Tokyo-based Toray Industries Inc. has introduced Kudos™ XT, a durable water repellent (DWR) treatment designed to hold up against abrasion and continued machine washing. Kudos XT is available in both perfluorocarbon (PFC)-free and C6 versions. Toray reports the DWR will not break down over time and allow a treated garment to “wet out” even under heavy rain conditions.
Both versions of the treatment maintain over 80 points in the JIS L 1092 Bundesmann Rain Test after 50 wash cycles, and exceed 80 points in the JIS L 1092 Spray Test after 100 wash cycles. The finish is suitable for outdoor, snowsports, athleisure, sportswear and work uniform applications.
Researchers from the University of Pittsburgh (Pitt) Swanson School of Engineering in the LAMP Lab have developed a textile coating that can repel liquids, including blood and saliva, and also prevents viruses from adhering to the surface. According to the researchers, testing showed the coating remains just as effective after tens of ultrasonic washings, thousands of rotations with a scrubbing pad and even after scraping with a sharp razor blade.
Initially, the coating was tested against human adenovirus types 4 and 7. The next step for researchers is to test how effective the coating is against betacoronaviruses, such as the virus that causes COVID-19.
“We want to push the boundary on what is possible with these types of surfaces, and especially given the current pandemic, we knew it’d be important to test against viruses,” said Anthony Galante, a Ph.D. student in industrial engineering and lead author of the paper.
“If the treated fabric would repel betacoronaviruses, and in particular SARS-CoV-2, this could have a huge impact for healthcare workers and even the general public if PPE, scrubs, or even clothing could be made from protein, blood-, bacteria-, and virus-repelling fabrics,” said Eric Romanowski, research director at Pitt’s Charles T. Campbell Microbiology Laboratory.
The team’s paper, “Superhemophobic and Antivirofouling Coating for Mechanically Durable and Wash-Stable Medical Textiles,” was published in the journal ACS Applied Materials and Surfaces.
Shima Seiki’s WholeGarment knitting enables functional yarns to be incorporated seamlessly into smart garments and wearable technology
Upgrades, automation and technology integration were just some of the advances in the knitting arena at ITMA 2019.
By Dr. Andre West, Technical Editor
ITMA 2019 was not as groundbreaking for knitting equipment as past years where there were new machines at every booth. This ITMA, however, was more focused on upgrades, add-ons, partnerships, technology integration, automation, sustainability and digital 3D integration. So even though it was not a show full of groundbreaking machine developments, ITMA 2019 was full of ideas and positivity on how the knitting industry is moving forward and how collaborations are formed. This article looks at different knitting machine configurations, which from the author’s perspective are worth reflecting on; flat knitting, circular knitting for body-mapped garments, knitted shoes and warp knitting, with an emphasis on this year’s ITMA innovations presented by each company and is not in any way a recommendation or a comparative study.
A knitted carbon fiber reinforced plastic turbine blade for jet engine knit on Shima Seiki equipment. The part was developed jointly by Ryukoku University and I.S.T. Corp. with cooperation from JAXA.
Flat Knitting
Japan-based Shima Seiki Mfg. Ltd. unveiled its “KNITify the World — Smart Solutions in Textiles” theme during ITMA, which illustrated the flexibility of Shima Seiki products to cater to various industry sectors in addition to the traditional customer base in the apparel industry. Its approach was to propose knitting as an alternative manufacturing solution for non-fashion related industries.
Knits have inherent stretch and compression characteristics, which can be utilized in a variety of industries. New knitting techniques, such as inlay, are made possible with special loop pressers featured on Shima Seiki’s updated N.SVR-SP series machine adding further value to knitting and has gained particular attention for its ability to produce hybrid knit-weave fabrics that allow insertion of technical yarns — including carbon fiber, monofilament and even metallic conductive yarns — previously considered incompatible with knit constructions.
Shima Seiki’s I-Plating technology offers inverse-plating capability in which different yarns can be shown alternately on the fabric surface for a jacquard-like effect in plain jersey stitch.
One of the other add-ons paired with Shima Seiki machines is a Yarn Unwinding Device for spools of technical yarn to ease yarn feeding for such difficult-to-handle materials. This technology makes it possible for knitted technology to enter markets that previously were off limits, such as sport accessories, shoes, and wearable and industrial applications for medical automotive and aeronautical industries. In addition, the new I-Plating option can alternate yarn colors in any pattern, producing jacquard-like designs using a plain jersey stitch. This I-Plating technique can be performed within the same course and for individual needles.
Muffler cover comprising heat-insulating material produced using Shima Seiki’s WHOLEGARMENT technology, which makes it possible to knit 3D constructions that fit all shapes.
Shima Seiki WHOLEGARMENT® knitting machines moved forward slightly with some add-ons for shaped knitting, expanding that potential to three dimensions. WholeGarment knitting is capable of producing knitted items in their entirety on the machine and allows 3D preforms and tubing to be produced without sewing. Elimination of sewing allows for faster turnaround and high potential for on-demand knitting. The seam-free nature also ensures continuity of the fabric, allowing functional yarns such as those made from conductive fibers to wrap around the entire body without interruption for applications in smart garments and wearable technology. Three-dimensional knitting provides fit, comfort, lightness, and mobility — the key factors that make seam-free so attractive. Three WholeGarment machines were on display, including the new MACH2VS machine making its debut at ITMA, which is a two-bed half gauge machine.
Top left: Shima Seiki’s 3D knitting technology provides fit, comfort, lightness, and mobility for wearable technology.Shima Seiki’s MACH2XS and MACH2X present a technological breakthrough in modern computerized flat knitting, in its 4-needlebed configuration featuring 2 extra beds on top of a conventional V-bed. This set-up allows unprecedented capabilities in knit and transfer, significantly expanding design and patterning capability in WHOLEGARMENT production.
The benefits of WholeGarment knitting was further showcased in its ultimate form in the MADE2FIT area of the Shima Seiki booth, where the company was demonstrating mass-customization. The concept begins by scanning a body using a smartphone app, then sending that data to a server that automatically adjusts preloaded data categories including size, length, sleeve length and color, and then knits the garment on the MACH2XS103 WholeGarment knitting machine.
3D knitting forms the basis for Shima Seiki’s MADE2FIT concept.
Yarnbank by Shima Seiki is a most exciting idea seen at ITMA. It is a first-of-its-kind free-of-charge website for searching and downloading digital yarn data that can be used for virtual sampling on the SDS-ONE APEX series 3D design system. Downloading yarn data reduces the need for scanning yarns manually and improves the accuracy of simulations and efficiency of product planning. Yarnbank allows the entire supply chain from yarn companies and apparel companies to knit manufacturers to connect digitally. Yarnbank also provides a brand-new channel for sales promotion for yarn companies. At ITMA, Shima Seiki displayed digital yarn collections from Yarns & Colors, iafil, Toyoboshi, Tollegno 1900, Hasegawa, UPW, Xinno, Recover, Regal, Xinao, and Novetex.
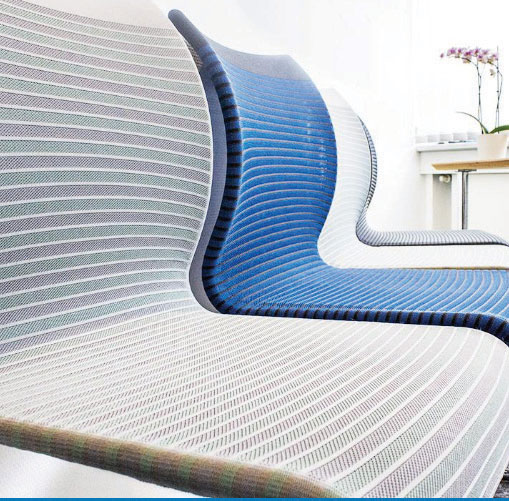
Functional aspects such as breathability, stretch and a seamless feel have to be combined with trend setting designs. A variety of STOLL flat knitting options can be applied to sports apparel to meet the functional and aesthetic requirements.
Germany-based H. Stoll AG & Co. KG introduced its new knitelligence machine generation at ITMA 2019, which is tailored to the specific needs of the digital world, facilitating work through process automation, more transparency, shorter response times, shorter production cycles and higher productivity.
Covering fabrics and upholstery material can be knitted with woven optics and structure effects. Transparent mesh structures provide breathability. Surfaces can be designed with arbitrary combinations of structures to integrate functional and design requirements in one knitting process.
The most futuristic of knitting and wearables was shown undercover. Stoll-knitrobotic visitors had the opportunity to take a picture of themselves or create a graphic within the Adobe® Photoshop® plugin STOLL-artwork® to interact with Stoll technology first-hand. As a key feature during the showcase, a plastic stripe was inserted within a fabric during the knitting process. Without manual intervention, the STOLL-knitrobotic® gripping arm removed this strip from a magazine integrated into the machine and inserted it precisely between the needle beds.
STOLL flat knitting technology realizes sophisticated flat knitted fabrics designed for various shapes and frames. Partial control of the fabric’s stability by inlaid threads over the plane and in shaped areas gives various opportunities for textile supports.A knitted augmented and virtual reality sensor glove from Stoll.
Another application on display was a knitted sensor glove developed in cooperation with Germany-based BOSCH GmbH. The glove was made using conductive yarns to provide sensory and control functions on all fingers. This design gives wearers the ability to interface with machines, control movement in augmented and virtual reality applications, and gain rehabilitative healthcare capabilities.
Italy-based Stoll Italia also presented a new app solution for knit-and-wear — developed in cooperation with Fision — which makes it possible to scan visitors and transfer their body measurements into Stoll’s M1plus® pattern software to develop a ready-to-knit, customized garment.
Stoll’s ADF 830-24 ki W Robotic Arm
Stoll’s machine with all the features is the ADF 830-24 ki W knit&wear, which offers even greater flexibility in coloring and patterning and improved productivity. The key features include reverse plating, Ikat plating, selective plating and intarsia plating. In addition to weft insertion, which gives fabrics a woven like appearance, the ADF 830-24 ki W knit&wear also offers intarsia technique within the knit&wear range.
Textile Computing™ is a collaborative company between Ontario-based Myant Inc. and Stoll. The goal is to bring knitted sensors and actuators into everyday textiles, giving them the ability to sense and react to the human body. This continuous bidirectional interface to the human operating system will empower humanity to transform its capabilities and performance, help people proactively manage health and deliver treatment, and allow people to build better connections with themselves and people around them.
Some of the features STOLL and Myant wish to incorporate into garments produced as a result of their collaboration.
TT e-text is the newest cluster of technical textiles created by Stoll and Myant. TT e-tex represents the new industry of Textile Computing, textile products embedded with technologies that sense, activate, and adapt while generating and transmitting unique insights and personalized feedback. Textile Computing is the foundation that will ensure the company stays competitive throughout the Industry 4.0 future.
Taiwan-based Pailung Machinery Mill Co. Ltd. is known primarily for its circular knitting machinery but is also a manufacturer of flat machines. One of its latest flat machines is the specialized flat spacer machine ISP203. Spacer fabrics have played a revolutionary role in the fabric industry in recent years, and this machine is capable of creating sculpted spacer fabrics. The ISP203 can knit a single piece of spacer fabric with various thicknesses, offering an alternative fabric style for padded bras and other apparel.
Circular Knitting
Vanguard PaiLung — based in Monroe, N.C., and a division of Pailung Machinery Mill — is one of the largest circular knitting machine manufacturers in the world and the only remaining creator of large-diameter circular knitting machines in North America. The company specializes in body-size knitting with more than 10,000 machines installed at knitting companies around the world, especially in Central America. Managing the data and production from these machines is cumbersome, time consuming and prone to error. All new at ITMA 2019 was its MES — Manufacturing Execution System — a knit monitoring system (KMS) built to schedule, monitor and manage a knitting room. At the office or on the go, the KMS can be accessed from anywhere, giving complete control of the knitting plant no matter where the operator is located. The system even alerts an operator when parts need to be replaced.
Other new Vanguard Pailung developments include the KDFPS-HW Knitted 3-Layer High Pile machine and the KRTDC J6 Segue Jacquard machine.
As the name suggests, the KDFPS-HW knitted 3-layer high-pile technology simultaneously knits three layers on a single machine, completely avoiding the laborious process of producing the laminated 3-layer high pile, which reduces production time by 60 percent, according to the company. At the same time, Vanguard Pailung reports the KDFPS-HW solves the 2-layer high-pile loss issue, both accelerating production and improving fabric quality.
Equipped with state-of-the-art technology that releases yarn as needed, rather than all at once, the KRTDCJ6 can knit up to eight different types of yarn in varying colors, materials, and denier values, without thickening the knit. The Segue Jacquard knits vibrant patterns that last longer than printed designs and can create knits with embossed patterns.
The MJ 3.2 E is Mayer & Cie.’s new flagship for single jersey electronic jacquard.
Germany-based Mayer & Cie. GmbH & Co. KG exhibited five machines, four of which focused on producing sport fabrics. The MJ 3.2 E is an electronic single jersey machine that specializes in mesh and body mapping structures. The new flagship machine is based on a 3-in-1 body mapping structured mesh — a net-like hole pattern — which is in demand in the sporting market segment and for athleisurewear and is currently a key growth driver for circular knits. A finer basic thread, usually a monofilament yarn, is responsible for the hole structure, while the thicker plating thread — cotton, for example — provides the requisite thick areas. Mesh structures require one-sided plating, and the basic thread is invisible in the finished fabric. Mesh can serve as both a fashion and a functional element, by ensuring ventilation of selected body areas for example. Body mapping takes the different perspiration areas of the human body into account, but double-sided plating creates the patterns. Furthermore, body mapping structures almost without exception require elastomeric plating.
(above and below): Santoni’s SM8-TOP2V Single Jersey electronic circular machine is suitable the production of single seamless garments for underwear, outerwear, beachwear, sportswear and sanitary wear. Knit terry loop are a possibility and available on request.
Italy-based Santoni S.p.A., an Italian leader in the production of sock and pantyhose machines and part of the Lonati Group, celebrated its 100th anniversary at the show. Santoni’s seamless technology, especially the TOP2 series of machines, are in a class of their own. There has been significant advancement in circular knitting and it has proven to be ideally suited for nylon yarns because of available variants such as filament fineness, luster and filament shape, together with their high stretch and recovery. Santoni’s technology is based on knitting tubular fabrics without seams and can apply different knit stitches to incorporate preshaped structures, which limits costs including labor, waste, fabric stocks, and energy — things associated with the alternative cut-and-sew manufacturing method. Santoni’s high-productivity eight feed single jersey electronic circular knitting machine with two needle-by-needle selections on each feed with 3 technical ways — configuration with 16 actuators — offers the possibility to knit floated plating design and inlaid elastic yarn. The patented Santoni system enables the knitting of 8 feed patterns with high definition and extremely sharp color. The machine allows the production of underwear, outwear, sportswear, swimwear and medical items.
In a corner of the Santoni booth at ITMA 2019, a SM8-TOP2V seamless machine was matched with Santoni’s new automatic finishing machine for boxers to create a unique Boxer Process Station. This cut-and-sew machine applies a gusset into each boxer with a four-needle sewing head, completing the whole process automatically and offering the finished boxer ready for the final packing stage.
Knitted Shoes
A little history of the knitted shoe industry is needed to better understand recent developments. Before the previous ITMA in Milan, Italy, in 2015, knit shoes was a fledging industry on the brink of exploding. The knitted portion is the upper of the shoe, which is manufactured using a highly technical knitting machine. The two major players in knitted footwear — brands Nike and Adidas — had fought over intellectual property since 2012. Shortly after Adidas unveiled its Primeknit, Nike filed a patent infringement claim. Nike failed to meet its burden of establishing patentability of the proposed substitute claims on February 11, 2016, according to a Foley & Larder LLP blog post.
This has all happened since the 2015 ITMA in Milan opening up the floodgates for development. The market for shoes with knitted uppers is projected to reach $3.19 billion by 2025 at 5.9 percent compounded annual growth rate (AMR).
Knit shoes were seen all over the knitting hall at ITMA 2019. In just three years, flat computerized machine, circular machine, warp knit machine, and the most newsworthy, the traditional sock machine manufacturers now have the technology to produce sock/shoe combinations turning the whole market on its head.
These shoes provide sock-like comfort and maintain a trendy, yet athletic, look. The shoe with a knitted upper has become increasingly popular among the younger generation owing to the high-level influence of sports. The knitted upper shoe requires little to no manual labor during manufacturing; the only labor required is to attach the knitted part to the shoe. This allows footwear manufacturers to move production closer to their larger markets, reducing or possibly eliminating the costs of shipping and tariffs. Circular-knitted shoe uppers for sports and leisure footwear have been an option since 2012 when they debuted at the Olympic Games. Since then, fabric shoe uppers have mostly been flat-knitted, with circular knitting and warp knitting running neck-and-neck a fair distance behind.
When the three techniques are compared, however, circular knitting leads the field for productivity. In addition, setup times are shorter, with the result that smaller batches can be manufactured profitably. Then there are the sock manufacturers that had the technology, but not the know-how, of how to turn a sock into a shoe upper.
S1M sock/shoe design from Colosio
Cesare Colosio S.r.l. is a circular knitting machinery manufacturer based in Italy. In 2015, after 60 years of experience in intarsia knitting, the company developed the first circular intarsia machine ever patented for the production of knitted, seamless shoe uppers. The S1+, is a machine that has been acknowledged by the most important international shoe brands with more than 600 machines installed since 2016. According to Colosio, the S1+ machine is not only “100-percent sustainable,” allowing the elimination of waste of material throughout the whole manufacturing process, but it is also extremely versatile. The machine produces uppers for multiple applications, from technical and sports footwear, to casual and fashion shoes. Additionally, with an average production capacity per machine of four pairs of uppers per hour, manufacturers can minimize industrial costs and times. The S1+ can create seamless uppers made using different and independent yarns and, as a consequence, different and independent areas depending on the final result that the producer wants to achieve.
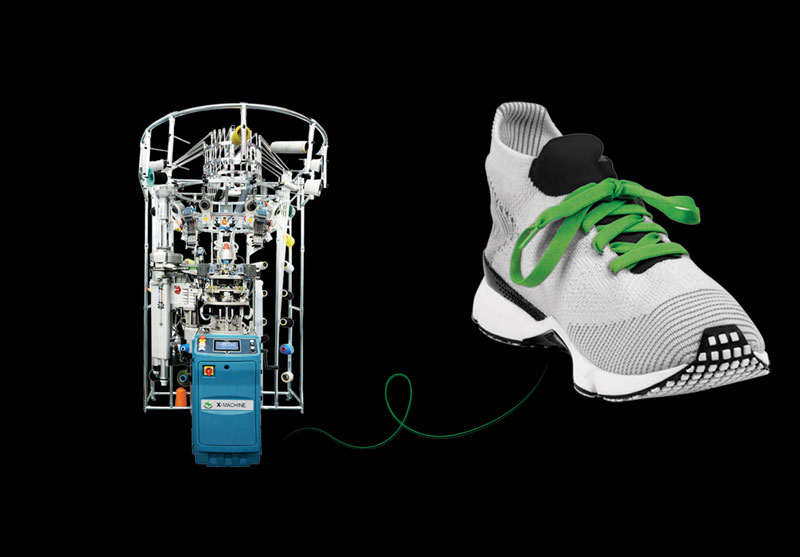
S1M sock/shoe design from ColosioSantoni’s X Machine Sock is designed for shoe uppers
In a similar vein, is Santoni’s new, patented XT machine with ingenious intarsia technology for efficient production of shoe uppers. Single-cylinder intarsia electronic knitting machine with four reciprocating feeds and two selection points — three technical ways — per feed and per rotating sense for the production of intarsia products with breathable mesh areas with cushioning and/or transfer stitch areas knitted in sculpted terry.
The machine knitting head is equipped with cams, as well as a special-patented chain linking system, which allows only preselected needles to be driven to the stitch cam for knitting.
Santoni has applied for a series of new machine patents in order to be able to knit 4-feed high-definition colored logo patterns as well as 3D patterns on the same course as intarsia, sculpted terry and transfer stitch areas.
Mayer & Cie.’s double jacquard OVJA 1.1 EETT machine can be used to produce knitted shoe uppers.
Nearly all the large circular knit companies now have large circular jacquard machines, such as Mayer & Cie.’s OVJA 1.1 EETT machine, to compete with the traditional Santoni Mec-Mor, which in various forms has been around for years but is now focused on shoe upper fabric production. These machines combine double jacquard selection on the cylinder and dial electronics and bidirectional transfer selection, and can knit an almost infinite variety of patterns, including hole structures according to the companies.
Spin Knit
Last but not least on the weft knitting sphere is the spin knit revolution, which allows knitting to happen directly from either roving or sliver instead of a yarn package. Mayer & Cie., Germany-based Terrot GmbH and Pailung Machinery Mill offered different variations of this technology at ITMA 2015. Although these machines were focal points at the booths, there does not seem to be much movement in the adoption direction.
However, one established machine with new features is Mayer & Cie’s Spinit 3.0 E. The machine now also processes polyester, is capable of a higher working speed and is linked to the Knitlink digital platform making the combined spinning and knitting machine a more attractive proposition. The 3-in-1 Spinit systems concept of combining three processes — spinning, knitting and cleaning — in one machine and thereby saving time, space and energy, has earned Mayer & Cie. several awards, most recently in 2017 when it was awarded the IKU Innovation Prize for the Climate and the Environment, awarded in alternate years by the Federal Environment Ministry (BMUB) and the Federation of German Industry (BDI). Visitors to ITMA 2019 observed the new “Enhanced Performance” Spinit 3.0 E.
Spin knit fabrics can now be designed with thick and thin yarns including Ikat designs allowing the machinery to offer design features rather than just cost savings. There may be hope for this technology if the sportswear brands see its potential.
Karl Mayer’s HKS 3-M-ON is the first three-bar HKS model with electronic guide bar control that allows immediate pattern changes.
Warp Knitting
One of the major problems with warp knitting, is the number of mechanical changes that need to take place on the machine in order to run a new pattern. Germany-based Karl Mayer Textilmaschinenfabrik GmbH offers a new model that is changed on-line. Its HKS 3-M-ON is the first three-bar HKS model with electronic guide bar control, which allows for immediate pattern changes without any mechanical modification and no delay in production. The operator only needs to download the required information from a secured cloud to the machine and a new fabric design can be immediately produced. In times of rapidly changing market requirements, it is an asset to be able to react quickly to such demands and be able to access a library of designs, where making previously short runs was impossible.
Karl Mayer also introduced has a new generation of warp knit fabric technology. The double needle bar technology is opening a new chapter by offering, besides the usual 3D spacer fabrics, new 4D-KNIT.SOLUTIONS produced on its RDPJ 6/2 EL.
This ingenious bar arrangement and technical configuration, combined with Karl Mayer’s established high-quality piezo-jacquard technology, enables this double needle bar machine to open up a new dimension producing fabrics with diverse malleable patterning on both fabric sides. The 3D motifs can be completely variable in shape, positioning and height. Small and flat reliefs, or deep and bulky forms with cushioning, are possible. Further, the design can contain freely placed holes, for even more possibilities. The openings can be used for directed air flow or lighting effects.
An open warp-knit jacquard design produced on Karl Mayer’s RDPJ 6/2 machine is both comfortable and feminine.
Knitted body mapping for warp knit is the future. Rascheltronic®, Karl Mayer’s RSJ line, is a series of high-speed jacquard raschel machines for producing jacquard-patterned, stretch and non-stretch fabrics. These high-speed jacquard raschel machines incorporate jacquard patterning that enables a virtually unlimited range of designs to be worked using an electronic guide bar. The computer controls permit rapid lapping changes and long-repeats on pre-made-up fabrics, and also enables functional zones to be incorporated in the fabric.
These machines are capturing the market. Innovative, warp-knitted, seamless components can be produced in a single sequence, without any seams, for the toes, fingers and even the head. They can be used in functional sportswear, underwear, hosiery and fashionable outerwear.
A sports bra example from Karl Mayer comprised of different functional zones without disruptive seams — strong fabric zones for support, high elastic zones for free movement, and mesh structures where breathability is needed.
Fashion Is A Driver For The Future
The knitting industry has come a long way in the last four years with shoes and wearables leading the charge. Robotics and artificial intelligence are finally on the way and it is yet to be seen how these technologies will be integrated fully into a garment let alone the human body. However, expect there to be a lot more trial and error over the next four years as some of these companies try to navigate this integration. What seems apparent is that this technology integration is haphazard at best and just because the technology is there, it does not always make it to the marketplace. In the meantime, fashion is still going to lead the way, so whatever is new and exciting in an aesthetic sense may have a greater chance to move technology forward. The big iconic brands need to play their part to support the technology as long as the design and technology are twinned.
Technical textiles for medical fabrics need to combine functional requirements such as customized fit, controlled compression application and complex product layouts with mixed materials and jacquard patterning as shown in these Stoll designs.
GARDEN GROVE, Calif. — May 27, 2020 — Through6, a tech-enabled manufacturing solution that allows brands and merchants to have access to cut-and-sew apparel on an on-demand basis, announces a major expansion of its business to Sanford, a high-tech manufacturing community in the Raleigh area of central North Carolina.
“We are so pleased to welcome Through6 to Lee County,” said County Commission chair Amy Dalrymple. “After decades of absence, their high tech process will bring back cut and sew operations to our community, providing great new jobs and returning Made-in-the-USA clothing to our local product line-up.”
The California-based business has already disrupted the conventional garment manufacturing industry by offering its partners the ability to grow and/or create new revenue streams without the traditional barriers of inventory, minimums or long lead times. Through6’s vertical model and technology platform also allows brands to be far more responsive to market needs.
Just recently, Through6 pivoted its production efforts to produce and fulfill face masks and other PPE coverings in response to the COVID-19 pandemic, enabling its customer/merchants to not only survive during the unprecedented times but to achieve the strongest sales volumes in the company’s history.
“Given the textile manufacturing prominence in North Carolina, we’re incredibly excited to attract some great local talent and increase Through6’s production output to better serve our customers worldwide,” said CEO Carlos Goncalves.
Ramping up this Summer, the new Through6 office and manufacturing facility in Sanford will support the growth of 100 new jobs in the region, from technologists to printing and sewing operators and warehousing personnel.
“Mark up another win for our community!” said Sanford Area Growth Alliance’s CEO Michael Smith. “We look forward to helping them enjoy many years of success here.”
Closed loop systems and circular economies are two ways the fiber, yarn and fabric industries are tackling sustainability issues.
By Dr. Kavita Mathur
The fiber and yarn chapter was launched at ITMA 2011 in Barcelona in response to industry demands for a comprehensive, one-stop sourcing platform for textile and garment manufacturers. Since its addition to ITMA, this chapter has continued to grow. At ITMA 2015, the chapter included another subchapter on recycled fibers and yarns to support the industry’s commitment to sustainability. For ITMA 2019, the chapter was expanded to include an innovative fabrics section as well. The fiber, yarn and fabric chapter offered innovative and eco-friendly solutions with a focus on recycling, waste reduction and production efficiency at ITMA 2019.
According to a new report from Grand View Research, the global textile market was valued at $925.3 billion in 2018 and is projected to reach approximately $1.2 trillion by 2025 at a compound annual growth rate of 4.24 percent. Within this growth, the textile yarn market is estimated to be worth $12.6 billion by 2020 according to B2B research company MarketsandMarkets™. As the global textile industry continues to grow, it is generating greater demand for raw materials, novel applications and new production processes.
The fiber and yarn sector is an integral part of the textile and garment industries. To stay competitive, these industries are striving for continuous improvement and therefore are constantly looking for innovative solutions to meet the changing demands and industry standards. These standards are geared mainly towards sustainable solutions such as recycling, waste reduction, production efficiency and closed-loop production. With increasing involvement from governments, these standards now are becoming crucial for trade and businesses.
It is obvious that sustainability is a rising concern of brands, equipment and fabric manufacturers, and consumers. The industry is still very recycled-centric, which is clearly not enough. There has been a greater push for water savings, durability and waste management, as well as reduced emissions, water pollution, and carbon footprint. The yarns, fibers, and fabrics chapter at ITMA 2019 offered a very crucial component of the textile industry as more industrial and fashion companies look for innovative and sustainable materials.
Sustainable Solutions
Second to oil, the textile industry is one of the largest contributors to harmful environmental effects. According to the UN Partnership on Sustainable Fashion, it is responsible for approximately 10 percent of greenhouse gas emissions and 20 percent of wastewater production globally. As a result, the need for textile companies to alter their approach to manufacturing and production is drastically increasing. Across the board, companies are developing fibers and yarns as innovative solutions to address the need for more sustainable systems. There are two major sustainability initiatives exhibited by various companies — circular fashion and closed loop systems.
Circular Economy/Circular Fashion
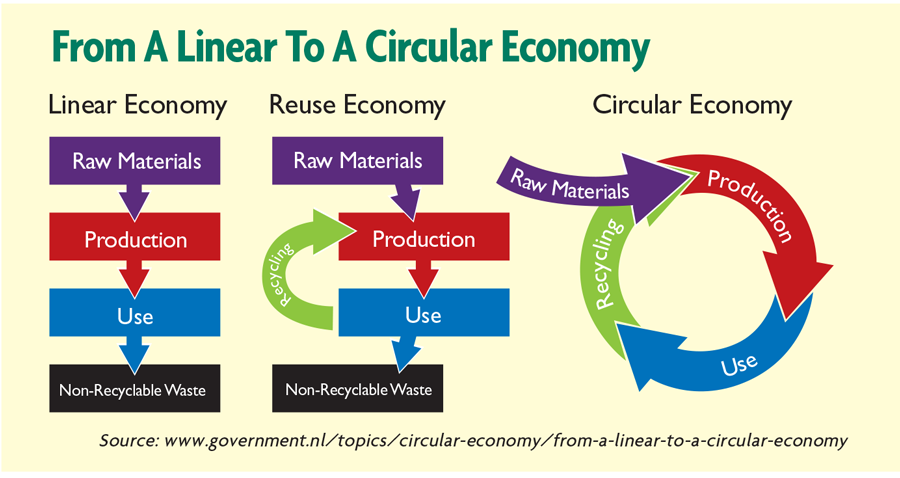
Today’s current textile industry follows a linear economic structure with a very short lifespan — textiles are sourced, produced and ultimately thrown away. This economic structure, although fast, is very inefficient, unsustainable, and detrimental to the environment. Recently, the reuse economy has gained a lot of attention to tackle this situation. This platform improves the linear process by reusing textiles over and over again. However, this kind of cycle eventually ends when the item can no longer be repurposed or recycled and ultimately ends up in the landfill as it would in a linear economy. This type of economic structure is referred to as a circular economy or circular fashion, which not only addresses the ability to extend the life of a product, but also protects the environment at the same time. In a circular fashion industry, every aspect of the production process is pushed to be circular, ethical, and ultimately environmentally friendly and sustainable. This includes recycling materials, using biodegradable solutions, sourcing raw materials ethically, and using more efficient manufacturing and production processes.
(clockwise from top left): bluesign® standard, Global Recycled Standard, EU Ecolabel, Global Organic Textile Standard, and Oeko-Tex STANDARD 100 by OEKO-TEX® eco labels.
At ITMA 2019, companies emphasized their circular fashion initiatives by showcasing efficient manufacturing and production processes including reduced emissions, waste, water, chemicals and energy usage; and by finding ways to biodegrade post-consumer materials in order to fully close the loop. Various companies were able to ensure the credibility of their products through the use of eco-labels including the bluesign® standard, Global Organic Textile Standard (GOTS), the EU Ecolabel, STANDARD 100 by OEKO-TEX® and the Global Recycled Standard (GRS).
The bluesign standard provides a means of pre-testing and analyzing all components required to manufacture a product before those components go into production. By analyzing the environmental footprint of these components, it helps to eliminate sources of harmful environmental contamination from the very beginning. The GOTS certificate ensures that fibers going into production are organic, production is ethical both on an environmental and social level, and that the consumer will receive a responsibly made product. The EU Ecolabel is a label that identifies products that were made with the environment in mind for manufacturing processes, distribution methods and safe disposal capabilities. Standard 100 by Oeko-Tex is a certification system for all aspects of the manufacturing and production process, which helps safeguard the consumers’ and environmental health by ensuring that no harmful chemicals are utilized during the production process. The GRS label is provided to companies who utilize recycled content in their products, and certifies that the recycled material used is traceable, environmentally friendly, and labeled correctly.
Switzerland-based Archroma provides “safe, efficient, and enhanced” textile chemical solutions, according to the company. Its chemicals are bluesign approved, GOTS certified, biobased, perfluorinated chemical (PFC) free, formaldehyde free and metal free. By certifying its products with eco-labels and utilizing sustainable practices, Archroma is able to effectively protect the environment against harmful wastewater and also save valuable natural resources.
Switzerland-based Clariant International Ltd. demonstrated its sustainability initiatives by introducing dope-dyed yarns that use 98-percent less energy and 99.9-percent less water compared to package-dyed yarns. In addition, the Clariant introduced new functional additive masterbatches such including fluorine-free hydrophobic and anti-soil masterbatches for polyester; chain extender masterbatches to help recycle polyester; and soft touch masterbatches for polypropylene, polyester, nylon and polylactic acid fibers, filaments and nonwovens.
Italy-based DBT Fibre promoted sustainability in its long and short staple spinning processes with the aim of optimizing the environmental and social impact through its sustainable business model in a circular economy. As part of its Eco Fiber Green Action Solutions, the company installed a photovoltaic system with a capacity of more than 650 kiloWatts, which generates savings in carbon dioxide (CO2) emissions equivalent to 390 tons per year. In addition, its geothermal plant replaced the use of fuels and therefore eliminated any type of emissions into the atmosphere. DBT also has a system to recover waste materials from its manufacturing processes and recycle 100 percent of all packaging materials.
In response to the need for environmental awareness, Spain-based Nylstar S.L. showcased its NATEO Sustainability Program — which is focused on zero water pollution, water-savings and recycling initiatives — for its Meryl® nylon brand. Meryl NATEO nylon yarns offer an eco-friendly alternative to cotton and address recycling options.
Meryl EcoDye yarns are dyed using a dope-dyeing method in which the color is added to the polymer dope before extrusion. This method provides excellent color fastness and color take-up while eliminating the need for water during the dyeing process, according to the company. Meryl Cotton 66 is a yarn that was made in response to the environmental damage done by the cotton farming industry. This yarn looks and feels like cotton and eliminates the need for large amounts of water and agricultural chemicals that are required for cotton farming. Meryl Eco Denim is a technology that eliminates up to 11,000 liters of water per pair of jeans made. Nylstar also offers Meryl Skinlife, a silver ion-based antimicrobial treatment that eliminates odors while maintaining a balanced environment for the skin and therefore does not require the fabrics to be laundered as frequently. In its zero water pollution program, Nylstar also has developed variety of performance yarns that do not incorporate any topical chemical treatments under the Meryl Touch brand.
Spain-based Antex’s YNVIRON™ recycled dyed yarn solution, significantly reduces harmful greenhouse gas emissions, saves energy, reduces water consumption, and conserves natural resources, according to the company. The fiber, made using a blend of post-industrial and post-consumer waste, is colored using a dope dying solution.
Beaulieu International Group, Belgium, introduced its UltraBond staple fiber that doesn’t require latex or other binders when used in nonwoven applications. This product allows for a significant decrease in water consumption which results in a 93-percent reduction in energy use, and reduces CO2 emissions by more than 35 percent without the addition of any other agent.
Austria-based Lenzing AG, a producer of environmentally friendly wood-pulp-based fibers, showcased EcoVero™ fibers at ITMA. According to the company, the production of EcoVero fibers “generates up to 50-percent lower emissions and water impact compared to generic viscose.” Tencel™ x Refibra™ is another new product that is a combination of cotton textile scraps and wood pulp made using Lenzing’s efficient closed-loop manufacturing process. This product is 100-percent bio-derived, compostable and biodegradable, and results in overall 95 percent reduction in water used, according to Lenzing.
Spain-based S.Vilarrasa offers a recycled cotton yarn made using pre-consumer cotton garment waste.
Spain-based S.Vilarrasa S.A., a manufacturer of open-end spun yarns, introduced a recycled cotton yarn that was produced using pre-consumer cotton garment waste. This replaces virgin cotton which reduces water use, agricultural chemicals and garment dyes. Vilarassa’s recycled cotton yarn results in a reduction of 4,800 kilograms (kg) of water, 16.5 kg of chemicals, 233.8 kg of CO2 emissions, 3500 kg of water contamination, and 500 kiloWatt hours of energy. The company has the GTS certificate that ensures its recycled material is verified.
Closed Loop Production
Based on the most recent statistics provided by the U.S. Environmental Protection Agency (EPA), there were 16.9 million tons of textiles generated in 2017 in the United States. From this, 11.2 million tons of textile waste was landfilled, and only 2.6 tons were recycled. This waste not only impacts the environmental condition on land, but it also contributes significantly to man-made waste polluting the oceans. Every year, more than 8 million metric tons of plastic waste enters the ocean.
Several ITMA 2019 exhibitors in the fibers, yarns and fabrics chapter addressed a closed loop production system through recycling and waste reduction means.
First established at ITMA 2015, the Sustainable Innovation Award aims to encourage companies to address textile sustainability by coming up with innovative solutions. The 2019 award went to Italy-based denim company Candiani S.p.A.’s for its Re-Gen, a “circular denim” fabric created using regenerated and recycled raw materials. The fabric is comprised of 50-percent Tencel x Refibra lyocell and 50-percent post-industrial recycled cotton waste from Candiani’s own operation. The chemicals and dyes used also are environmentally friendly, according to Candiani. Additionally, Refibra incorporates fiber identification technology, creating transparency in the supply chain.
Seaqual™, a fiber from Spain-based Textil Santanderina S.A., stands out it its mission to reduce the amount of waste currently in the ocean and to reduce more waste from entering the ocean. Seaqual is a 100-percent recycled marine plastic fiber, and the company partners with local fishermen to help collect the waste to produce the fiber. Textil Santanderina reports that for every kg of Seaqual fiber created, it removes 1 kg of trash from the ocean.
Some of Nylstar’s Meryl fibers also are created with waterways and the ocean in mind. The NATEO program ensures that high tenacity Meryl fibers do not deposit microplastics in the environment. In addition, Nylstar’s recycling program offers two products — Meryl Recycled fibers, which reuse post-production waste to create a new raw material; and Meryl Pure, which is designed to be 100-percent recyclable by using natural stretch instead of elastane for stretch in garments.
Maria Ohisalo, Interior Minister of Finland, wearing an evening dress made using materials from Infinited Fiber Company.
Finland-based Infinited Fiber Co. displayed an innovative recycling solution at ITMA not only for pre- and post-consumer textile waste, but also for cardboard scraps and agricultural waste. Its waste material is separated, turned into a liquid and then spun into a high-performance fiber. This system allows the company to reduce its water usage by 20,000 liters per kg of cotton and greatly lowers CO2 emissions.
As previously mentioned, Antex’s YNVIRON product aims to reduce energy consumption and environmental impacts through recycling post-industrial and post-consumer waste. The waste that is collected is shredded, melted, and extruded before being turned into a chip for future processing.
Eco-Friendly knitted fabrics from Haksa Tekstil San Tic A.S., Turkey, feature yarns that utilize recycled raw materials from pre-production textile waste to create a product that in turn saves billions of liters of water, saves thousands of tons of cotton fiber, and reduces thousands of tons worth of chemical contamination entering the environment, according to the company. The waste used can be combinations of cotton, polyester, Unifi’s Repreve®, acrylic or wool.
In addition to its EcoVero, Tencel and Refibra fibers, Lenzing offers Veocel™, a combination of cotton scraps and wood pulp for nonwoven purposes. Veocel fibers feature EcoDisperse technology, which allows nonwoven moist toilet tissues to disintegrate and biodegrade after flushing. Lenzing’s Veocel fibers produced using EcoColor technology are dope-dyed with color pigments to deeply embed the color while using water and energy only sparingly throughout the production process to reduce the environmental impact.
To ensure that all waste is utilized in its production processes, Lenzing utilizes a biorefinery to repurpose any leftover wood materials. This include biobased acetic acid, furfural, magnesium lignosulfonate, soda ash, sodium sulphate and xylose. These biobased coproducts may be used in the food, animal food, pharmaceutical, cosmetic, chemical, and textile industry for various applications.
Germany-based Kelheim Fibres GmbH introduced specialty viscose fibers that are made using 100-percent cellulose. This allows the fibers to be completely biodegradable. Kelheim works with CanopyStyle to ensure it does not source wood from ancient or endangered forests.
Another trend seen in this ITMA 2019 chapter, was alternative ways of making biodegradable alternatives to man-made materials currently used in the textile market. Taiwan-based Nan Ya Plastics Corp. displayed its GREEN ONE biodegradable polyester filament. Testing has shown Green One biodegrades in landfills into CO2, methane, and soil matter in approximately 98 days. This material can be combined with Nan Ya’s recycled polyester, heavy metal-free polyester and biopolyester.
Man-made fiber technology manufacturer Oerlikon, Switzerland, introduced a new fiber production method to fully recycle partially oriented and fully-drawn filaments via a process of homogenization drying, extrusion, pre-filtration, a vacuum filter from BB Engineering, and pelletizing and downstream melt application. Its process allows for all spinning waste to be directed back into production.
Beaulieu also displayed range of fibers, yarns and technical textiles that can replicate any type of staple fiber spinning technology using different type of polymers and additives with a variety of cross sections. These HT8 high-tenacity staple fibers offer unique high tensile strengths without compromising on elongation.
The Woolmark Company, Australia, showcased its cradle to cradle initiative that evaluated the impact its products have on the environment in order to ensure they contribute to a sustainable and circular economic structure. To measure the sustainability of the products, cradle to cradle assesses the materials’ health, reuse capabilities, renewable energy, carbon emission contribution, water usage and social impact. Woolmark works with parent company Australian Wool Innovation Ltd. to research, develop, certify, educate the community, and provide quality wool products for the textile industry. Since wool is an inherently sustainable natural fiber that is 100-percent biodegradable, it doesn’t negatively impact the environment. Woolmark is an advocate for conducting life cycle assessments to assess a product’s environmental impact from the beginning of its life to the end. This includes how the material was sourced, the manufacturing process, the products use and disposal of the product.
The Textile Industry Versus The Environment
The textile industry is a contributor to harmful environmental effects and waste generation in the eco-system. As a result, the necessity for textile companies to alter their approach to manufacturing and production is drastically increasing. ITMA 2019 provided an integrated platform of eco-friendly solutions including recycling, waste reduction, and pollution reduction and prevention. This theme was evident across the board as companies showcased a range of their fibers, yarns and fabrics to address sustainability issues.
Editor’s Note: Dr. Kavita Mathur is associate professor, Textile and Apparel, Technology and Management, at NC State’s Wilson College of Textiles, Raleigh, N.C.
The National Council of Textile Organizations (NCTO), Washington, is urging the U.S. government to institute a “Buy American” policy for personal protective equipment (PPE). Such a policy would support U.S. manufacturing and provide an incentive for manufacturers to invest in PPE supplies and equipment to supply the front-line workers in need during the COVID-19 pandemic.
“If the government is sincere about reconstituting a U.S. production chain for medical PPE to resolve the drastic shortages we are experiencing during the current pandemic, it is going to have to make key policy changes to help incentivize domestic production,” said Kim Glas, president and CEO, NCTO. “A strong Buy America mandate for these vital healthcare materials needs to be instituted for all federal agencies, coupled with other reasonable production incentives, to help ensure a strong U.S. manufacturing base for these essential products.”
Glas notes that the existing Buy American rule for military textiles in place at the U.S. Department of Defense ensures “the vital textile materials our U.S. warfighters depend upon, come from a secure domestic production chain that cannot be severed during a military emergency by offshore entities.” The rule also serves as a model example of such a mandate.
“Expanding domestic purchase requirements through Executive Order and other legislative initiatives will ensure that PPE production through U.S. supply chains that have been created overnight, don’t evaporate as soon as this crisis is over,” Glas said.
“ … If our country is to be prepared for future deadly pandemics such as the one it is now facing, reasonable policy changes need to be implemented to ensure that we strengthen our domestic supply chain to address America’s security, safety and healthcare requirements.”
PARIS — May 26, 2020 — Lacoste has appointed Robert Aldrich as CEO of the North America Region and Pedro Zannoni as CEO of the Latin America Region. They will report to Jean-Louis Delamarre, executive vice-president, Global Markets & Distribution.
“We are delighted to announce today the appointment of Robert Aldrich and Pedro Zannoni. These two arrivals illustrate the brand’s ambition to strengthen and accelerate our Brand penetration and equity in these regions. We are counting on their in-depth knowledge of Latin America and North America as well as their commercial dynamism to continue the premiumization and desirability of the brand. These appointments come in a particularly challenging time. Yet I am confident that Robert and Pedro will demonstrate their leadership, commitment and solidarity to help Lacoste come out of this crisis stronger” said Jean Louis Delamarre.
Aldrich started his career with Giorgio Armani where he held various commercial positions. He then joined the Ermenegildo Zegna Group in 2006, where he was executive vice president Wholesale, CEO of the North America region, and then CEO of the Americas region. Aldrich began his position as CEO of the North America region — Canada, United States, Mexico, Caribbean — on May 18, 2020.
Zannoni has held various commercial positions within the AMER SPORT, BABOLAT and PUMA groups, before joining the ADIDAS Group in 2013, where he was successively senior commercial director for Brazil and then vice president Reebok for the Latin America zone. Since 2018, he has been president of the Latin American zone for ASICS. Zannoni began his position as CEO of the Latin America region on May 1, 2020.
Unifi Inc., Greensboro, N.C., reports it sold its 34-percent interest in Parkdale America LLC (PAL) to majority partner Parkdale Inc. for $60 million in cash. The proceeds from the sale will be used to lower Net Debt and reduce leverage during the fourth quarter of fiscal 2020, according to Unifi. The company recorded a $45.2 million impairment charge in the third quarter of fiscal 2020 in connection with the sale.
“Parkdale has been the driver of the business and operational decisions of PAL since its inception, and this transaction is a natural evolution of our joint venture relationship,” said Tom Caudle, president and COO, Unifi. “We thank Parkdale for being such a great business partner and look forward to continued business activities in the future, even with Parkdale becoming the single owner of PAL. For Unifi, this transaction will allow us to focus our efforts on expanding our global leadership in recycled and synthetic fibers while strengthening our balance sheet and improving our leverage profile.”
Unifi notes that the company has suspended its fiscal 2020 outlook due to the uncertainty of the duration and severity of the COVID-19 pandemic.
“The first ten weeks of our fiscal third quarter were strong and consistent with our expectations as our trade actions and overall strategy were generating significant momentum,” Caudle said. “However, the impacts of the pandemic on global demand began materializing at the end of the March 2020 quarter, which have placed pressure on many of our customers and the pipeline.”
Zurich-based International Textile Manufacturers Federation (ITMF) has released the results of a survey it conducted among ITMF members, and affiliated companies and associations about the impact of the coronavirus pandemic on the global textile value chain. Some 600 companies took part in the survey. In short, current orders of textiles have dropped 41 percent on average globally; and expected global turnover in 2020 is down by 33 percent compared to 2019.
Challenges reported include “securing enough liquidity, supply chain disruption and uncertainty.” Noted opportunities include: “increasingly thinking about diversification, currently focusing on medical textiles; streamlining organization and production processes; accelerating the reassessment of existing supply chains; and accelerating digitalization and investing in sustainable production.”
ITMF also reports that companies would like to see more government support; and the greatest relief is achieved when retailers and brands consider adapting
during the pandemic instead of unilaterally cancelling orders.
It wasn’t that long ago that U.S. manufacturers — including textile — were declared a thing-of-the-past. Their decline was brought about by ignorance of the true spirit of globalism, a lack of understanding of the new rules of
outsourcing and the growing dominance of the service sector as the true way forward for the U.S. economy.
In November of 2016, economist and New York Times columnist Paul Krugman proclaimed in a series of tweets: “The story of U.S. manufacturing is basically one of high productivity growth allowing demand to be met with ever fewer workers … Nothing policy can do will bring back those lost jobs. The service sector is the future of work; but nobody wants to hear it.”
However, this isn’t the first time manufacturing or textiles was swept aside — virtually every trade deal — including CBI, CBTPA, NAFTA, CAFTA-DR — asked U.S. textiles to take one for the team. Don’t you know we have planes and soybeans to sell? Cheap apparel — regardless of its source or the conditions in which it is made is none of your business or concern. It’s anti-inflationary, and good for retailers and consumers alike, don’t you know?
Maybe that rhetoric is a little heavy, but after years spent in the industry it’s clear that U.S. textiles has fought the good fight, overcome obstacles, and invested in technology and innovation all to get to where the industry sits today.
The COVID-19 response mounted by the U.S. textile industry has been overwhelming. The way manufacturers big and small, some fierce competitors, and industry associations joined together for a common cause is nothing short of amazing.
In this issue, TW Executive Editor Rachael Davis was tasked with shining a light on the various aspects of the industry’s pandemic response. It’s still an evolving story and virtually an impossible task to highlight everything the industry is working on. (See “COVID-19: The Textile Industry Responds To PPE Shortage,” TW, this issue).
There also is a challenge with the genericization of the term PPE — personal protective equipment — which actually has a very specific meaning. Much the way Kleenex came to mean any facial tissue or Xerox came to represent making a copy regardless of the copy machine brand in use — PPE has quickly entered the lexicon to mean just about anything from a homemade face covering to an N95 mask.
“Textiles & The Coronavirus (SARS-CoV-2),” in this issue tries to shed some light on the subject. It’s not a criticism, rather a clarification of PPE including some thoughts on handmade face coverings.
Just two of many interesting takeaways from this issue include using reusable cloth face coverings in conjunction with an N95 mask can improve the longevity of the N95 mask. Under certain conditions, face coverings also can be laundered and reused.
Secondly, why did U.S. Cotton need to jump through hoops to convert swab manufacturing from cotton to polyester for COVID-19 testing? It seems that cotton has DNA, and cotton DNA can interfere with COVID-19 tests leading to inaccurate results.
This pandemic is a disaster on many levels. But it has clearly demonstrated the necessity for a vibrant U.S. manufacturing environment, an evaluation of international trade dependencies and investment in near shoring to strengthen U.S. supply chains.