Parkdale Chairman and CEO Andy Warlick discusses the influence of automation on the spinning industry and its development at Parkdale.
TW Special Report
Gastonia, N.C.-based Parkdale Inc. has a long history as an early adopter of technology and as an investor in automation innovations, demonstrating a commitment to quality through automation. Today, spinning is one of the most automated manufacturing processes in the textile industry.
Textile World recently had the opportunity to discuss the history and development of automation in the spinning industry with Parkdale’s Chairman and CEO Anderson D. “Andy” Warlick.
TW: What about the spinning process specifically made the adoption of automation technologies possible?
Warlick: Ring spinning was and is very labor-intensive. The desire to reduce cost drove manufacturers to pursue automation. The resulting technology began with automated winding, then automated doffing of the ring spinning frames. Next was automated doffing and transport of roving and combing. Linking systems together like roving to spinning to winding has helped significantly reduce the handling cost.
TW: How did automation in the spinning industry develop?
Warlick: Automation in the spinning industry developed in countries that had higher wages than third world countries. It helped Western companies remain competitive.
TW: What was the first automated spinning process that Parkdale adopted?
Warlick: Automated winding was the first development we adopted at Parkdale. Next, we bought automated Schlafhorst open-end machines to replace our manual open-end spinning machinery. Then we invested in automated ring spinning doffers, then automated opening of our cotton. We then purchased automated combers with transport of the lap, automated cone packaging, robotic delivery of sliver cans. And today, we are installing robots that automatically spin or put up ends on our ring spinning machines.
TW: Was there any particular technology development that resulted in a big leap in spinning automation?
Warlick: Open-end spinning technology allowed the greatest leaps in automation and productivity. Open-end spinning created the opportunity for the best in the world to pursue the “lights out factory” in the 1990s. The sliver to yarn aspect of this technology allowed fewer processes that took up less space as well. If you went to an ITMA trade show during the 90s, there were more automation and monitoring companies exhibiting than there were at ITMA shows from 2000-2014!
Parkdale’s spinning plants are highly automated from cotton bale to finished yarn packages.
TW: Are there any pinch points in automating the spinning process? For example, processes that are too variable or require a human touch?
Warlick: No pinch points in automating except cost.
TW: What were/are the biggest hurdles that had/have to be overcome?
Warlick: The biggest hurdles have been cost and availability. Once devalued currency became a competitive weapon for third world countries, the cost/labor benefit became steeper and many technology providers stopped working on automation technologies. Instead, they turned their attention to making less expensive manual machines that were demanded by countries taking advantage of cheap wages. In 1998, the currencies collapsed across Southeast Asia, and that was when our most important technology suppliers started the de-automation of machines.
TW: Where is automation focused today, and what impact does artificial intelligence (Al) have on automation?
Warlick: Automation has been focused on taking non-technical manual labor out. The textile industry has actually been a leader in AI in many ways over the past three decades. We have total plant monitoring and we have processes that make automated adjustments to the machinery to improve quality and eliminate defects. Plant conditions and electrical use have been monitored and controlled automatically for 40 years in Parkdale facilities.
TW: Is there any new technology, which if developed, could further advance or improve the spinning process?
Warlick: New developments in spinning need to focus on automating the ring spinning process — sliver to yarn, and bigger package distribution throughout the factory. Electrostatic spinning at high-speed that can emulate ring-spun yarn quality could be a remarkable improvement.
TW: Automation has always fascinated you. What are your views for the future of automation — both inside and outside of the textile industry?
Warlick: Automation will continue, particularly in the Western world where labor costs and labor availability are an issue. China’s wages have started to rise on the east coast and this has been a boon for automation. Many of our suppliers are starting to reinvest in automation since their demand and market is now larger than just the Western world.
I have invested in a Tesla to keep up with the technology. The improvements that have been made to the technology in just three years of ownership have been amazing. Our industry needs a Tesla and Elon Musk with ideas to drive exponential growth and change.
Trützschler’s TC 19i “intelligent” card can precisely perform important machine settings.
Despite a difficult business climate created by the pandemic, spinning technology companies continue to innovate.
TW Special Report
Spinning operations still thrive in the United States, in part, because the process lends itself well to automation therefore making competition from low-cost labor markets less of an issue compared to some other more labor-intensive steps in the textile processing chain (See “Spinning Automation: Development And Progress,” TW, this issue).
According to the new “Spinning Machines – Global Market Trajectory & Analytics” report from Dublin-based market research company Research and Markets, for the 2020-2027 period, the global market for spinning machines is predicted to grow from $5 billion to $7.3 billion at a 5.5 percent compound annual growth rate. In the United States, the value of the spinning machine market in 2020 is estimated at $1.4 billion.
Sustainability and circularity concepts are a new focus for the spinning industry as textile manufacturers look for creative ways to save textile waste from landfills. The desire to use recycled fiber in yarns is increasing and technologies need to be refined or created to handle such fiber in a cost-effective way, while producing a high-quality product for downstream processing.
Here, Textile World presents a look at some of the latest technologies introduced to the spinning market. Despite the COVID-19 pandemic, which resulted in a decline in overall textile machinery shipments, it is clear the interest and investment in new innovations from technology producers has not diminished.
Trützschler Spinning
Germany-based Trützschler Group’s Spinning business unit focuses on spinning preparation technologies for cotton as well as the man-made fiber sector. This includes blow room, carding, drawing and combing equipment.
Trützschler’s newest card, the TC 19i, is billed by the company as the “first intelligent card.” The machine can perform important settings independently in a more precise manner than a human operator for an unprecedented level of quality, according to the company.
The optimal gap between the cylinder and flat clothing for cotton carding is 0.075 millimeters, which is so small even an experienced technologist cannot set the machine when the card is cold. Temperature changes and centrifugal forces during operation also influence these settings. The TC 19i card features Gap Optimizer T-GO technology to ensure an ideal carding gap at all times. Once the gap is set initially by a Trützschler machine specialist, the card responds automatically to changes in material properties, production level, cylinder speed and environmental changes such as room temperature.
Optical sensors on the TC 19i card monitor waste in the suction. If too many good fibers are detected in the waste, the system automatically adjusts the mote knife setting on the WEBFEED using a servomotor. The company also offers as an optional feature Trützschler Nep Sensor NCT, which monitors the web on the doffer using a camera to detect neps, trash particles and seed coat fragments. Data is displayed on the card and also shared with Trützschler’s My Mill monitoring system to help immediately recognize any deviations.
Jürgen März, carding specialist at Trützschler, reported hearing positive feedback at ITMA. “By talking to our customers about problems in their mills, we learned about their dependence on skilled staff,” März said. “The precision of the flat setting is highly influenced by the operator, but reliable and well-trained personnel is difficult to find today. Customers were very impressed by the fact that very narrow settings can be set completely independent. The carding gap is no longer set by a technician, but by an intelligent system.”
Processing post-industrial or post-consumer recycled fiber is one such problem that spinning companies are working to solve. Such recycled fibers tend to be short and may contain unwanted yarn or fabric particles that make processing difficult. For such applications, Trützschler offers the TC 19i for Recycling.
“At Trützschler, we are always seeking solutions to the latest market trends, and we are passionate about sustainability,” said Thomas Schmitz, head of development, Fiber Preparation. “The TC 19i for Recycling empowers our customers to make the most of recycled material by optimizing opening and cleaning processes. It also offers a gentle, but effective treatment of short fibers and ensures no unnecessary waste is produced.”
Trützschler reports the TC 19i for Recycling combined with the IDF 2 integrated draw frame and Trützschler’s blowroom and carding solutions present a complete solution for direct spinning of rotor yarns from recycled materials.
“By producing high-quality sliver from recycled fibers for new yarn, our customers are able to make progress toward their targets for sustainability, while also staying ahead of rising regulatory pressure and increasing consumer demand for eco-friendly products,” said Markus Wurster, head of Global Sales. “The TC 19i for Recycling is an intelligent card that helps companies in the textile industry to embrace sustainability and turn this megatrend into a mega opportunity.”
Other new technologies offered by Trützschler include the Portal Bale Opener BO-P, Autoleveler Draw Frame TD 10, and its digital solutions My Mill and My Wires. The Portal Bale Opener allows more bales to be placed side-by-side to be processed in parallel using two opening rolls for improved blending and increased production speed of up to 3,000 kilograms per hour. The TD 10 draw frame is based on the previous generation TD 8, but with new advantages including a compact structure, energy-saving suction system, individual sliver sensors in the SMART CREEL, and modified drive concept. In keeping with Industry 4.0 themes, Trützschler’s My Mill and My Wires offer digitized mill solutions for production and quality, as well as maintenance and card clothing management. The digital offerings allow plant managers to make “informed, data-based decisions and generate quick wins as of day one,” according to the company. My Wires provides an automatic digital tracking method for clothing wear and can notify users of important events such as wire replacement.
Equipment and expertise from Rieter allow fiber to take a recycling journey: from a second hand T-shirt; to torn fibers; to recycled high-quality yarn; to a new chino pant.
Rieter
Switzerland-based Rieter specializes in machinery for short-staple fiber spinning. The company currently is focused on technologies for recycled fibers in rotor and ring spinning processes. It recently undertook a study that showed it was possible to use Rieter systems to spin both rotor and ring yarns of different qualities using a “considerable amount” of recycled material inputs despite the presence of very short fibers found in post-consumer recycled fibers.
Using its rotor spinning system, Rieter reports it is possible to spin yarn up to Ne 20 using a blend of 75-percent post-consumer material with 25-percent virgin fiber; or a yarn up to Ne 30 with a blend of 87.5 percent pre-consumer material and polyester.
According to Rieter, recycled yarns are rarely manufactured using ring spinning lines because of the short fiber content. However, the company’s system is designed to produce ring-spun yarns up to Ne 20 using a 60-percent post-consumer material and 40-percent virgin cotton; or yarn up to Ne 30 using a blend of 60-percent pre-consumer material and 40-percent polyester that are suitable for weaving and knitting applications.
Rieter recommends the following machinery from its product line for manufacturers wishing to process recycled yarn content: the VARIOline blowroom line; C 80 carding machine; double-head draw frame SB-D 26; autoleveler draw frame RSB-D 26; autoleveled draw frame module RSB-Module 50; the fully automatic roving frame F 40 and semi-automated roving frame F 20; and ring spinning machine G 38.
The company also has established the Rieter Recycling Classification system to help spinners determine what targets may be reached based on the recycled input material. The system looks at short fiber content, mean fiber length and the 5 percent fiber length — which are important parameters after the tearing process — to determine the best spinning process to use and what quality and fineness can be achieved. According to Rieter, the rotor spinning machine is well-suited for processing fibers with a high short fiber content of more than 30 percent and up to 75 percent, and will produce a more even yarn. The more intensive fiber integration of the ring spinning process results in the highest yarn tenacity, which increases options for using the recycled-content yarn especially in the weaving mill.
Marzoli Textile Engineering
Italy-based Marzoli Textile Engineering, part of the Camozzi Group, offers solutions for preparation and short-staple-fiber spinning for both the woven and nonwoven sectors. Marzoli recently introduced a Trash Analyzer for online analysis of waste during fiber preparation. A weighing pan provides weight analysis in conjunction with the visual analysis of sample images to produce a performance index of the overall efficiency of trash removal for the opener or card in question. The system can be employed anywhere there is material flowing through a pipeline and sampling does not require any machine downtime.
At the end of April, the company will launch an updated version of its TAOMApp, an application developed to analyze trash inside cotton bales quickly and easily using photo scanning technology. According to the company, the new version is more user friendly and precise when identifying and defining the trash level in the bale, among other improvements.
The company also recently contributed its technologies and experience to a recycled yarn project with the Egyptian cotton industry (see sidebar).
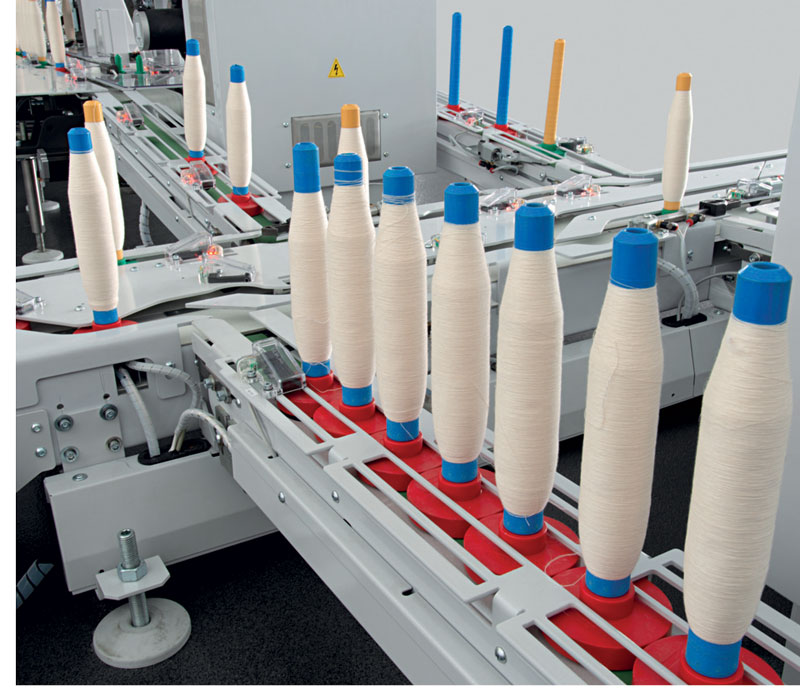
Savio’s Multi Link spinning innovation connects multiple ring-spinning frames to one Savio winder.
Savio Macchine Tessili
Founded in 1911, Italy-based Savio Macchine Tessili S.p.A. is a machinery company specializing in yarn finishing operations including automatic winders, two-for-one twisters as well as rotor spinning machines. Recently, it was announced that the Belgium-based Vandewiele group has reached an agreement to acquire Savio from Itaca Finance S.A, a company controlled by Alpha Private Equity. The transaction is expected to close this spring.
“Receiving such strong interest from important players in this challenging period is a recognition of Savio’s strategic value,” said Alexander Zschokke, who will continue in his role as chairman of Savio Group. “In the long term, being part of the Vandewiele Group will preserve our entrepreneurial culture focused on innovation, operational excellence and commercial development.
“We are extremely proud to welcome the Savio Group with its strong tradition and technology in our group,” said Charles Beauduin, CEO of Vandewiele. “The joining of our technological capabilities, R&D and industrial operations will allow us to grow strongly in the next few years”.
Savio’s latest spinning innovation is the Multi Link, which connects multiple ring-spinning frames to one Savio winder. The company created the technology in response to demand for increased integrated automation in the spinning process to improve quality and productivity. According to Savio, the solution optimizes space, and reduces energy consumption and production costs. Contact-free material flow is ergonomic with a shortened patrolling path for machine operators. Savio also offers bespoke systems tailored to fit the exact need of the customer. Winders may be prepared to process two or three different yarn counts.
Uster recently announced the release of the Uster Quantum 4.0, the next-generation Uster clearing system.
Uster Technologies
Last year, Uster’s Quantum 3 yarn clearer, engineered by Switzerland-based Uster Technologies AG, marked its 10th anniversary. This third generation of Uster’s clearing system was the first yarn clearer with automatic clearing limit proposals based on the Yarn Body concept — an outline of a “normal” yarn with its expected and tolerable natural variations made possible by powerful processing electronics.
This year, Uster launched the Quantum 4.0, the next generation in Uster clearing systems. The Smart Duo system combines both capacitive and optical sensors in one for intelligent yarn quality control and optimized profitability, according to the company. The two sensors operate intelligently in tandem using Uster’s Cross Clearing innovation. This technology locates and eliminates hidden defects in double checks using a main sensor and an assistant sensor. Issues such as unseen fluff events that may cause breaks in downstream processing, are caught.
A density feature prevents sub-standard cops caused by ring spinning malfunction, as well as quality issues that arise in compact spinning. “No matter where density variations originate, be it compacting, different twist levels due to slip spindles or otherwise, Uster Quantum 4.0 takes care of it — and this is a real technical innovation,” said Katrin Hofer, product manager, User Technologies.
Quantum 4.0 also features the Blend Mix-up option enabled by improved hardware and software. This option detects any incorrect raw material in greige and white yarns, preventing the unwanted barré effect in woven fabrics. An enhanced Continuous Core Yarn option also continuously detects both missing and off-center cores.
In addition, a new polypropylene (PP) classification offers an overview of PP content, while the Quantum 4.0’s Advanced FD classification shows foreign matter below the 5 percent line.
Uster also offers Quantum Expert as part of the product package, which enhances process control and defect prevention via the Total Contamination Control, Ring Spinning Optimization and RSO 3D Value Module.
“Failure prevention is the key to success and tackling issues at source is the way to do it,” Hofer said. “Uster Quantum 4.0 plays an important role in this, offering options to strengthen it.”
All data collected by the system is handled by Uster Quantum Expert in an intuitive way. According to the company, a new central Smart-Limit button allows an operator to adjust all available smart limits with the simple tap of a button; or, individual limits can be fine-tuned as preferred.
Loepfe Brothers
Switzerland-based Loepfe Brothers Ltd. recently introduced the YarnMaster® EOS for reliable yarn clearing on open-end spinning machines. The device features a newly developed state-of-the-art stable optical sensor that enables accurate yarn clearing tailored to the desired yarn quality. The sleek design of the outer casing allows the device to be used on a wider range of open-end machines compared to its predecessor. Loepfe also created an intuitive user interface to complement the advanced functions. of the EOS clearer.
“This is a must-have for all open-end spinning machine owners — the combination of consistency and efficiency offered by the YarnMaster EOS is unrivaled anywhere on the planet,” said Loepfe’s Head of Products & Solutions Guido Wieland. “It gives owners greater control of yarn quality than they have ever had before, while ensuring that machine efficiency is optimized for maximum productivity.”
The company also offers the YarnMaster Prisma — a new generation of clearers that feature four established sensor technologies fused together in one device: an optical infrared sensor; a mass sensor; an optical RGB sensor; and a triboelectric sensor. The company engineered a way to effectively combine two dominant sensors — optical and mass — into one sensing head for precision yarn clearing with no compromise on quality. This dual measurement or DM sensor technology measures basic yarn faults. The RGB F sensor illuminates the yarn in the full spectrum of light, which enables the smallest shade and glossiness differences to be detected in any type of yarn or color for effective foreign matter detection. The Prisma’s triboelectric P4 sensor evaluates electric charge differences created by different raw materials during the winding process, thereby reliably detecting white and transparent polypropylene, according to the company.
The Prisma clearers are available in three versions — Prisma DM, DMF or DMFP — depending on the customers manufacturing requirements.
Most recently, Loepfe announced a collaboration with Italy-based Loptex S.r.l. The two companies aim to improve yarn quality and productivity for spinning mills with an integrated offering. Customers can now buy from Loepfe its YarnMaster Prisma and YarnMaster Zenit+ yarn clearers together with the Loptex Exa and Centra sorters for a complete solution from one supplier.
“We welcome this collaboration which harnesses the strengths of both the Loptex and Loepfe products for our customers,” said Loptex CEO Renato Gerletti. “There are many synergies between the approaches of our two companies, not least of these being our dedication to using leading edge technology to deliver great results for spinning mills everywhere.”
“Next to our in-house R&D commitments, this is a complementary partnership that puts customer needs first and will deliver a vital combination of top quality and greater productivity to textile mills,” said Loepfe’s CEO Dr. Ralph Mennicke about the collaboration with Loptex.
“Despite the challenging times in which we are living, Loepfe has remained true to its values and kept on investing in R&D,” Mennicke said. “Recognizing the challenges faced by all in the spinning and weaving industry today, our investment in developing the finest Swiss technologies to support our customers continues at full speed.”
Loepfe is not alone in this commitment to drive the industry into the future with innovative solutions and creative technologies for the spinning industry, and there is no doubt the industry will see more spinning innovations introduced at the upcoming ITMA Asia + CITME trade show in June (See “ITMA Asia + CITME 2020 On Track For June,” TW, this issue).
A knitwear capsule collection was created as part of the RE.ACT denim recycling project.
RE.ACT: Exploring Circular Solutions For Denim Recycling
Italy-based Marzoli Textile Engineering recently participated in the denim recycling RE.ACT pilot project. Created by the United Nations Industrial Development Organization (UNIDO) in collaboration with Circle Economy, “The Egyptian Cotton Project” aimed to explore circular solutions for denim recycling in the Egyptian cotton textile industry including market opportunities and technology capacities.
The project was a multi-stakeholder partnership between Egypt and Italy, sharing knowledge, expertise and technology to show that recycling in a profitable manner is possible. Marzoli contributed its technology and advanced know-how to the project and was joined by T&C Garments, which supplied the post-industrial denim; yarn spinner Filmar S.p.A., and weaving and finishing company Albini Group. Post-industrial denim waste was transformed into NE 30/1 cotton yarns that were then used to produce high-quality knitwear and fabrics. Italian fashion designer Marina Spadafora hosted an educational “Knitwear Design for Sustainability” workshop for Egyptian and Italian fashion design students, which produced a knitwear capsule collection.
Circle Economy supported a life-cycle assessment (LCA) on the recycled yarns produced in a scaled-up scenario. The LCA showed that the recycled yarns had a lower impact than virgin cotton with regards to water consumption, total energy demand and global warming potential. The promising results were shared in a report, “Egypt’s Market: Environmental and Economic Assessment of Post-Industrial Cotton Waste Recycling.”
“We are focused on continuous innovation in mechanical regeneration of fibers,” said Cristian Locatelli, Marzoli’s general manager. “Developing and adopting green technologies means for us at Marzoli to carefully balance economic with environmental sustainability. Circularity of fibers, thanks to fabric regeneration, is creating a synergistic value chain among all the stakeholders. The new paradigm of a circular fiber supply chain will accelerate learning and development of know-how for all participating stakeholders pushing innovation and opening up to new potentials.”
National Spinning got its start in manufacturing as a yarn spinning company, but in more recent years has added nonwovens and craft products to its portfolio of businesses.
National Spinning, a diversified company with its origins in yarn spinning, celebrates its centennial in 2021.
TW Special Report
Washington, N.C.-based National Spinning Co. Inc. has reached a very impressive milestone. Founded in 1921, the company celebrating its 100th anniversary this year. During its 100-year-history, the yarn spinning company — highly skilled at producing wool, acrylic and complex blended yarns, as well as tailored yarns to meet customer needs —has expanded beyond its core spinning competencies with the acquisitions of craft company Hampton Art and airlaid nonwovens producer Carolina Nonwovens.
The company strives to be a reliable trustworthy partner and a go-to resource offering quality products and service in a most professional way to create financial health for itself, its customers and its suppliers.
“We get satisfaction out of delighting our customers, while providing a positive work environment for our associates and being good corporate citizens,” said President and CEO Jim Booterbaugh.
National Spinning employee Matt Meade doffing acrylic roving.
Company History
Established in 1921 by Phillip and Carl Leff in Brooklyn, N.Y., National Spinning initially sold wool yarns to the New York apparel trade.
With the formation of National Worsted Mills in 1934 in Jamestown, N.Y., the company officially became a manufacturer in its own right. In 1954, the company shifted its manufacturing south to Washington, N.C., at which time National Spinning became an early adopter of man-made fibers such as acrylic and nylon as alternatives to wool.
During the 1960s, the company expanded its manufacturing footprint with additional plants in Whiteville, Warsaw and Beulaville, N.C. Over the ensuing several decades, National Spinning became the dominant U.S. manufacturer of natural, fiber-dyed and yarn-dyed acrylic yarn. Its strong capabilities in colored acrylic yarn manufacturing and increase consumer demand, National Spinning became a wholesale manufacturer and distributor of craft yarns and yarn kits in the 1970s using the National Yarn Crafts branding. The company’s acquisition of Tina of California and Caron Spinning expanded this business area.
In the early 1990s, National Spinning became employee-owned via an Employee Stock Ownership Plan (ESOP). Today, employees continue to hold a 50 percent share in the company.
National Spinning-owned Hampton Art offers a large selection of non-textile craft supplies including planks and boards for home décor projects.
21st Century Diversification
During the 2000s, National Spinning embarked on a diversification plan to move beyond the apparel and craft yarn markets that had been so important to the company’s roots. In 2004, the company bought Hampton Art to grow within the craft space — a decision made because of the company’s connections to the craft industry through its craft yarn sales. Hampton Art has grown into a major distributor of non-textile craft supplies to major craft retailers. Its focus is on DIY supplies for scrapbooking, home décor, weddings and party supplies.
National Spinning bought Carolina Nonwovens, a producer of airlaid nonwoven pads, in 2012.
Another major part of the diversification effort took place in 2012 when National Spinning bought Carolina Nonwovens, a producer of airlaid nonwoven pads based in Lincolnton, N.C. Such pads find applications in the automotive, appliance, construction, bedding and cold chain packaging markets. Growth of the business between 2012 and 2015 necessitated an expansion, and the business was relocated to Maiden, N.C., in 2016.
“Over the past 15 years, National’s yarn business has evolved from predominantly wool and acrylic for apparel, to a broad mix of various fibers for technical applications,” said Booterbaugh, a National Spinning employee since 2003. “The current product line still includes wool and acrylic, but yarns are now made using fire resistant fibers such as modacrylic, Nomex®, Conex®, FR rayon and PyroTex®. In addition, fibers such as polypropylene, nylon and Twaron® are spun for industrial applications.”
Changing Of The Guard
Booterbaugh added the title of CEO after his name in 2018. In 2020, well-known industry figure and National Spinning Chairman Jim Chesnutt retired leaving Booterbaugh solo at the helm of the company. “Jim still has an office across the hall from mine and I see him on a regular basis,” Booterbaugh said. “He’s been a mentor for me for 20 years and we maintain a strong line of communication. I’m fortunate to have him as a mentor because he’s just been such a solid contributor to the textile industry over the years.”
Chesnutt remains on the board of directors, but last year, he handed the chairman role to Bob Miller, who is a member of the company’s founding family. “Bob brings a great historical perspective, experience with wool and acrylic sourcing, and a passion for environmental stewardship to the table,” Booterbaugh noted.
Textile World recently had the opportunity speak with Booterbaugh to discuss the centennial milestone, and how the company has positioned itself to remain on a successful path for many more years to come.
TW: What type of spinning technologies does National Spinning employ today? Are there certain technologies the company has invested in over the years that have helped differentiate the company and its products?
Jim Booterbaugh
Booterbaugh: National Spinning is one of the few remaining companies with long staple worsted spinning for fibers between 60 millimeters and 120 millimeters. This technology is ideally suited for wool and high bulk acrylic — including hand knitting yarns, hosiery and sweaters — but it is becoming more popular for technical fibers and certain industrial products that require the additional strength, bulk or luster from long fibers as well. Short staple ring spinning is available for polyester, pigmented acrylic and fire-resistant blends.
We also have some spinning equipment for very heavy yarn counts in the range of 0.5/1 to 3/1 — 1,800 to 10,000 denier — for special industrial applications. All yarns can be twisted.
The most interesting/different capability National Spinning has is our specialty blending operation. Because some customers require small percentages of fibers in a blend or greater than three fiber components, National Spinning has a blending facility that provides the most thorough blending available. The unit also allows for the use of multi-fiber blends that are difficult to handle under normal circumstances in a spinning plant.
Whereas this equipment was previously only for internal use, it is now available for customers who just want fiber rather than finished yarns.
TW: Do you have any brands that you promote within the industry? Do you promote any brands at the consumer level?
Booterbaugh: Our premier polyester hosiery brand is called UltraSpun®. It is a proprietary blend of polyester that offers enhanced wicking in addition to a soft hand.
National Spinning’s Whiteville Plant manager Rudy Ballance provides instructions to winder operator Betty Harrelson. Ballance and Harrelson are long-time employees with 52 and 59 years, respectively, employed by National Spinning.
TW: The company turns 100 this year. Do you have any special celebrations planned?
Booterbaugh: We plan to have celebrations at all of our plants in September. In addition, to a celebratory meal, we will have gifts for all of our associates and a raffle with some large prizes. We will also present a historical timeline in the plants, recognizing critical steps in the company journey.
TW: As a 100-year-old spinning company, how has diversifying and broadening your product base allowed you to combat changes in the industry?
Booterbaugh: Diversification has been critical to survival. Not only have we needed to diversify our yarn business, but it has been important to diversify our overall business into nonwovens and crafts to weather the inevitable storms. Diversification also helps us balance out seasonality.
TW: What made the company consider nonwovens when it was looking to diversify?
Booterbaugh: We saw a sector of the industry that was growing and was continuing to grow, and we were able to use fibers. For 90 years, National Spinning took fiber and turned it into a card sliver and then into a yarn. For nonwovens, in the back process you’re still handling fibers in the same way, but instead of turning it into sliver, it instead is made into a mat.
So, it wasn’t a huge leap technology-wise for a spinning company to move into airlaid nonwovens. We looked around and found a company that wanted to sell, and advertised, we’ve seen consistent growth and there’s a lot of flexibility and directions we can go with our product. The business also is very much import resistant because our products are very light and it’s expensive to ship them over long distances.
It puts us in some different markets too — the automotive sector, construction, bedding and appliance products. It’s a totally different product mix and market than for the yarn division and that’s great for the diversification because if the automotive market goes down, it affects our nonwovens division, but it doesn’t really affect our yarn division. And if apparel goes down, it affects our yarn division, but it doesn’t affect our nonwovens.
The other thing that we really liked about the nonwovens business is that we have the ability to use recycled fibers. A large component of what we use are industrial cutting scraps from apparel mills. We have a main product line that is predominantly made using repurposed denim scraps. One of the synergies that we thought could work was to take the waste from our yarn manufacturing operation to repurpose it into nonwovens. We’re not doing that directly yet, but at some point in time there could be a direct waste connection between our spinning and nonwoven operations.
On the nonwovens side, we can handle short recycled fibers. It’s a little bit tougher for the spinning machines, but with nonwovens we can run the post-industrial or post-consumer waste without a problem. We can also handle jute and hemp and other natural fibers a lot easier in our nonwovens process than the spinning process at this point in time.
National Spinning employee Melinda Williamson processing acrylic craft yarn on a Volkmann twister.
TW: What is the company’s philosophy on traceability and sustainability — both growing industry trends?
Booterbaugh: We participate in several programs that demonstrate our focus on sustainability and ethical practices. One example is the use of wool certified through the responsible wool sourcing (RWS) program, which is a traceable, certified program to ensure that sheep, land, and people are managed ethically and sustainably standards. Some of that yarn will be used in uniforms provided by Ralph Lauren for the Olympics. We also are developing programs using hemp fibers, and we have been spinning yarns from post-consumer, recycled polyester for quite some time.
In our nonwovens division, the majority of the fiber that we use is recycled from industrial and/or post-consumer cutting scraps.
TW: Please expand on the company’s experience with hemp — another growing area of interest for the textile industry that is frequently in the news at the moment.
Booterbaugh: On the fiber side, we get contacted continually with people wondering if we can spin hemp, so we’ve been interacting with many hemp producers to find the ideal fiber hemp growers in the United States.
Our spinning equipment lends itself well to hemp if it’s processed right. Naturally, when hemp comes off the stalk, it’s a very long fiber. So theoretically, we should be able to get very long fibers that match up very well with wool for processing. But as the fiber is removed from the hemp plant and processed before it reaches the spinning mill, the length gets degraded to the point where, as of right now, the best hemp they are able to produce has been knocked down to about 1 inch in length. This length really processes better on the short-staple systems to blend with cotton or polyester. But we’re still hoping for a long-length hemp that can blend with wool effectively.
Hemp fits in with our core competencies with long-staple spinning and wool. We like anything that we can blend with wool, so hemp seems like the perfect partner.
Sandra Battle tends to black acrylic on a Savio winder.
TW: How does your workforce contribute to producing a high-quality product? Do you have skilled workers with a long history at the company?
Booterbaugh: In any business, you will only be as good as the strength of the team. We have an incredible group of long-term associates that bring tremendous experience and skill to the table. We have two associates with more than 50 years of tenure at National Spinning, and they are still going strong.
TW: What are the challenges you encounter running a spinning operation in the United States?
Booterbaugh: It is extremely difficult to compete with foreign competition on price, because we pay more for fiber and labor than our eastern competitors. As a result, we don’t do any commodity business. Our customers buy yarn from us for quick response or special yarns that are not available readily from overseas.
The U.S. supply chains that still exist are critical for supplying products to our government and to customers that require a dependable flow of product. There is still room for U.S. spinners and fabric manufacturers to fill that space.
One of Whiteville’s linked Marzoli ring spinning frames.
TW: How did the COVID-19 pandemic impact the company? Did you see demand for certain products change?
Booterbaugh: The COVID-19 crisis caused a major interruption in several yarn markets, particularly those related to apparel and protective gear. Some of that reduction in business was covered by demands for yarns that were used for PPE products, but the PPE business was just a small portion of normal business.
One bright spot during the pandemic was the demand for hand knitting yarns and craft sales. COVID created the cocooning effect — a phenomenon that’s seen during really cold winter months when people are staying at home and need things to do inside. People often turn to hand knitting or crocheting, or scrapbooking and other home crafts. This cocooning effect caused a huge increase in hand knitting yarns and craft sales, which helped us weather the storm of the pandemic.
Along those lines, our entire craft division was impacted far less than the textile divisions, and the nonwovens division recovered much quicker than the yarn business. It was a clear demonstration on the value of diversification within a company.
The nonwovens division is critical to our spinning division as is our craft division, because all three divisions support and contribute to the corporate overhead. When one does well, it helps them all.
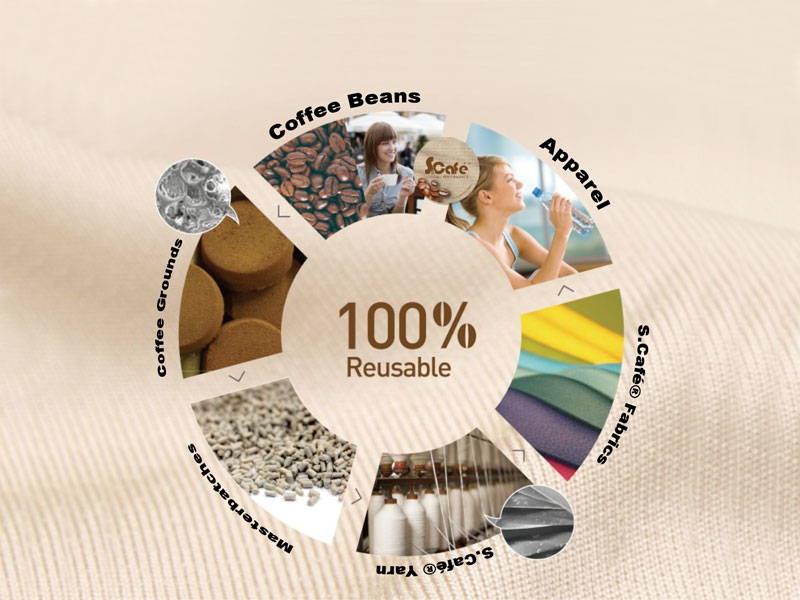
Taiwan-based Singtex Industrial offers S.Café® yarn, which is made using coffee grounds mixed with polymer.
The increasing availability of alternative plant-based fibers offers sustainable options for textile products.
By Dr. Andre West, Technical Editor
Sustainability can be defined as how natural systems function, remain diverse and produce everything necessary for them to remain in balance with nature. In textile science, natural plant fibers are sustainable raw materials. For humankind to exist sustainably means maintaining productivity in agriculture and ecology despite obstacles. The world’s ecosystems are under stress from the abundance of plastic production and the disposal of it. Perhaps now is the time to gain a deeper understanding of the availability of natural plant fibers for textiles.
All natural plant fibers are biodegradable and sustainable. Most made-made fibers will degrade over time, but the length of time is significantly longer, and the process of degradation can have adverse effects on the soil and water and subsequently, the overall environment. With the onset of global warming and climate change, a growing level of environmental consciousness, and the easing of legislative regulations, there is a resurgence of interest in natural fibers. Several plants, fruits, and seeds are now either being rediscovered or newly processed to develop new fabrics that can heal the planet.
Fiber plants have existed worldwide for centuries. Plant fibers have a long history of use in textiles, cordage, paper, and more recently in technical applications in composite materials. The use of textile fibers can be traced back to 9000 B.C. Fibers from plants can be considered renewable and biodegradable as they grow and can be returned to the soil without harm and sometimes even with beneficial effects, as in the case of hemp.
Types Of Plant Fiber
Cellulose is the substance that makes up most of a plant’s cell walls. Since all plants make cellulose, it is probably the most abundant organic compound on earth. Cellulose is a fibrous material of plant origin and the basis of all-natural and human-made cellulosic textile fibers. All plant-based fibers have to go through a process where they are separated from the parts of the plant that are not used for the end product, usually through harvesting, separating from the chaff, and cleaning. Some of these processes can be considered natural and organic, while some require intensive use of chemicals, which can negate their validity, such as bamboo.
There are four main types of plant fiber:
Bastal fiber, or so-called phloem fiber or skin fiber, is plant fiber collected from the phloem — the inner bark, sometimes called skin — or bast surrounding the stem of certain dicotyledonous plants. Bast fiber supports the phloem’s conductive cells and provides strength to the stem; examples include flax and hemp.
Leaf fibers, or hard fibers, are a type of plant fiber mainly used for cordage or vegan leathers. They are the toughest of the plant fibers because of their increased lignin content. These are not traditional leaves, but more fleshy leaf plants such as pineapple and agave, which are used for sisal.
Fiber from seeds and fruits of plants are often attached to hairs or fibers or encased in a husk that may be fibrous such as cotton, coir and kapok.
Wood fibers are sourced from trees, grasses, and bamboo. These fibers are stiffer and usually need an extra process to soften the fibers. Often, sodium hydroxide is solubilized with carbon sulfide for viscose and N-methylmorpholine-N-oxide for lyocell, which is less harmful than carbon sulfide, then extruded in the same methods as man-made fibers.
Many natural fibers have to go through processing to extract the fiber strands from other plant tissues. In some cases, the natural gum binding them together must be removed. This removal can be achieved in the field using a process called retting — also known as degumming — which involves the extraction of fiber bundles from the harvested stem. Further processes can take place that are either biological or mechanical, and, in many cases, a mixture of both processes is required.
There is a renewed interest in more sustainable methods of biodegradation. Biodegradation is the decomposition of a material due to the biological activity of microorganisms such as bacteria, fungi, and other biological agents. Biodegradable fibers can be broken down by microorganisms. Because most natural fibers are biodegradable, there is a delicate processing balance needed to keep the fibers at their optimum performance level.
Increased Interest In Alternative Fiber Types
With the recent interest in renewable resources, alternative plant fibers from non-traditional plants are being studied. More economic methods of separating the fibers from plant leaves or stems need to be developed because the traditional techniques passed down through generations are labor-intensive, very time-consuming and may be weather-dependent. As consumers look for ways live more sustainable lives, manufacturers and entrepreneurs are looking for ways to take natural fibers into the 21st century and the fashion mainstream.
Hemp Black — a new company researching and commercializing applications for hemp in textile and industrial products — offers the Sunn pant, a garment incorporating full spectrum hemp flower extract for odor-neutralizing and antibacterial properties.
Hemp
Hemp has received a lot of interest more recently as the law related to hemp growing in the United States has changed. Hemp is a fast-growing plant that requires very little water and relatively few, if any, herbicides, pesticides, or synthetic fertilizers. The cultivation of hemp improves soil health by replenishing vital nutrients and preventing erosion.
Hemp fabrics possess antibacterial activity against a wide range of pathogenic bacteria. It has the best heat capacity ratio compared to all other fibers, so it keeps the wearer cooler in the summer and warm in the winter. It dyes well and does not discolor easily. It is also tough and is more resilient and longer-lasting than cotton garments. The U.S. Marines recently issued a Request for Proposals to research how hemp might be used to increase performance in fabrics used in combat uniforms.
Hemp carries the stigma, however, of the Cannabis sativa plant as a recreational drug, which has hampered the production and use of industrial hemp, especially in the western world. However, the Hemp Farming Act of 2018, a law to remove hemp — defined as cannabis with less than 0.3 percent tetrahydrocannabinol, or THC — from Schedule I controlled substances and to make it an ordinary agricultural commodity, was enacted. This act allowed U.S.-based hemp growers to play catch up with the worldwide hemp industry.
However, farmers recently were burned by cannabidiol (CBD), also made from hemp, as the market price for CBD declined drastically because of overproduction. Farmers now are wary of venturing down the same path with fiber hemp.
China accounts for more than 50 percent of the global hemp production and holds more than half of the over 600 international patents on hemp fiber and textile production. India and Romania have been producing finer hemp yarn using wet spinning processes. The majority of hemp processing is completed by cottonization — the process of removing the lignin that binds the hemp fibers and cuts the fiber to an average cotton length of about 1-1/8th inch to be spun and finished on already existing slightly modified cotton or wool processing equipment. Although a step in the right direction to get a production restarted, this technique does not incorporate the main attribute of hemp, which is that of a long, strong fiber able to be spun to produce fine, hard-wearing fabric
Patagonia recently supported the “Bring Hemp Home | Colorado” video proposing hemp production. The video points out there will need to be a substantial increase in textile machinery and innovation to move this fantastic fiber into the wardrobes of the U.S. consumer.
Stinging Nettles
The stinging nettle is a plant that most children avoid at all costs because brushing up against the underside of the leaves causes a nasty rash. However, the fabric made from stinging nettles is perfectly safe to wear and has a similar advantages to hemp without hemp’s associated legal issues. Despite its protective armored exterior, the fibers inside a stinging nettle plant are surprisingly ideal for textile production. The fibers are pliable and a good length to be spun into yarn. The final woven fabric is similar to linen but much stronger. Its strength even increases when wet, making it ideal for more structured garments. It blends nicely with other fibers, which can help to add softness and increase longevity when needed. Kenya-based Green Nettle Textiles was a winner of the 2019 Global Change Award sponsored by the H&M Foundation. Stinging nettles are easy to grow and conserve biodiversity, maintain mountain slopes and provide habitat for insects and animals. Green Nettle’s product range supports plans to offer work for more than 200,000 small farmers across Kenya.
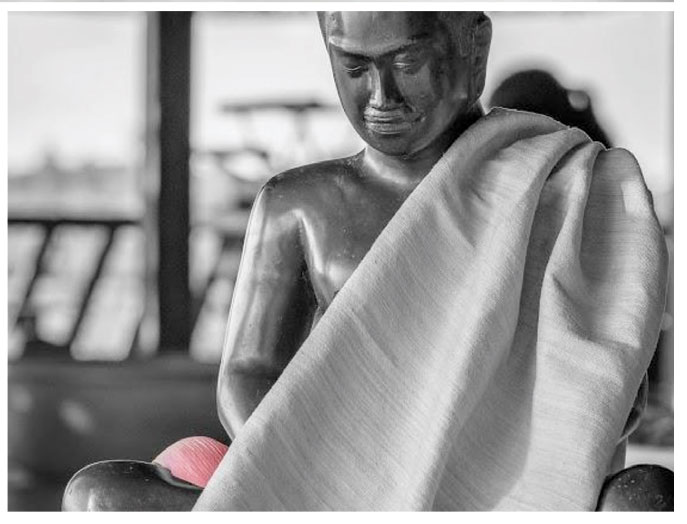
Samatoa Lotus Textiles offers fabrics made using fiber from the root of the lotus plant.
Lotus Flower
Lotus flower fiber from the root of the lotus plant has been used for centuries to produce rare fabrics used in hand-spun scarves. The process, in which the stems of the lotus are cut and twisted to expose the fibers, is however time-consuming. The process produces a luxurious fabric that feels like a combination of silk and raw linen. Lotus fabric has unique properties — it is naturally soft, light, breathable and antibacterial. Cambodia-based Samatoa Lotus Textiles reports the Lotus plant is believed to have healing abilities, and wearing a fabric made using the fibers lotus fibers may have healing effects curing the wearer of headaches, heart ailments, asthma and lung issues.
Pineapple
Pineapple leaves are a by-product of the pineapple fruit harvest, and this waste is creating an additional income stream for some farming communities. The chemical composition of pineapple fiber is similar to flax and jute fiber. Pineapple fiber is white in color, soft, smooth, and feels like silk. The mechanical properties are higher than cotton. The fibers in their natural state can be used for triangular core linens in geotextiles and central reinforcement material for rubber conveyor belts. It can also be manufactured into vegan leather when mixed with a water-based polyurethane. London-based Ananas Anam Ltd. manufactures Piñatex®, a material comprised of 80-percent pineapple leaf fiber and 20-percent polylactic acid (PLA) that is biodegradable under controlled industry conditions.
Coffee Beans
Fabric made using discarded coffee grounds is one example of an interesting textile innovation. Two companies are offering such products.
Sneaker brand Nat-2™ offers sneakers made using recycled coffee grounds.
Germany-based sneaker brand Nat-2™ recently debuted a sneaker that smells like coffee made using repurposed coffee grounds. The sneakers feature up to 50 percent recycled coffee grounds depending on the style, which produces a smooth and fine texture, according to the company. The type of coffee used varies upon sustainable availability.
Taiwan-based Singtex Industrial Co. Ltd.’s S.Café® yarn is made using coffee grounds. The patented yarn manufacturing process maximizes the functional performance capacity of the coffee grounds. Singtex’s technology combines the processed coffee grounds and polymer to create masterbatches before spinning it into yarn. The company reports the yarn offers excellent natural anti-odor qualities, ultraviolet protection and fast drying times up to 200-percent faster than drying times for cotton.
Desserttex® is a cactus-based material designed for automotive use.
Prickly Pear
Prickly pear, otherwise named Nopal cactus, has been processed into a vegan-friendly leather alternative by Mexico-based Adriano di Marti S.A de C.V. Desserto® is highly-sustainable, high performance, and also has a soft hand, according to the company. The product is partially biodegradable and is suitable for fashion, leather goods, luxury packaging and furniture applications.
Its Deserttex® product was developed to meet the standards of the automotive industry. According to the company, the material “has a degree of roundness and spring [that] you would normally only find in leather where the collagen acts in this way.”
The cactus plantation is perennial with each plant lasting for approximately eight years with selective harvesting. This nonwoven fabric can be produced in a large variety of colors, thicknesses and textures.
Banana
Banana fiber extract is from the bark of the banana tree, and again, is a byproduct of fruit farming. The outermost fibers of the shoots, as the coarsest, are suitable for tablecloths; the softest innermost fibers are suitable for clothing.
Bananatex® is a soft and lightweight, but durable, waterproof fabric made from banana plants by Switzerland-based Qwstion International GmbH in collaboration with a yarn specialist and weaving partner both based in Taiwan. The chemical treatment-free banana plants are grown in the Philippines within a sustainable forest, which has helped reforest areas previously eroded by palm plantations.
Bananatex fabric is available in a line of bags and backpacks designed by Qwstion; used as the upper material in a sneaker designed in collaboration between Good News and H&M; and is used for the cover on the Kolter Eco daybed offered by Magazin and Denmark-based Softline.
Oranges
Orange fiber is created from citrus juice by-products that would otherwise be thrown away. In Italy alone, production of waste materials from orange peels exceeds 700,000 tons per year. Orange Fiber®, a 100-percent citrus textile manufactured by Italy-based Orange Fiber S.r.l., is lightweight, soft and silky. It may be blended with other materials including silk, cotton and elastane, and is available in a range of fabric styles including jersey, poplin and twill. As the fabric is made using citrus by-products, the natural oils within the fabric contain vitamins A, C, and E, according to the company. Upon contact, these vitamins may be released and absorbed through the skin.
The Future For Alternative Plant Fibers
Researchers, manufacturers, entrepreneurs and consumers, all have a huge role to play in fighting the negative effects of fashion pollution by changing the idea of textiles and clothing as throwaway items. This article mentions just some of the alternative sustainable materials currently available. As research methods grow and scaling takes place, these fibers, yarns, fabrics, and other alternative materials will become increasingly available. The burden should not just lie with consumers. Businesses must take responsibility for their actions, and governments need to provide incentives to allow companies to research alternative methods to create valuable products from their waste. Tackling those global and complex issues requires more than a shift in an individual’s shopping habits. It requires a system change to try to provide a circular fiber industry. Textiles made using leaves, fruits, or nuts may sound strange now, but mountains of discarded clothing waste will hopefully become a memory from the past with the beginning of an environmental and social clothing shift.
Editor’s Note: Dr. Andre West is director of the Zeis Textiles Extension for Economic Development at NC State University’s Wilson College of Textiles, Raleigh, N.C.
John Elmuccio, co-founder of St. Louis-based knitwear company Evolution St. Louis, has joined the Textile and Apparel Management Professional Advisory Board at the University of Missouri.
New Valdese Weavers’ President Blake Millinor
Valdese, N.C.-based Valdese Weavers has named Blake Millinor president. Long-running President and CEO Mike Shelton will continue to serve as CEO of the company until the end of the year at which time Millinor will also assume CEO responsibilities.
Chevron Phillips Chemical Co. LLC, The Woodlands, Texas, has named MitchEichelberger executive vice president, Polymers and Specialties; and Benjamin “Benny” Mermans, vice president, Sustainability.
Alice Ballenger has joined Spartanburg-based Milliken & Company as director of strategy for the Textile Division. The company also promoted Cindy Boiter to executive vice president and president of Milliken’s Chemical Division.
Finland-based Spinnova named Ben Selby CFO.
Jane Newman
HanesBrands, Winston-Salem, N.C., has appointed Jane Newman chief design officer, global innerwear.
J.Crew, New York City, has added four new people to its senior management team: Jose Davila, chief people officer; Danielle Schmelkin, chief information officer; Derek Yarbrough, chief marketing officer; and Liz Hershfield, senior vice president, Sustainability. The team is led by CEO Libby Wadle.
Denver-based VF Corp. has named Susie Mulder global brand president, Timberland®. She reports to VF’s Chairman, President and CEO Steve Rendle.
Marty Davis has joined Alder Color Solutions, Portland, Ore., as co-president. He will work alongside current President Keith Voight.
Mauro Consalvi
Matik Inc. has added Mauro Consalvi to its sales management team. Consalvi is director of North American sales for Olbrich coating/laminating products.
David Johnson Jr. has joined Atlanta-based Hamilton International as sales director.
The Association of the Nonwoven Fabrics Industry (INDA), Cary, N.C., has named the following seven people to serve three-year terms on its board of directors: Richard Altice, president and CEO, NatureWorks; Dr. Ashish Diwanji, president, Lydall Performance Materials Inc.; Lee Ellen Dreschler, senior vice president, Corporate R&D, The Procter & Gamble Co.; Barbara Lawless, business director, Nonwoven Medical Fabrics, Precision Fabrics Group Inc.; David K. Smith, senior vice president, Engineered Performance Products Autovation, Milliken & Company; Mike Tuck, vice president, Global Product Supply, Procurement and Manufacturing, Owens and Minor Products Division; and Robert Weilminster, president, U.S. and Canada – Hygiene, Berry Global.
Portland, Ore.-based Columbia Sportswear Co. has named Craig Zanon senior vice
president, Emerging Brands. He replaces Doug Morse who is retiring.
At its recent annual meeting, the Washington-based National Council of Textile Organizations (NCTO) re-elected Cap Yarns CEO David Roberts chairman, and elected Palmetto Synthetics President David Poston vice chairman. The organization also elected chairs for each of its four councils as follows: Fiber Council, David Poston; Yarn Council, Frontier Spinning’s Robin Perkins; Fabric and Home Furnishings Council, Glen Raven’s Leib Oehmig; and Industry Support Council, Fi-Tech’s Ian Mills. The following people were elected to NCTO’s board of directors: Fiber Council – PHP’s Jay Brinson, Auriga’s Tom Brekovsky, William Barnet & Son’s Chuck Hall, The Lycra Co.’s Melissa Minihan, DAK Americas’ Alejandro Sanchez, and Stein Fibers’ Chip Stein; Yarn Council– National Spinning’s Jim Booterbaugh, Parkdale Mills’ Charles Heilig, Unifi’s Eddie Ingle, American & Efird’s Allen Smith and Shuford Yarns’ Marvin Smith; Fabric Council – Inman Mills’ Norman Chapman, Auburn Manufacturing’s Kathie Leonard; Milliken & Company’s Chad McAllister, Leib Oehmig, Sage Automotive Interiors’ Dirk Pieper, and Valdese Weavers’ Blake Millinor; and Industry Support Council – Picanol’s Cyril Guerin, Ian Mills, and Marisa Fumei-South with Two-One-Two New York Inc. Elected by their respective councils to serve on the Executive Committee were Ian Mills, MelissaMinihan, Leib Oehmig, Robin Perkins, Allen Smith and Chip Stein.
Glen Raven and United Fabrics have launched “Reflections,” their second joint contract upholstery collection featuring 30 durable, soft and bleach cleanable fabrics. Patterns in the collection include Inga-Boho, Palma, Daphne, and Miles and Velma.
Following an audit, France-based Elkem Silicones’ Saint-Fons plant has received its ISO 14001 certification.
Austria-based Andritz has received an order for four new needlepunch lines from Chongqing Double Elephant Microfiber Materials Co. Ltd.
The Association of the Nonwoven Fabrics Industry (INDA), Cary, N.C., has launched an on-demand training series and collection of webinars led by subject matter experts. The programs are designed for all levels of professionals in the nonwovens and engineered fabrics industry. More information can be found at pathlms.com/ inda/courses.
France-based Arkema’s Pebax® elastomer brand is celebrating its 40th anniversary.
Germany-based Freudenberg Performance Materials’ Apparel business unit has launched an online store front for interlinings, paddings, tapes, canvas and preformed materials, linings and comfortemp® thermal insulation used in the apparel industry. The website is located at shop.freudenberg-apparel.com.
Motion Industries Inc., Birmingham, Ala., is celebrating its 75th anniversary with a rebranding. Moving forward, the company will be known as Motion.
The American Floorcovering Alliance (AFA) has announced FloorTek Expo 2021 will be held September 14-15, 2021, at the Dalton Convention Center in Dalton.
Burlington’s PF Zero™, a fluorocarbon-free, water-based repellent finish, is high-performance and eco-friendly.
By Rachael S. Davis, Executive Editor
With environmental consciousness and sustainability in mind, Greensboro, N.C.-based Burlington Performance Fabrics has launched PF Zero™, a non-fluorocarbon-based repellent finish for high-performance apparel fabrics. The eco-friendly, water-based technology is durable, breathable, comfortable and odorless, according to Burlington.
The technology is being launched across multiple business and has been introduced to numerous brands. The finish is suitable for any application where water repellent protection is required including outerwear, rainwear, snow sports, and golf, among other applications. The technology also is available for use on personal protective equipment fabrics and flame-resistant materials such as fire turnout gear. In addition, PF Zero is in development for use in uniform and military fabrics.
Burlington reports the finish may be applied across both man-made and natural fabric substrates. PF Zero also is compatible with other Burlington technologies such as antimicrobial, insect-repellent and moisture control chemistries to produce a fabric that confers multiple benefits.
“The PF Zero technology, combined with Burlington fabric innovations, creates the ultimate in performance and comfort for active lifestyles,” said Nelson Bebo, vice president, Performance Fabrics.
“PF Zero offers the next level of sustainable performance to Burlington’s advanced fabric technologies with a PFAS [perfluorooctanoic acid]-free finish offering superior repellency that can be combined with other Burlington Labs technologies — whether it be a moisture activated cooling sensation, a smart technology that adapts to your environment hot or cold, basic wicking or UV protection. Life can be unpredictable. Burlington’s PF Zero fabrics give you the comfort and confidence to take it all in stride.”
According to the company, PF Zero out-performs the industry standard rating of 90 even after 50 launderings when evaluated using the American Association of Textile Chemists and Colorists (AATCC) Test Method 22 Water Repellency: Spray Test on both 100-percent polyester and 100-percent nylon substrates.
PF Zero is a perfect complement to Burlington’s Micromove™ 365 fabric collection. The fiber technology paired with the finish offer sustainable comfort, stretch and durability in a soft, drapable fabric in two- and four-way stretch for a maximum range of motion.
“Sustainability is at the forefront of all Burlington developments, with a commitment to responsible chemistries, recycled content and manufacturing processes that minimize environmental impact,” Bebo added. “PF Zero technology opens new opportunities across Burlington’s platform of performance technologies, allowing us to lead in the development of sustainable, easy-care and super comfortable fabrics that protect and perform throughout the day.”
For more information about Burlington Performance Fabrics’ PF Zero™, please visit burlingtonfabrics.com.
HOUSTON, — April 14, 2021 — Ascend Performance Materials returns to Asia’s biggest plastics trade show after investments in local manufacturing and an innovation center in Suzhou, China, and an expanded product portfolio, including products beyond polyamide 66.
In 2020 and early 2021, Ascend purchased its compounding facility in Suzhou, two Italian manufacturers specializing in PA66, PA6 and masterbatches, and a French company specialized in flame-retardant compounds. The company also launched its HiDura™ long-chain polyamides and Acteev™ antimicrobial plastics, fibers and fabrics.
With its expanded portfolio and manufacturing footprint, Ascend aims to fully serve the growing e-mobility, electrical and electronics, and consumer segments.
“Much of our projected demand growth will be in China and Asia,” said Kevin Wu, senior vice president and managing director of Asia for Ascend. “Our facility in Suzhou will make us more responsive to our customers’ growth and the growing on-site innovation center will allow us to quickly innovate and test new materials for specific customer applications.”
Ascend operates under a five-year plan with the current plan focused on transforming the company into a more global, diversified and reliable supplier to its customers.
“Our investments over the past year have brought us closer to our customers in Asia and Europe, broadened our product portfolio in PA66 and specialty polyamides, and expanded our technical resources to work more closely with customers,” said Phil McDivitt, president and CEO of Ascend.
The company is featuring its expanded portfolio, including a new line of UL yellow card-certified Starflam® flame-retardant polyamides, a high-temperature Vydyne® XHT, a portfolio of HiDura LCPAs, and apparel and masks made with Acteev at Chinaplas 2021 in Shenzen at the SWECC booth 17L40 from 13-16 April.
CINCINNATI — April 14, 2021 — Standard Textile is proud to announce it has been selected as a 2021 US Best Managed Company. Sponsored by Deloitte Private and The Wall Street Journal, the program recognizes outstanding U.S. private companies and the achievements of their management teams.
The 2021 designees are U.S. private companies that have demonstrated excellence in strategic planning and execution, a commitment to their people and fostering a dynamic, resilient culture, as well as strong financials, all while facing the uncertainty of the COVID-19 pandemic. Despite major challenges and immense pressure, they continued to lead with purpose and the vision to make significant contributions to their industries, communities, workforces, and the economy.
“I am very proud that Standard Textile has been selected as a 2021 US Best Managed Company. In 2020, during a year of uncertainty, our leadership team and associates came together as a One Standard team to ensure our communities had continuous access to essential supplies needed to safeguard the health of clinicians, patients, and their families,” said Gary Heiman, president and CEO of Standard Textile. “This recognition speaks to the team’s extraordinary commitment to doing what is best for our customers and our communities.”
In March 2020, Standard Textile restructured its global supply chain to provide support for America’s frontline medical workers, leading an urgent charge to increase production of PPE (personal protective equipment) in order to provide hospitals and healthcare workers in the United States with additional protection against COVID-19. A collaboration between the company’s research and development laboratory, and its operations in Thomaston, Ga., and Union, S.C., resulted in rapidly developing a unique American version of a liquid-resistant, breathable, and reusable cover gown for healthcare workers. In March 2021, Standard Textile was presented with the “Best Health Care and Medical Innovation” Award by Ohio Business Magazine in recognition of this effort.
During the fall of 2020, Standard Textile launched a national program to combat homelessness called Standard Textile Cares. The company is partnering with non-profit organizations across the U.S. that provide mobile shower services to people living either on the streets or in insufficient housing, with a goal of supporting 80,000 showers by the end of 2021.
Applicants for the Best Managed Companies program are evaluated and selected by a panel of external judges focused on assessing hallmarks of excellence in four key areas: strategy, ability to execute, corporate culture and financial performance. Standard Textile joins a global ecosystem of honorees from more than 30 countries recognized by the Best Managed Companies program.
VALENCIA, Spain — April 14, 2021 — Jeanologia announces their Mission Zero goal and kicks off the first step in their “Road to Mission Zero.” In partnership with Cone Denim, the collection showcases authentic, sustainable options from fabric to finish. The collection will launch at the upcoming Kingspins 24 show.
Cone Denim and Jeanologia share common values and a vision to keep jeans as a symbol of the new rebels that want to protect the environment and the planet and be an inspiration to the whole textile industry.
Historically, blue jeans have always had a strong significance. They are a symbol of youth, rebellion and have even become the most democratic garment of them all. Unfortunately, their popularity and high acceptance have also brought about some undesirable consequences like excessive usage of water, chemicals, and energy that negatively impact the carbon footprint. That is why it is important to immediately bring together the efforts of all those involved to change denim production processes.
For Enrique Silla, CEO of Jeanologia: “We firmly believe that people and the planet come first and that is why we decided to embark on a very important mission: eliminate 100 percent of jeans wear waste from the fabric to the final garment by 2025. We believe a Mission Zero is possible and necessary.”
Mission Zero commitment is the 100-percent elimination of waste generated in Blue Jeans manufacturing and finishing from the fabric to the final garment, reducing water usage to near zero amounts and returning clean water back into Nature.
“This is the reason why we join forces with companies from our industry like Cone, that share these same values and vision,” Silla added.
“We are excited to partner with Jeanologia as we focus on building a sustainable future and minimizing our impact on natural resources,” said Steve Maggard, president, Cone Denim. “One area of particular focus for us is water conservation, which is perfectly aligned to the Mission Zero goal. Cone currently uses Jeanologia’s G2 Ozone finishing ranges, lasers and Bluescan machinery.
Additionally, we are in the process of installing a Zero Liquid Discharge wastewater treatment system at our mill in Northern Mexico. These investments will enable us to make significant advances towards Cone’s 2025 water usage reduction goal.”
Road to Mission Zero collection
Cone Denim Mills and Jeanologia will present the first Road to Mission Zero collection, on the Earth Day at Kingpins24, a collection where heritage, sustainability and innovation are present from the fabric to the finish.
Contributing to the goal of Mission Zero is a must, beginning with fabric. Cone Denim Flash Finish fabrics are produced on G2 Dynamic ozone finishing ranges and are the perfect fabric collaboration to include in the first road to Mission Zero collection. These fabrics are highly light-sensitive with great reaction to the eco-technologies and are an eco-efficient alternative for some of the most water-intensive and pollutant fabric finishing processes.
The collection has been developed across a full range of sustainable finishes, with a wide scale of wash levels, nice high and lows done with atmospheric finishing and keeping the authenticity of the traditional stone washed look. By integrating Jeanologia technologies and using them as part of the denim eco-system, we can eliminate highly inefficient and hazardous practices and create amazing denim and jeans without sacrificing denim’s authentic look and iconic soul