoid risks of collision.
This has resulted in an uplift in productivity, and Amazon today continues to install robots in its warehouses. It currently has more than 200,000 AMRs working alongside human workers. Customers are demanding quicker turnarounds — especially if they’ve paid more money for faster delivery — and automation is a cheaper, safer and more-effective way for Amazon to fulfill these demands.
AMRs can certainly increase efficiency in warehouse environments. But, perhaps more importantly, there are the additional levels of safety that robots can bring for workers. The fact remains that, in the US, the rate of fatal injuries among warehouse workers is higher than the national average for all other industries.
Avoiding Risks
Risks may account for there being a higher shortage of skilled forklift drivers than ever before. Companies require workers to have more technical and analytical skills to operate the vehicle, but finding job-ready new recruits has proven to be an issue for manufacturers. This makes training essential.
However, the training is not straightforward and can prove expensive and time consuming; especially with the many health and safety regulations that companies must abide by. To be awarded their certification, candidates must undergo extensive training for skills like awareness and decision making, which are critical when maneuvering a forklift. Such recruitment procedures are costly for businesses, and many manufacturers are turning to automation as a result.
AMR Options
There are many different kinds of AMR that companies can consider installing in manufacturing or warehousing facilities. For example, the Freight 500, assembled by Fetch Robotics, is an affordable option that has proven to be a massive hit in industry.
But how do humans work around them? The Freight 1500 has lidar sensors and a forward-looking red, green, blue, and depth (RGB-D) camera that enhances conventional images with depth information. There are also LED lights that prevent robots bumping into each other, and into human co-workers!
In addition, the machine comes in different sizes in order to be equipped to carry a variety of products that weigh anything from 500 kilograms (kg) to 1,500 kg. This helps boost productivity and save on inventory space.
Based on the success of AMRs like The Freight 1500, next year will see the first self-driving lift truck enter the market, the OTTO OMEGA. A game changer in the market, the self-driving truck is designed for all industry applications and to help reduce materials handling costs, increase output and improve safety in warehouses.
The human-like OTTO OMEGA autonomously picks up and drops off products, receives and puts away items, delivers parts, transports trash and works with workers to manage complex loading. What’s more, the self-driving truck can learn skills over time by capturing sensor data. This data can then be sent to an engineer, to program new and improved behavioral patterns for the robot.
American warehouse workers walk from between ten to 20 miles a day, picking and placing products according to Vox magazine’s Recode technology supplement. Despite the capability of AMRs to replace labor-consuming jobs, it’s clear that these machines still require much-needed human co-operation.
While the threat of automation to workers’ jobs remains an ongoing concern, few can argue with the role AMRs can play in reducing risks of injury. Regardless of the stage manufacturers are at in automating their warehouses, it’s crucial to consult an experienced obsolete parts supplier.
Editor’s Note: Jonathan Wilkins
is marketing director at
obsolete parts supplier
EU Automation
CLEVELAND — April 22, 2020 — University Hospitals (UH) in Cleveland announced today the acquisition of 25,000 copper-infused reusable masks from Cupron Inc., a copper-based technology company that harnesses the unique properties of copper for healthcare, consumer, industrial, and military applications.
“UH is one of the first health systems in the country to be allotted shipment of this innovative product,” explained Dr. Daniel I Simon, UH chief clinical and scientific officer and president, UH Cleveland Medical Center. “This copper-infused fabric has been clinically validated to reduce the spread of hospital acquired infections such as C. Diff and MRSA. In utilizing the 25,000 Cupron masks for caregivers who are not treating COVID-19 positive patients, we can free up use of harder-to-obtain surgical masks and in some cases N95 masks.”
Cupron’s proprietary and patented copper technology is blended into the material’s fiber at a specific concentration, similar to inserting other additives, ensuring that their technology remains embedded for the life of the product. Even when repeatedly subjected to the industrial laundering process with high temperatures, high pH values, long cycles, and harsh chemicals, Cupron technology remains effective, rendering these reusable masks a viable solution for caregivers during this unprecedented time.
“We are pleased to collaborate with Cupron on this initiative,” said Dr. Willie Brien, UH chief medical and quality officer. “Through our use of these masks, we will help the company evaluate the clinical and economic effectiveness of deploying this technology in an environment not only taxed for material resources but in a go-forward health care environment where margins are thinning and supply chain efficiencies can help reduce costs while ensuring quality and safety remain intact. The copper technology contained in these masks kills certain germs and will aid in helping us keep our health care workers safe.”
The impact of Cupron’s copper-infused technology on healthcare-associated infections (HAI) has been peer-reviewed and published in several scientific journals. The reusable three-layer face mask is made from a blend of 55 percent cotton and 45 percent Cupron polyester. Cupron fibers are made by an industrial process called “melt extrusion” during which polymer is melted and Cupron Copper particles are added to the molten polymer and extruded into fibers and yarns. This process ensures uniform and consistent distribution of Cupron Copper throughout the fibers. Cupron Copper is physically and permanently embedded in the fibers and the copper and its activity lasts for the life of the linens. Masks can be laundered at home using hot water and regular home detergent, or by a commercial laundry service provider.
“We are privileged to be able to supply one of the largest health systems in Ohio with our innovative product during this pandemic event,” said Chris Andrews, Cupron CEO. “University Hospitals is a proven innovator in the health care industry and we look forward to the clinical feedback and shared learnings that arise from their use of our copper technology.”
MONHEIM AM RHEIN, Germany — April 23, 2020 — Chemical company Oxea has lifted its declaration of force majeure for 2-ethylhexanol, n-butyraldehyde Europe, and n-butanol Europe.
The declaration of force majeure had become necessary because of an incident at an important raw material supplier at the Oberhausen site on February 21, 2020. As a result of this operational disruption, Oxea had to temporarily restrict supplies of certain products that the company manufactures in Oberhausen.
GARDENA, Calif. — April 23, 2020 — StringKing, a small sporting goods and apparel manufacturer based in Los Angeles, has pivoted to supply millions of face masks and other PPE for general use by hospital systems, essential personnel, and the general public. It is currently producing more than 6 million 3-ply disposable face masks, 3 million protective gowns, and 300,000 reusable cloth face masks just a few weeks after beginning their transition. This week their daily output will reach up to 300,000 3-Layer Face Masks, 70,000 protective gowns, and 40,000 Cloth Face Masks. In addition, they will be donating face masks to those in need, including hospice workers, nursing homes, assisted living facilities, and first responders.
StringKing’s core business is typically making men’s and women’s lacrosse sticks. When the current quarantine meant the cancellation of the entire spring lacrosse season, they went to work figuring out how to keep people employed despite the circumstances. In a matter of days, they completely shifted their entire manufacturing and supply chains to make PPE. Instead of lacrosse sticks, they began supplying 3-layer disposable masks. Instead of custom-fit clothes, their L.A. factory started making washable fabric masks. They are currently increasing production to more than 20,000 units per day with the help of local sewing operators and facilities. To keep up with demand, StringKing has directly hired about 50 garment workers and indirectly employed an additional 50. They are installing more than 50 mask-specific sewing machines at a number of local facilities, adding about 200 more employees to the effort who previously had little or no work during the shutdown.
StringKing has also enacted strict quality control to ensure the safety and effectiveness of all their PPE products. Raw materials are tested before production, and face masks are subject to daily filtration and breathability tests by both the manufacturing facility and a trusted in-house quality control team. Dedicated teams oversee all production to ensure the quality and validity of every product.
StringKing has been based in Los Angeles since 2012 making lacrosse sticks, baseball and softball bats, hockey sticks, and custom-fit apparel. Their mission is to promote confidence, community, and well-being with quality and affordable products.
All StringKing products, including protective face masks and PPE, are available at StringKing.com.
 What industry professionals need to know about fit versus size
What industry professionals need to know about fit versus size