This issue of Textile World attempts to capture the breadth of the textile industry’s burgeoning focus on sustainability.
The issue was originally planned as a man-made fiber industry focus with recent developments, technology and a company profile. But as editorial started to take shape, it became clear that the sustainability theme was going to steal the show.
So, editors shifted gears. The industry’s response to Earth Day, a focus on sustainability initiatives, new green products and the ever more present corporate sustainability reports became central to the issue.
As one peels back the layers, there is a lot of activity in the sustainability space. It appears that consumers and brands are creating a demand for manufacturers to pursue greener technologies and manufacturing methodologies — and consumers want to know about them.
It is no longer about a good recycling story, but about reducing the entire carbon footprint. And when one thinks about it, that has real implications. How are manufacturers powering their operations? What are the impacts on employees and the communities within which they work? What is the lifecycle of the products they make and how can that be improved? What is the environmental impact and how can waste be prevented?
These are all questions to which textile companies are paying attention.
It also is apparent there is a trend in forming partnerships. Researchers and manufacturers, and manufacturers and brands, seem to find success in aligning their sustainability focus for maximum impact.
As highlighted in “Sustainability In Fiber Manufacturing” in this issue, “A circular economy cannot be achieved by acting alone,” stressed Angelo Radici, president of RadiciGroup. “As upstream players in the supply chain, we have always tried to share our knowledge of materials and deliver solutions featuring both better performance and respect for the environment. Furthermore, it is also crucial to find customers who are equally sensitive to these issues and can become strategic partners in the development of innovative and sustainable solutions. With Macron [an apparel brand with which they are partnering], we have worked as a team to create winning sports socks, because they are made from recycled materials, using all-Italian technologies, and are the result of a zero-kilometer, measured and traceable production and supply chain.”
It’s not just with Radici — this trend is playing out through much of the industry. Sustainability seems to be a neutral goal with broad support and a wide array of proponents.
It is not new in textiles, but the consumer and brand support have taken it to a place where real and tangible investments and practices are taking hold. No longer is it at topic of fringe environmentalists — it has entered the mainstream.
Sustainability initiatives in textiles face challenges, but they aren’t happening in a vacuum. If those achievements are rewarded by brands and consumers, that is all the positive motivation necessary to make sustainability goals front and center.
The new Aqualung XSCAPE wetsuit. Photograph courtesy of Alicia and Jim Ward/Aqualung
Aqualung’s new XSCAPE collection was designed with the environment in mind from the sustainable fabric choices down to the eco-friendly packaging.
By Rachael S. Davis, Executive Editor
France-based Aqualung, a global designer and manufacturer of dive and water sports gear, just launched the XSCAPE collection comprised of a wetsuit, rashguards and leggings
for water sports including snorkeling, freediving and paddling.
The 4+3 millimeter wetsuit is designed to be thicker in places where additional thermal protection is required, but flexibility is not an issue, such as in the torso; and slightly thinner in the arms, legs and armpits to increase flexibility in those areas of the body. The suits are for warm waters between 20 and 28°C.
The company’s goal was to create the “ultimate eco-friendly wetsuit.” With that in mind, Aqualung selected Yulex® rubber instead of traditional neoprene. The composite wetsuit material features the Yulex natural rubber core layer, which is laminated to XFlex™ polyester fabric using a water-based Aqua ™ glue. The XFlex fabric is made from 100-percent recycled material.
“Traceability in sustainability and confidence in high performance products led us to choose Yulex,” said Catherine Botalla, Wear R&D manager, Aqualung. “Yulex produces natural solid rubber from FSC®-certified forests [Forest Stewardship Council], meaning there is not deforestation, no pesticides and no human rights violations. The Yulex rubber we use is also cleaned from impurities, has little to no odor, improved elongation and protects against type 1 latex allergy.”
Additionally, the XSCAPE wetsuit comprises a ThermoShield™ chest panel — a fleece layer strategically placed on the chest for additional warmth; and SupraTex™ kneepads, for flexible, high-abrasion resistance. The wetsuit is constructed with double-glued, double-thread stitched seams that are sealed inside the suit for comfort and to prevent bursting.
Aqualung’s XSCAPE collection also features a rash guard and leggings for women. Photograph courtesy of Alicia and Jim Ward/Aqualung
The XSCAPE collection includes a coordinating long-sleeved rashguard and matching leggings for women, as well as a short-sleeved and long-sleeved rashguard for men. The rashguards, which may be worn as an additional layer under the wetsuit, protect from sunburn as well as jellyfish stings. The ultraviolet protective top and leggings are 85-percent polyester and 15-percent spandex, with the chloride-resistant polyester produced from 100-percent recycled plastic bottle material.
All products come in plastic-free packaging and carry recycled cardboard hangtags.
“Aqualung is committed to using environmentally-friendly materials and processes whenever possible to help reduce our carbon footprint, and we made design choices to ensure the XSCAPE collection was as sustainable as possible,” said Laurent Boury, senior vice president of Brands at Aqualung Group.
“The XSCAPE collection continues Aqualung’s legacy in innovation, and their tireless work to create the most forward thinking and eco-conscious dive company in the world,” said Aqualung global ocean ambassador Philippe Cousteau Jr., the grandson of one of Aqualung’s original founders, Captain Jacques-Yves Cousteau. “We all have the power to change the world with the choices we make, and the XSCAPE sets the new standard for wetsuits and rash guards that are stylish, functional and sustainable.”
For more information about Aqualung’s XSCAPE collection, visit aqualung.com
Nearly three quarters of manufacturers and distributors are optimistic about their business prospects in the next six months, according to a new industry report from Sikich LLP, a global company specializing in technology-enabled professional services. Seventy-two percent of respondents ranked their level of optimism at a seven or higher, on a scale of one to 10, in Sikich’s Industry Pulse: Manufacturing and Distribution. The survey also found that more than half of manufacturers and distributors are looking to expand their workforce in the next six months.
Sikich’s report is well in line with the recent optimism shown by spinners and others in the U.S. textile industry. “It been a dark time — especially at the start,” said one executive about the global COVID-19 pandemic. “But, beginning mid-year or so last year, things began to pick up, and we were able to salvage many of our initial goals. Now, with an ever-increasing number of vaccinations, Americans are beginning to get on the move again. And that has translated into a significant uptick in business.
“As the world slowly opens back up, manufacturers have a lot to look forward to,” said Jerry Murphy, partner-in-charge of Sikich’s manufacturing and distribution team. “This past year has showcased the resilience of the manufacturing industry. From quickly implementing safety protocols in their facilities to maintaining production in a fast-changing environment, manufacturers impressively adapted throughout the past year. Having
navigated a tumultuous 2020, the industry appears primed for growth.”
High-Tech Textiles Gain Momentum
Nanotechnology is among the more notable advances aimed at creating new and more diverse fibers for various uses in both high-technology applications and everyday fabrics. Nanotechnology deals with dimensions and tolerances of less than 100 nanometers, especially the manipulation of individual atoms and molecules.
Nanotechnology is being used to impart certain aspects to natural fibers, such as antimicrobial properties, self-cleaning properties and enhanced durability. Such textiles are being increasingly adopted by sectors such as medical apparel. Nanotechnology is also being used to develop natural alternatives to artificial fibers. For instance, graphene-strengthened natural jute fiber composites have high strength and durability. This trend is expected to have a strong influence on textile product mills, especially in North America and Europe.
In the healthcare industry, fabrics can be created for use in drug delivery and the healing of wounds. Silver nanoparticles, according to an article by Dr. Priyom Bose, who holds a Ph.D. in Plant Biology and Biotechnology from the University of Madras, India, can be used in products for burn dressings and scalds. They can also be used to screen heart rate, body temperature and breathing rhythm.
Further, Bose said, nano-fibers provide a high degree of resistance to extreme temperatures, are durable, embedded with antibacterial properties and can include multipurpose nano-sensors. These attributes make them valuable for various military applications.
Market research firm Technavio has recently released a report on the “E-textile Market by End-user and Geography – Forecast and Analysis 2020-2024.”
According to the report, the electronic textiles market is poised to grow by $1.85 billion between 2020-2024, progressing at a CAGR of over 18 percent during the forecast period.
The demand for health-monitoring wearables is one of the key drivers of the e-textile market, which helps vendors improve their market position. Moreover, this market report also provides information on the competencies and capacities of the leading vendors along with the details of the product they offer. Technavio says that factors such as demand for health-monitoring wearables will help companies create strategies to make the most of future growth opportunities.
The firm projects that 37 percent of the market’s growth will originate from North America during the forecast period. The United States and Canada are the key markets for the e-textile market in North America. The E-textile market’s growth in this region can be attributed to the rising number of lifestyle diseases. According to the company key market drivers are high demand for health-monitoring wearables, the rising number of lifestyle diseases and increased awareness of healthy lifestyle.
Glen Raven’s CEO Leib Oehmig discusses the company’s first corporate sustainability report, “Continuing A Pattern Of Good”
TW Special Report
Founded in 1880, Glen Raven Inc., Glen Raven, N.C., has grown from its cotton mill beginnings to a global performance textile leader offering branded fabrics including Sunbrella®, Dickson®, GlenGuard®, and Strata®. The company’s three divisions — Glen Raven Custom Fabrics, Glen Raven Technical Fabrics and Trivantage® — bring a wide variety of upholstery, marine, technical shading, automotive, military, geotextile and protective workwear products to the marketplace.
Today, Glen Raven is global with locations in 23 countries and sales in more than 120 countries.
The company recently issued its first Corporate Sustainability Report (CSR), titled “Continuing A Pattern Of Good.”
“As the world evolves, we feel it is important to be more transparent about our actions, acknowledge the work we’ve done and continue to challenge ourselves to be an even stronger champion of sustainability,” Glen Raven’s CEO Leib Oehmig said about the CSR. “We owe it to future generations to continue to be a business that demonstrates success while contributing to the greater good of our planet.”
The report establishes baseline metrics across two foundational pillars:
Pillar 1 – Supporting Our People and Communities; and
Pillar 2 – Sustaining Our Planet
Each pillar focuses on four key areas — associates, communities, environmental impact and circular economy.
Textile World recently had the opportunity to speak with Oehmig about Glen Raven’s first CSR.
TW: What prompted GR to issue a report this year?
Oehmig: If you know Glen Raven well, you know this is not something that we have felt compelled to do. Glen Raven doesn’t seek publicity or seek credit for the work we do. We’re really about the work and doing the right thing for all of our stakeholders, whether that is our customers, associates or suppliers. But our stakeholders now want to know. They want us to be more transparent and want us to hold ourselves more accountable. Glen Raven
is clearly interested in this because it will make us a better company.
The “Recycle My Sunbrella” program will reach 1 million pounds of recycled material in 2021.
TW: In reviewing Glen Raven’s Corporate Sustainability Report, it is clearly both detailed and comprehensive with a high level of employee involvement. Is there a financial metric that comes into play with selecting which programs will be implemented and on what timelines?
Oehmig: At Glen Raven, one of the privileges we have as a privately-held company is that we can take a long-term view. Financial metrics are not top of mind when we start thinking about how we’re going to impact all the communities that we serve, our customers, or
our employees. What we do believe, is that if we stay true to our values and we do the things that are right for all of our stakeholders, business success will follow.
These things are so equally important to us — built around leadership and safety and volunteerism, and certainly sustainability — and we will find a way to bring things along together.
This is a journey, but we want to have a high level of urgency surrounding all of the goals.
TW: Glen Raven is known for innovation and is a past recipient of the Textile World Innovation Award. What technology advances do you see having the greatest impact on the company’s sustainability goals?
Oehmig: Equipment manufacturers are making investments and they are thinking about the same things that we are. We work hand-in-hand with them and have partnerships with our suppliers — and I’m not speaking just for textile processing, but all things related to our broader textile manufacturing processes — and are working together on how to make the process more efficient, create less waste and consume less energy. Even in our building construction. Our last major greenfield project, which was our distribution center — and people generally don’t think much about a distribution center and a warehouse — but it was important to us that that project be LEED [Leadership in Energy and Environmental Design] certified. We keep that top of mind in everything that we do, and for our projects going forward, we’ll continue to work hand-in-hand with our contractors, system providers and all of our equipment providers to make sure that we are leading in terms of the equipment we are deploying.
I also want to say that a large part of our focus over the past decade has been on reducing waste and reducing waste streams with a goal of having all of our global operations producing no waste that ends up in a landfill. We’re still on that journey, but we are very close. Part of that is reducing the materials that we use and also providing other applications and creating other products to utilize those waste streams.
Sunbrella’s RETWEED Collection, which is made using up to 93-percent recycled content, is liked by customers for its unique characteristics.
Through some innovation, new technology and our design work, we’ve been able to take these waste streams and create beautiful products from them. In 2020, we launched our RETWEED Collection, which is part of our Renaissance fabric program that began in 2008. And it’s interesting —we wanted to be able to utilize our waste streams and have products that were created with a high level of recycled content and we thought it was something that would really resonate with our customer base, which it did. But what was also interesting was the design elements that resulted [The composition of Renaissance yarns results in the occasional natural variation in shade or specks of color that add to the visual interest of the fabric]. People were choosing those products as much for the aesthetic value as they were for the environmental consciousness that went into creating them.
In 2009, we created the Recycle My Sunbrella program. To date, we have processed nearly 1 million pounds of waste into new products through this program. We want to double that utilization by 2025. We have such momentum and are very comfortable with that goal. But the point is, all of this is something that we have been focused on for well over a decade now as it relates to these recycled waste streams, which goes into this broader picture of “How do we become less impactful on the environments in which we operate?”
TW: Merit, opportunity and inclusion have always been central to Glen Raven’s culture. How can you ensure the diversity goals continue to support these tenets?
Oehmig: If you look at Glen Raven’s ethos, something fundamental to us is a heart for people. We believe having a different point of view and bringing all those viewpoints together makes you better. And we’ve learned that in many ways, but definitely through globalization. As the company has created a global footprint and really embraced the cultures and communities in which we operate, we have seen the value that is created when you bring different points of view together with a single-minded focus on pushing the business forward and continuing to do good things. We want to elevate that and expand that idea. Diversity is something that we haven’t always thought about in terms of just diversity. We thought about it in terms of “How do we bring a group of people together with a range of life experiences, a range of work experiences and a range of points of view all based in what is foundational to Glen Raven’s values so we can work together and
create something special?” We have seen the benefits of that throughout the company’s history, and we want to elevate and accelerate that. We felt like making our goals around diversity and inclusion more transparent will not only challenge us, but will also hold us accountable for achieving those goals and exceeding them.
TW: Many of the sustainability initiatives set 2025 as the targeted timeline. Is this aggressive, or representative of the current level of momentum and progress?
Oehmig: We’ve had so many of these practices in place throughout Glen Raven’s history and definitely have great momentum around these initiatives. Most of the efforts are already in flight and have been in flight for a long time. So now it’s just driving a stake in the ground and holding the company accountable to not only those goals, but really to exceed those goals. And Glen Raven is perfectly comfortable with the timeline, and we’re confident we will exceed the goals that we have established.
TW: How does sustainability impact Glen Raven’s multi-phase, global expansion plan?
Oehmig: To the extent that the sustainability report would impact our capital investment plans, it really is just informing those plans. When our engineers are meeting contractors, and our manufacturing engineers are meeting with the equipment manufacturers, we’re talking through these same opportunities in their development and asking what we can do differently and what can we do to lean in and do to really push technology in support of our sustainability reporting. Our partners have been very supportive. Everybody has a role in this whatever position you play in the total value chain.
It’s going to take all of us working together in order to have the greatest impact both in the communities and on the planet.
TW: How do you see Glen Raven’s position in the industry as it relates to corporate responsibility?
Oehmig: If a company like Glen Raven is leading a collaborative effort and working with our equipment manufacturers and our raw material suppliers and informing and educating and trying to create new innovations that may address many of the issues we are facing, that’s a position we’d like to be in.
We all have our intellectual property that we seek to protect. But at some point, you have to find a balance. We have people in this industry who are very talented and we’ve got to figure out a way to work together to have a positive impact on the future.
Techtextil North America returns to Raleigh, N.C., August 23-25, 2021, for the textile industry’s first major in-person event since the pandemic shut down.
TW Special Report
For many in the textile industry, Techtextil North America (TTNA) has been a staple for meeting old friends, networking with members of the industry and exploring the latest innovations in the technical textiles space. Event organizers Atlanta-based Messe Frankfurt North America are looking forward to “reuniting the industry for three days of networking, education, and business development,” when the show returns to Raleigh, N.C., August 23-25, 2021.
“We have received so many positive and hopeful messages from both exhibiting and visiting companies about the upcoming show in August,” said Kristy Meade, show director for Techtextil North America and group show director at Messe Frankfurt North America. “After such a tough year, we’re really looking forward to getting back to business, starting with reuniting the industry on the show floor.”
Adding Pavilions
Aside from the latest innovations and supply chain solutions for the technical textiles industry including high-tech fibers, functional apparel fabrics, smart textiles, composites and nonwovens, TTNA is adding two new pavilions. The 2021 edition of the show will include the first-ever Texprocess Americas pavilion, supported by The Sewn Products Equipment & Suppliers of the Americas (SPESA). The pavilion — featuring manufacturers and distributors of machinery, equipment, parts, supplies, systems, technology, supply chain solutions, and other products and services used for the development of sewn products — is designed to foster new business opportunities and strategic partnerships between exhibitors and attendees. Leaders from across the industry will be given the chance to meet, learn, and see equipment functionality firsthand.
According to the Messe Frankfurt, SPESA also will once again collocate its Advancements in Manufacturing Technologies Conference with Techtextil North America in 2021. The conference features presentations and panel discussions from SPESA members about the products they make, as well as the challenges they face as they aim to improve efficiency, speed, and accuracy in sewn products manufacturing.
Textile Care
The second new pavilion is the Textile Care Pavilion, powered by the Clean Show. This area will showcase the latest products and technologies for the textile care sector from treatment to finishing to after-market care. The Textile Care Pavilion aims to include innovative products and services in:
Washing, drying equipment;
Water technology, utilities, energy saving;
Green product technology;
Agents and systems for the cleaning, finishing and disinfection of textiles; and
Logistics and material flow.
Accelerating Technology Focus
The Techtextil North America Symposium is dedicated to showcasing advancements in research and technology for the textile industry, highlighting the latest trends and innovations, with a focus on sustainable textile practices. Attendees will have the opportunity to expand their expertise and gain a competitive edge throughout seven presentation and panel-style sessions, where industry leaders and subject matter experts will cover the hottest topics around the post-pandemic supply chain — exploring lessons learned, adaptations made, and future-oriented insights on the industry as a whole. Session content this year will also touch on topics related to the expanded product groups brought by the Texprocess Americas Pavilion and Textile Care Pavilion.
Symposium topics include:
Reinventing and Reimaging the Supply Chain ;
Digital Transformation Strategy;
Government Policies and Regulations;
Sustainability in Laundering and Textile Care;
Circular Economy;
Fabric and Materials ID; and
Nonwovens & PPE.
The Academy
New this year will be a show floor feature called The Academy, which combines Tech Talks and The Lab Sessions hosted at previous shows. According to the Messe Frankfurt, throughout the three-day event, The Academy will feature a lineup of mini-sessions, demonstrations, and panel-style discussions covering groundbreaking technical advancements and highlight the latest in textile testing for applications across industries. There also will be a Student Research Poster Program on the show floor featuring both undergraduate and graduate level research and textile innovations. Up-to-date schedules and full speaker lineup for all show floor features will be announced exclusively via the Techtextil North America 2021 mobile app, which will be available for download later this summer.
Reduced Pricing Through June 18, 2021
Visitors to Techtextil North America can register to attend and purchase exhibit hall badges and symposium passes online. Messe Frankfurt is offering reduced pricing for advanced registration until June 18, 2021.
A New Start
As the COVID-19 restrictions wane and vaccinations take hold, TTNA is just the medicine needed to return to a level of normalcy in the industry. Last March, the industry was poised to meet in Atlanta for TTNA when the pandemic took hold cancelling all in-person opportunities. The industry has not been in hibernation — far from it — and the mobilization to attack the personal protective equipment shortages was immense. Now, as a new normal sets in, what was missing is the feeling of community, interaction among colleagues and the ability to stumble upon new and interesting ideas. For the editors of Textile World, that is what always seems to happen at TTNA and it’s an opportunity to see the industry in person.
For more information about Techtextil North America 2021, including the full pricing structure and deadlines, visit techtextilna.com; or register now bit.ly/33stddX.
Trützschler Man-Made Fibers’ MO40-C BCF filament yarn extrusion system
Technology companies innovate to solve problems for the man-made fiber industry.
TW Special Report
The origins of the man-made fiber industry go back as far as the 1800s. But famously, it was the discovery of nylon by DuPont chemist W.H. Carothers almost 90 years ago that truly launched the industry. Polyester soon followed nylon; and in the years since those early discoveries, many more man-made polymers have been developed. There are lots of processes for turning these polymers into a useable fiber form, as well as downstream processes for imparting desired fiber properties. Man-made fiber technology companies continuously work to innovate for the sector, reacting to industry trends and needs.
Read on to learn about some of the latest technologies developed for the man-made fiber market.
Spinning Plants, Lines
Italy-based 4M Plants S.r.l. offers multifilament spinning plants designed for maximum flexibility and ergonomics. Its compact spinning lines are suitable for polyester and polypropylene (PP) continuous multifilament partially-oriented, fully-drawn and high-tenacity yarns. The OMNIA series offers fast installation and parameter setup to maximize return on investment and reduce production costs even on small lots. 4M reports its “plug, run and earn” claim is its standard and not merely marketing. The smallest standard Omnia may be installed and entered into production within one day.
4M’s standard spinning machine is a single-sided plant with a single extruder up to 60/30 and from 2 to 6 spinnerets. 4M also offers the Mirror spinning machine — a double-sided machine featuring multiple extruders up to 90/30 and up to 6+6 spinnerets.
All plants are fully customizable and are equipped with intuitive software with a touch-screen interface. 4M builds and tests each machine for at least week under production conditions before delivering the technology to its customers.
In order to accelerate its expansion strategy in the polymer processing market with complementary offerings, Switzerland-based Oerlikon recently entered into an agreement to acquire Italy-based INglass S.p.A., a producer of high-precision polymer flow control equipment. Once the transaction is complete, the company will rename the Oerlikon Manmade Fibers division — comprised of the Oerlikon Barmag, Oerlikon Neumag and Oerlikon Nonwoven brands in addition to INglass — the Polymer Processing Solutions division. This division will be further divided into two business units: Flow Control Solutions, which will combine Oerlikon Barmag’s gear metering pumps business with INglass’ HRSflow operations; and Manmade Fiber Solutions, which will continue its focus on plant and engineering solutions for polyester, PP and nylon production. The deal is expected to close in the second quarter of 2021.
“We see great potential for growth in our new Flow Control Solutions business unit,” said Georg Stausberg, Polymer Processing Solutions Division CEO and member of the executive committee of the Oerlikon Group. “The businesses form the two core growth pillars and benefit from each other in global market development, in modern and digitized production, and in customer services. We also see potential synergies in R&D by combining existing know-how in the field of polymer processing.”
Since ITMA — when Oerlikon debuted the compact eAFK Evo texturing machine developed in conjunction with Unifi Inc., which features a very short twisting zone and EvoCooler cooling component — the company has introduced updated AS H 32 and AS H 38 yarn suction devices/hand injectors, which are standard components on all spinning positions. The devices offer the same yarn tension using lower compressed air consumption, an ergonomic compressed air valve and the ability to make finer adjustments to the yarn suction force in applications needing a high suction performance. Oerlikon reports the devices have been in operation for some months in several pilot projects — a tape yarn system located in the United States and in a bulk continuous filament (BCF) yarn application in Europe.
Germany-based Trützschler Man-Made Fibers recently introduced the MO40-E four-thread extrusion system — a flexible solution for spinning both standard and high count BCF carpet yarns using polyethylene terephthalate (PET), nylon or PP. The machine is a sibling of the MO40-C BCF extrusion system introduced at ITMA 2019 and part of its Optima family of compact spinning solutions offering high production output per square meter of floor space.
The MO40-E was designed for high count yarns with the smallest single filament titres to meet the demand for smooth, velvety surfaces in carpet production. The MO40-E increases the maximum number of individual filaments by 50 percent up to 750 filaments. A widened quenching cabinet ensures cool process air evenly reaches all individual filaments so still hot and soft filaments do not stick together after exiting the larger spinnerets.
In addition to the niche high-count yarns, the MO40-E can produce standard BCF yarns with titres of 3 denier per filament or more. Its working window ranges from 500 to 7,000 dTex. For standard production, an adapter allows a standard spin pack to be inserted into the spin beam. Four ends can be spun and wound simultaneously on bobbins.
Trützschler reports it soon will grow the Optima family with the TO40, a tri-color BCF extrusion system currently in development. This TO40 integrates smartFLEX components into the Optima platform to simultaneously process three different colors of polymer chips for tri-color yarns to be used in mélange and contemporary sprinkled carpets.
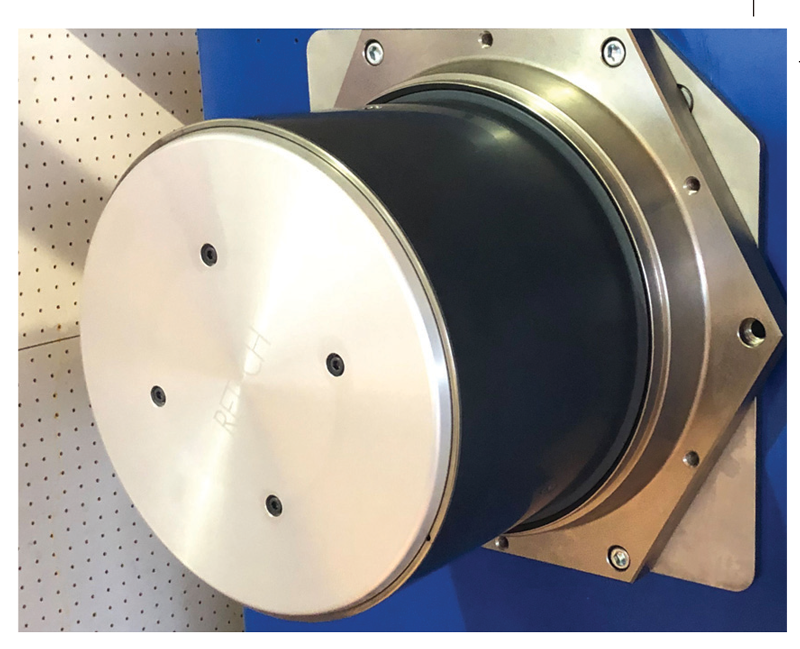
Retech’s Ø 320 mm model godet roll features an extended dwell time for optimal processing of performance yarns.
Spinning Components
Switzerland-based Retech AG is a specialist in components and godet rolls for heating and drawing man-made fibers, as well as yarn tension monitoring devices. The company recently introduced two new godet rolls — the Ø 250 mm model developed for technical yarns, and the Ø 320 mm model designed for high-performance fibers such as aramids.
The Ø 250 mm godet roll features an ideal yarn length of 420 millimeters (mm) for processing eight or 12 threads at a time. According to Retech, the extended 250-mm-diameter allows for higher speed with the same dwell time — with speeds of up to 6,500 meters per minute (m/min) possible while applying a torque value of 15Nm through the full speed range. The godet roll reaches a temperature of 250°C with a temperature profile of ± 1.5°C over the working width of the roll. According to the company, these upgrades make it possible to process a wider range of yarn counts compared to its predecessor, the Ø 220 Series.
The Ø 320 mm model features various lengths that are ideal for serpentine yarn paths to multi-enlacement, but suit practically all machine types and yarn paths, according to Retech. To allow optimal processing of high-performance yarns, the godet roll features an extended dwell time, influenced by speed and diameter, to optimize heat entry into the yarn. The roll offers temperatures of up to 400°C, torque values of 35 Nm, and speeds of up to 1,500 m/min.
According to Retech, yarn manufacturers can be secretive about applications and new product developments, so it can be difficult to determine exact characteristics and requirements driven by the industry. “Comparing required customized solutions shows us trends regarding the market demand for godet rolls,” said Ralph von Arx, Retech CEO. “It becomes our ambition to innovate the one godet roll meeting these latest customer needs. We continuously touch today’s technical limits and stretch to tomorrow’s possibilities when developing. We take the risk, and try to optimize at the edge.”
The MRSjump from Gneuss offers decontamination and intrinsic viscosity control in one step.
Recycling post-consumer PET plastic bottles into new fibers is a well-established process. However, the processes used to recycle such materials don’t effectively handle other post-consumer PET sources, such as post-industrial fiber waste without implementing additional processes downstream from the extruder to resolve unacceptable mechanical properties. Germany-based Gneuss Kunstsofftechnik GmbH attempts to solve this problem with the Gneuss MRSjump extruder for PET, which offers decontamination performance and intrinsic viscosity (IV) control in one step.
According to the company, the decontamination performance of its MRS PET extruder has been enhanced with an increased surface exchange rate under vacuum so that partial polycondensation takes place within the extruder maintaining the input IV. The MRSjump also can maintain the inevitable residual moisture level variations of the input material by controlling the long residence time of the polymer under vacuum and the intense devolatization. Materials do not need to be pretreated and there is no additional melt or solid phase IV boosting process needed post-extrusion.
Gneuss reports the advantages of the MRSjump include the possibility to recycle previously unrecyclable materials, improved material quality, greater flexibility, smaller machine footprint, lower energy consumption and more simple operation.
BB Engineering’s Visco+ is offered with its VacuFil recycling system or as an upgrade to existing systems.
Germany-based BB Engineering was established more than two decades ago as a joint venture between Oerlikon Barmag and Brückner Group GmbH. The company specializes in construction, engineering and production of machine components and complete systems for films and yarn. The company recently added the Visco+ vacuum filter for targeted IV setting to its melt filter portfolio. The large area vacuum filter was designed to produce a homogenous, pure melt when processing PET production waste, but also offers a homogenous viscosity when using virgin raw materials.
Visco+ is part of BB Engineering’s VacuFil recycling system, but also now is offered as a separate and easily integrated upgrade to existing systems. In addition to decontamination, the Visco+ offers IV homogenization if an existing production system is struggling with fluctuations, as well as IV increases without the negative impacts associated with long residence times. The Visco+ operates like a liquid-state polycondensation unit, and BB Engineering reports a unique patented process “enables fast and flexibly-controllable viscosity build up and reliable viscosity monitoring of the polyester melt.” Contamination is effectively removed from the starting material using an automatically regulated high-performance vacuum that operates between 1 and 30 mbar.
Saurer Fibrevision’s FibreTQS for ATY Control in air-textured yarn processes.
Testing Instruments For Man-Made Fibers
England-based Saurer Fibrevision Ltd. — represented in the United States by Fi-Tech Inc., Richmond, Va. — offers the Fibrevision FibreTQS for ATY Control. This advanced quality monitoring system offers total control for the air textured yarn (ATY) process using a single optical sensor to measure a range of parameters including bulk diameter and denier variation. FibreTQS characterizes the core and loop structure of the yarn in order to assess quality; as well as short-term variation in the yarn profile to identify general process instability, slubs or thin places that can result from jet contamination. The FibreTQS both improves the quality of first-grade yarns and also results in a lower percentage of second quality packages and reject yarn by identifying steady state bulk or texture faults that are a major cause of downstream processing problems usually only identified by knit and dye tests.
Data from the sensors shares quality fault and summary data distributed in sections with the FibreTQS PC software, which stores data for each package produced and can generate user-friendly reports.
Greenville, S.C.-based Measured Solutions Inc. represents suppliers of spinnerets, spinneret cleaning equipment and inspection systems, and testing instruments. The company offers its services — including sales, service and ISO calibrations — to the fiber and yarn industry in North America, Central America and parts of South America.
Textechno Herbert Stein GmbH & Co. KG, Germany, represented by Measured Solutions, has introduced the MDTA4 — the latest generation of its micro dust and trash analyzer for cotton or man-made fibers including recycled fibers. The instrument measures fiber length, diameter, neps, fiber to metal cohesion, and fiber to fiber cohesion, among other properties. The tester also can produce a sliver for further testing or sample yarn spinning. Textechno also offers the COVAMAT automatic capacitive evenness tester for filament yarn. Covamat features an integrated 24-position automatic package changer. Textechno also recently updated all its instruments — including the Statimat, Dynafil, Texturmat, Favimat+ and Covafil —to the latest Windows 10 operating system.
Schwing Fluid Technik GmbH offers the VacuClean range of spinneret and filter cleaning systems
Germany-based Schwing Fluid Technik GmbH, also represented by Measured Solutions, has expanded its VacuClean range of spinneret and filter cleaning systems. The new units include a smaller Compact VacuClean, and larger vertical systems to clean candle filters.
Another company represented by Measured Solutions, New York City-based Aspex Inc., is the maker of the SpinTrak™ System — a fully automatic spinneret inspection system. The SpinTrak recently was updated with new Windows 10 software and offers a new Multi-Scan multiple hole inspection feature for staple fiber applications.
In addition, Zurich-based Rothschild Instruments, represented by Measured Solutions, recently launched the MEMO-TENS R-3010 — a small, light, portable electronic tensiometer. This new concept for yarn tension measurements on multiple yarn production machines is suitable for fast data acquisition in the whole plant, according to the company. The company’s previous tensiometers were comprised of three components — measuring electrode, electronic tensiometer, and a PC or laptop — that had to be moved in a plant using a trolley and required access to an electric power source. The new tensiometer, on the other hand, features miniaturized electronics that allows all parts to be combined in one compact head measuring 30 x 160 mm and weighing 220 grams. The MEMO-TENS R-3010 plus a lightweight tablet are easily carried around the manufacturing plant to record measurements as needed. The instrument has a measuring range of 0 to 1,000 centiNewtons and enough memory for up to 150 position measurements.
Eastman recently introduced Naia™ Renew cellulosic staple fiber made using 60-percent wood pulp and 40-percent recycled waste plastics.
Innovation, collaboration and a carbon-footprint-focus abound in the polymer and fiber industries.
TW Special Report
The topic of sustainability has grown to a point that virtually every sector of manufacturing has sustainability initiatives. There is no shortage of headlines on the subject in Textile World, fiber and polymer companies included. Demand by consumers and apparel brands are driving sustainability initiatives beyond recycling to consider the entire carbon footprint. New brands are emerging and partnerships formed to gain position in the sustainability space.
Naia™ Renew Cellulosic Staple Fiber
Kingsport, Tenn.-based Eastman recently launched its Naia™ Renew cellulosic staple fiber for the women’s casual wear and loungewear market. According to the company the fiber is made using 60-percent wood pulp and 40-percent recycled waste plastics.
“With more consumers seeking all-day comfort and style, the need for sustainable yet soft, cocooning clothing is higher than ever,” said Carolina Sister Cohn, Eastman’s global segment market manager for fashion. “Today, shoppers looking for sustainable options are not willing to compromise on style nor on quality or durability. Naia Renew staple fiber offers sustainable comfort every day, everywhere.”
According to Eastman, the fiber is produced using wood pulp sourced from certified forests, and the recycled plastics feedstock is generated via Eastman’s patented carbon renewal technology (CRT) (See “The Recycled Plastics Challenge: Eastman’s Focus On Revolutionizing Recycling,” TW, January/February 2021). CRT is an integrated molecular recycling technology that breaks down waste plastics into basic molecular building blocks for the manufacture of new products including fibers.
Lenzing now offers Tencel™ branded modal fiber featuring Indigo Color Technology for the denim industry.
Lenzing’s VEOCEL™ Brand, Modal With Indigo
As of June 2021, Austria-based Lenzing’s Veocel lyocell fibers will be available as certified CarbonNeutral® products with a carbon footprint reduced to net-zero, according to The CarbonNeutral Protocol. This achievement was the result of Lenzing’s ambitious goals over the past few years and its collaboration with Natural Capital Partners, a corporate climate action program company. Lenzing was able to reduce its carbon emissions to net-zero with higher production efficiencies, renewable energy sources and low carbon materials, among other methods. Lenzing nonwovens customers now can reduce climate impact by using the carbon-neutral Veocel fibers in their own processes.
“At Lenzing, we are very proud of the progress we have been making to address climate change,” said Robert van de Kerkhof, member of the board of Lenzing. “The new carbon neutral Veocel Lyocell fibers will play a big role in contributing to our goal to become a net-zero company by 2050. At Lenzing, we understand that caring for the environment isn’t just good business, but good for the business.”
Lenzing also recently introduced a sustainable Tencel™ branded modal fiber featuring Indigo Color technology for the denim industry. A one-step spun-dyeing process allows Lenzing to incorporate indigo pigment directly into the fibers, which “delivers superior color fastness relative to conventional indigo dyeing whilst using substantially fewer resources.”
“By upending traditional manufacturing processes and implementing our pioneering technology along with renewable and eco-responsible materials, Tencel Modal with Indigo Color technology sets a new benchmark for indigo application and sustainability in the denim industry,” said Florian Heubrandner, vice president, Global Textiles Business at Lenzing AG.
IVL’s Deja™ Carbon Neutral PET
Bangkok-based Indorama Ventures Public Co. Ltd. (IVL) has created and expanded what it refers to as a “portfolio of sustainable solutions under its Deja™ brand.” IVL reports its Deja Carbon Neutral PET pellet is a carbon neutral PET pellet solution. The company is working to grow its Deja portfolio, which includes sustainable PET and rPET in polymer and fiber forms.
K. Agarwal, CEO of Indorama Ventures, said: “We are pleased to continually grow the Deja low carbon performance PET, rPET and polymer brand platform. Working throughout the supply chain, Deja offers sustainability by giving converters credibility, retailers accreditation, and end consumers the assurance of transparency and high performance as standard. Deja demands more from our PET and less from the environment by recycling and transforming PET into extraordinary, sustainable products across multiple applications that perform as they protect the future.”
In other IVL news, fiber producer FiberVisions and spunlaid nonwoven manufacturer Avgol — both IVL companies — are collaborating and working with scientists at Polymateria Ltd. to commercially harness “biotransformation” technology pioneered by the London-based based company. This patented technology can alter the properties of polyolefins so that they become biodegradable in a natural process. During the degredation process, the material first decomposes into a wax. Environmental bacterial action then further degrades the wax into carbon dioxide, water and biomass. Polymateria hopes the biotransformation technology will find applications in non-virgin resin recycling, as well as solving the problem of items that have not been properly recycled or disposed.
“With 32 percent of all plastic winding up in our natural environment each year we need to ensure we are working with partners who can enable scalable solutions to address what is becoming close to a 100 million tons per year problem,” said Niall Dunne, Polymateria CEO. “Indorama has a strong track record on sustainability and shares our mission and values. The trust that has emerged between our businesses has been grounded in science and a shared mission to tackle the plastic pollution pandemic at scale”.
Developing Carbon-Negative Insulating Fiber
West Sacramento, Calif.-based carbon negative materials company Origin Materials Inc. and Latham, N.Y-based PrimaLoft report they will collaborate to develop carbon-negative, insulating, high-performance fibers focused on outdoor, fashion, and lifestyle brands, as well as home goods applications such as hypoallergenic insulated bedding.
A recent press release stated that: “The collaboration builds on PrimaLoft’s ‘Relentlessly Responsible™’ mission to elevate both performance and sustainability, through innovation. The platform includes PrimaLoft® Bio™, which was developed and launched into the market in late 2018 as an effort to battle microplastics in the ocean; PrimaLoft P.U.R.E.™, which provides materials manufactured with greater than 50-percent carbon dioxide savings; and PrimaLoft’s post-consumer recycling initiative.”
“We are thrilled to partner with PrimaLoft, a leader in sustainability and advanced, engineered insulating products for apparel, outdoor gear, and home goods,” said Origin Materials co-CEO Rich Riley. “We have a shared vision for how materials can help the world transition to net zero carbon as soon as possible. Together, we can develop innovative solutions that will bring tremendous value to PrimaLoft’s customers and result in a significant reduction of carbon emissions in the apparel, outdoor, and home goods sectors.”
Macron, RadiciGroup Collaborate
Recently sportswear brand Macron and RadiciGroup, both based in Italy, joined forces announcing they will collaborate, each sharing their expertise to develop and make sustainable, technical, high-performance sportswear. The line features sport socks made using RadiciGroup’s Renycle® recycled nylon 6 yarn — a “high-value material with excellent resistance, dyeing characteristics, softness and versatility,” according to the company. RadiciGroup takes recovered production scraps, converts them back to polymers to be spun into yarns with technical characteristics comparable to yarns made using virgin materials. According to RadiciGroup, Renycle reduces carbon dioxide emissions by almost 90 percent, and generates energy and water savings of more than 87 percent and 90 percent respectively.
“A circular economy cannot be achieved by acting alone,” stressed Angelo Radici, RadiciGroup president. “As upstream players in the supply chain, we have always tried to share our knowledge of materials and deliver solutions featuring both better performance and respect for the environment. Furthermore, it is also crucial to find customers who are equally sensitive to these issues and can become strategic partners in the development of innovative and sustainable solutions. With Macron, we have worked as a team to create winning sports socks, because they are made from recycled materials, using all-Italian technologies, and are the result of a zero-kilometer, measured and traceable production and supply chain.”
A sample sockmade using Teijin Frontier’s recycled raw material Nanofront® ultrafine polyester.
Nanofront® Ultra-Fine Polyester From Teijin
Tokyo-based Teijin Frontier Co. Ltd. has developed technology for the mass production of a new Nanofront® ultrafine polyester. According to the company, this is the first nanofiber to be made using recycled raw materials. The goal is to use the technology to produce all of its polyester fiber products from recycled raw materials, replacing filament and textiles made from petroleum-derived raw materials that are used in sportswear, functional clothing, and industrial uniforms, among other products.
Teijin Frontier reports it has solved the issues in mass producing ultrafine fibers using recycled polyester by engineering new polymer control and spinning techniques. A key step in the process is its proprietary sea-island composite fiber processing technology.
Green Fiber’s special recycled trilobal fibers may be used in filtration applications.
Greening Up 2 Billion PET Bottles
Romania-based Green Fiber, part of the wider Green Group family, recently announced that the business is recycling more than 2 billion polyethylene terephthalate (PET) bottles annually into sustainable polyester staple fiber products for a variety of end-uses.
Green Fiber works in tandem with sister company Green Tech, a PET recycler in Europe, to close the circular loop by creating sustainable fibers made using recycled PET bottles into polyester staple fibers. According to the company, this system results in a 50-percent reduction in carbon dioxide emissions, compared to processing virgin fiber material alternatives.
“As part of our regenerative role of both producer and recycler, we are proud to recycle over 2 billion PET bottles a year which are then transformed into sustainable fibers for an array of crucial industries,” said Alina Elena Genes, general manager of Green Fiber. “Furthermore, as we are the largest producer of 100-percent PET recycled fibers in Europe with a range of products emitting 50-percent less in carbon dioxide emissions compared to virgin fiber alternatives, we believe it’s now essential for sustainable businesses to use our fibers if they are serious in reducing their carbon footprints.”
Nilit: Breaking Down Nylon 6,6
Israel-based Nilit has introduced Sensil® BioCare nylon 6,6, which incorporates technology proven by an independent lab to break down the BioCare fibers faster than conventional nylons. Test simulations included both landfill soil and sea water to study the impact of Sensil BioCare in both environments. Nilit reports the “Sensil BioCare showed remarkable disintegration in both simulated environments during the test periods in comparison to nylon fiber that does not include the special technology.”
“We designed our new Sensil BioCare to help reduce the potential impact of synthetic fabrics on the Earth’s ecosystems,” said Ilan Melamed, NILIT general manager. “We provide consumers the same performance, comfort, and durability they expect from Sensil premium nylon along with the peace of mind that they are making a positive choice for the planet.”
According to the company, the proprietary technology incorporated in Sensil BioCare will not wear off, wash out, or interfere with other performance additives, finishes or dyes.
Brand Involvement: H&M Group, Inter IKEA Group, Stora Enso, and LSCS
Stockholm-based TreeToTextile — owned by H&M Group, Inter IKEA Group, Stora Enso, and LSCS Invest — is investing 35 million euros ($42.4 million) to construct a demonstration plant in Sweden. The move is in response to the growing global demand for sustainable fibers, and TreeToTextile sees the plant as the critical next step in the commercialization of a new sustainable textile fiber made from renewable and sustainably sourced raw materials from the forest. The company’s regenerated cellulosic fiber technology produces biobased textile fibers with a low environmental footprint at an attractive cost, according to TreeToTextile.
“Our technology has the potential to reduce the environmental footprint of the textile industry significantly,” said TreeToTextile’s CEO Sigrid Barnekow. “With our owners’ support, innovative agendas, know-how, and size, we assess that TreeToTextile can play an important contributing part globally, in enabling the textile industry to become sustainable and circular.”
Mohawk’s SmartStrand carpet, such as the Charming Approach collection, features renewable plant-based ingredients.
Mohawk’s Eco-Friendly EverStrand
Calhoun, Ga.-based Mohawk has announced plans to refresh its EverStrand and EverStrand Soft Appeal product lines. The polyester fiber carpet is made using polyester from Mohawk’s Continuum recycling process, which has processed more than 50 billion bottles since the program began. According to the company, approximately 63 reclaimed plastic bottles go into making each square yard of EverStrand carpet.
Mohawk’s SmartStrand products incorporate some renewable plant-based ingredients. Introduced more than 15 years ago, Mohawk is working to reinvigorate this brand also. “SmartStrand is our exclusive and differentiated soft surface offering,” said Denise Silbert, vice president of marketing, soft surface. “We are renewing our focus and simplifying the message of SmartStrand to reinvigorate the collection.”
Mohawk also recently expanded its ReCover Carpet Recycling Program to include residential carpet. The paid service facilitates repurposing old carpet into new carpet, padding and other products. Since the program began, it has diverted 159 million pounds of commercial carpet from landfills, according to the company. “There is a growing need for sustainable flooring solutions because today’s homeowners are sensitive to their impact on the environment,” Silbert said. “We strive to create sustainable manufacturing processes, products and programs that will help make the world a cleaner, healthier place.”
B.I.G. Launches EqoCycle Yarns For Carpet
Belgium-based B.I.G. Yarns, a division of Beaulieu International Group, recently introduced the fully recyclable nylon 6 yarn EqoCycle. The carpet yarn is made using 75-percent recycled granulates derived from pre-consumer recycled and regenerated nylon 6, certified by Control Union for Global Recycled Standard (GRS) Certification.
“Customers have the assurance that for every 1,000 tons of EqoCycle yarn, 13,562 barrels of oil are saved and 2,700 tons of carbon dioxide emissions are reduced, compared to nylon 6 traditionally made from virgin materials,” reports B.I.G. Yarns.
“EqoCycle is a perfect example of how higher resource efficiency in our industry can promote greater circularity in our customers’ industries,” said Emmanuel Colchen, general manager, Yarns Division. “Minimizing waste, re-using materials, and saving energy and carbon emissions in production, it provides our customers and carpet brands with a new sustainable alternative that won’t compromise their end-product performance but will support their increasing focus on carbon dioxide reduction and global warming potential.”
Future Developments
It’s apparent from this quick synopsis of TW headlines that there is no shortage of sustainability news in the fiber industry. The consumer and brand demand are there, the technology is developing and many firms see these initiatives as the way forward.
Palmetto Synthetics can spin custom colors for its customers.
An advocate of green and sustainable production methods within the fiber industry, Palmetto Synthetics focuses on a range of environmentally-friendly products.
TW Special Report
Palmetto Synthetics LLC was established in 1997 in Kingstree, S.C., by founders Henry Poston, Benjie Tanner and David Poston. With an initial focus on coarse denier fiber extrusion for the abrasives industry, Palmetto quickly expanded into fine denier solution dyed polyester (PET) production.
“As the landscape of the textile industry evolved, we adapted to become an agile, customer-focused, custom-solutions supplier and have become the largest independent specialty fiber producer in the United States,” said Palmetto’s President David Poston. Today, Palmetto operates a 350,000-square-foot manufacturing facility at its Kingstree location, and has regional sales offices in China and in the United Kingdom.
Custom-Designed Solutions
Through the years, Palmetto has focused on adding value by providing custom designed solutions. “From solution-dyed polyester for the automotive industry, Palmetto Synthetics moved into apparel with finer-denier products,” Poston said. “As customer demand warranted, we began experimenting with various other thermoplastic polymers, which led us into composites, sustainable fibers and performance apparel markets.”
For Palmetto, creating custom fiber solutions means drawing from a broad pallette of options. “We welcome the opportunity to work with our customers to explore other polymer solutions,” said VP Nik Casstevens. “Along with polyester, nylon 6 and nylon 6,6, we can produce staple fibers from PLA [polylactic acid], PCT [polycyclohexylene-dimethylene terephthalate], PBT [polybutylene tereph- thalate], PC [polycarbonate], CoPET [copolyester], and thermoplastic elastomers.”
When asked about building custom products, Executive Sales Director Bart Krulic described Palmetto’s binder fiber. “Palmetto Synthetics’ binder fiber is made from recycled polymer, and it is unique in that it is amorphous and melts completely clear, which has the advantage of not affecting the color of a nonwoven fabric,” Krulic said. “When a heated calendar roll is applied to the finished fabric, the binder fiber melts and migrates to the heated side, creating a latex-like backing that makes the fabric completely recyclable compared to a coated material made using latex.”
Palmetto Synthetics’ is headquartered in Kingstree, S.C.
Adding Performance With Additives
Palmetto’s custom products included designing performance with a full range of additives. “We are able to dialogue with our customers to find additive solutions,” Casstevens said. “It’s not only pigments. We can insert a multitude of additives that can make the fiber antimicrobial, flame-retardant, and sustainable to the environment; in particular, those additives can increase biodegradation. Also, Palmetto Synthetics can incorporate additives to enhance personal micro-climate.”
Range Of Capabilities
Palmetto Synthetics offers a broad range of production capabilities and can dedicate more than 85 million pounds of fine denier staple fiber — from 1.5 to 45 denier — and coarse denier staple fiber — ranging from 45 to 200 denier — on three and two spinning lines respectively in a variety of cross section options including round, trilobal, hollow, ribbon/flat, and dog bone. “We specialize in precision color matching and our additive feed system affords us exceptional accuracy and flexibility in color matching and color control,” Casstevens said. Palmetto can also accommodate customers with a wide range of cut lengths, from 6 millimeters (mm) to 152 mm. In terms of finish, “Palmetto Synthetics can apply any finish to match the customers’ processing needs, from yarn spinning, needlepunch, spunlace and wet-laid, to name a few,” Casstevens added. The company also offers a range of U.S. Food and Drug Administration (FDA)-compliant fiber finishes.”
Palmetto has multiple recycling lines to convert post-consumer recyclable waste (right) into pellets (left) for use in its spinning processes.
Sustainability Focus
Palmetto Synthetics has multiple recycling lines capable of repelletizing material that may include recycled bottles, internal waste, and customer waste.
“For the entire history of Palmetto Synthetics, we have believed in ‘zero waste,’ and that has motivated us to install the equipment necessary to convert waste into staple fiber,” Poston said. “While the sustainability message has ebbed and flowed over time, this generation has made it clear that we need to be good stewards of this planet, and our process and products demonstrate that this goal is achievable.”
“To demonstrate our commitment to the environment, we solution-dye our staple fiber, which is the cleanest way to produce colors, since there is no effluent released into the environment,” Casstevens added.
Palmetto Synthetics specializes in precision color matching with exceptional accuracy and flexibility in color matching and color control, which makes this green solution a valuable quality for clients with a sustainability focus.
Palmetto Synthetics’ Future Outlook
When asked about the future, Poston stated, “The Palmetto Synthetics Team and I embrace the challenges of the future and partner with our customers to provide the highest quality fiber and service to enhance our mutual products.”
Palmetto has come a long way from an extruder of coarse denier fiber for the abrasives industry to today’s full service, independent specialty fiber producer providing custom solutions that add engineered performance for its clients.
Champion Athleticwear’s new Natural State Reverse Weave collection features muted, natural colors created with all-natural dyes derived from plants.
Textile manufacturers and brands are developing innovative strategies to make the textile and apparel industry more sustainable.
TW Special Report
Each year, Earth Day typically coincides with a steady flow of new stories pointing to sustainable actions textile and apparel companies have achieved or are in the process of implementing. Companies also issue their annual Corporate Sustainability Reports (CSRs), reporting accomplishments and targets for future years. Sustainability is not a new concept in the industry, but it is an issue that has great momentum at the moment. Companies from textile manufacturers to brands are reporting huge efforts to make the textile industry a more sustainable entity.
Sustainability Reports
Spartanburg-based Milliken & Company recently released its third annual CSR. The report titled “Together for Tomorrow,” highlights the company’s progress towards 2025 goals set back in 2018. According to the company, “this report creates increased accountability while inviting new conversations and collaborations as the company works to create a positive impact on the world that will last generations.”
“Together, we met the critical moments from 2020,” said Milliken’s President and CEO Halsey Cook. “We pivoted production lines, launched new innovations, and rallied our team to improve our sustainability metrics in 10 of 12 strategic categories. Our sustainability initiatives have momentum and are fundamentally changing our business.”
Milliken reported progress in 2020 in a number of its planet and product goals including: capital investments to eliminate coal as a primary fuel source; the Borchers acquisition to help the company scale its coating additives platform while reducing solvent use; and convening thought leaders at an event hosted by National Geographic Creative Works to support the plastics circularity conversation.
With regards to the company’s people goals, Milliken reported an ongoing commitment to advancing diversity, equality and inclusion; prioritizing associate safety; and launching the Milliken Leadership Model, aimed at training associates on growth leadership with purpose.
Glen Raven Inc. also just released its first CSR (“See “Corporate Responsibility In Flight,” TW, this issue). The report aims to strengthen Glen Raven’s history as a good corporate citizen.
Charlotte-based Elevate Textiles — the parent company of American & Efird (A&E), Burlington, Cone Denim, Gütermann and Safety Components — recently issued its 2021 Sustainability Report. According to the company, it made significant progress towards its 2025 sustainability goals, which include a focus on sustainably-sourced fibers, reduced water consumption and a reduction in greenhouse gas emissions. The company has aligned its goals with the United Nations’ (UN) Global Compact’s Ten Principles — which lays out fundamental corporate responsibilities for sustainability in the areas of human rights, labor, environment and anti-corruption. This follows Elevate’s own “Ten Threads of Sustainability” environmental program (See “U.S. Textiles: Pacesetters In Sustainability,” TW, July/August 2018).
Areas of progress highlighted in Elevate’s 2021 Sustainability Report include: a water recycling increase of 65 percent and a 7.5-percent reduction in absolute global water consumption since 2016; and measurement of Scope 3 greenhouse gas emissions and a reduction in Scope 1 and 2 greenhouse gases in line with a corporate goal of 2.5 percent per year.
“We are focused on providing ethically and sustainably sourced products that offer innovative solutions needed to be successful, and we view our teams and global resources as a collaborative extension and partner to our customers, suppliers, employees, communities and other stakeholders,” said Sim Skinner, president and CEO of Elevate Textiles.
In addition, Elevate announced that it has joined the Sustainable Apparel Coalition (SAC), joining more than 250 global brands, retailers, manufacturers, government entities, non-profit organizations and academic institutions that are committed to improving sustainability in the apparel, footwear and textile industry supply chains. As part of its participation, Elevate has committed to contribute data and resources to support the Higg Index, a suite of tools that measures sustainability performance that Elevate brands have been using since 2014.
“We welcome the addition of Elevate Textiles to the Sustainable Apparel Coalition and look forward to its participation in this industry-wide effort in sustainability,” said SAC Executive Director Amina Razvi. “Having Elevate and each of its top textile brands as part of the coalition widens the scope of our impact within the industry and accelerates the change we’re making towards responsible industry actions.”
High Point, N.C.-based Culp Inc. recently joined the Sustainable Furnishings Council (SFC) — “an independent, non-profit coalition of furniture industry manufacturers, retailers, and designers dedicated to raising awareness and promoting the adoption of environmentally sustainable practices in the home furnishings industry.” SFC core beliefs focus on carbon reduction, water management, product circularity, and waste reduction, among other sustainable strategies.
According to Culp, as the only publicly-traded SFC company, it plans to use its membership to increase best practices and be a leader in the home furnishings industry with regards to environmental and social change.
Recent accomplishments by Culp include the use of solar panels at a Knoxville, Tenn., facility; using hydro- and wind power at a manufacturing facility in Quebec; reusing water at a plant in Stokesdale, N.C.; and achieving Zero to Landfill certification at all of its U.S. mattress fabric and sewn cover production facilities. Culp also has seen success with its LiveSmart Evolve® upholstery fabric line, which has to date, has diverted more than 1.6 million plastics bottles from landfills, according to the company. (See “Quality Fabric Of The Month: Culp’s LiveSmart® Gets Smarter,” TW, January/February 2021).
“By joining this council, we are hoping to further our efforts of incorporating sustainable practices into our operations and have a greater positive influence in our industry,” said Iv Culp, president and CEO. “We are known as an innovative and creative company committed to managing our business in a responsible manner. This not only applies to our fabric designs and material sourcing, but to our entire company culture. We are striving to find ways of operating that are better for the environment, for our customers, for our employees, and for our communities.”
HanesBrands, Winston-Salem, N.C., recently was awarded its 12th consecutive U.S. Environmental Protection Agency (EPA) Energy Star Sustained Excellence/Partner of the Year award. The EPA launched the Energy Star voluntary, market-based partnership program in 1992 to reduce greenhouse gas emissions via increased efficiency. The Partner of the Year honor recognizes organizations that have made outstanding contributions to environmental protection through company-wide energy savings and best practices. The EPA recognized HanesBrands for lowering overall energy use as well as increasing its use of renewable energy and electricity during 2020.
In 2020, the company named its first chief sustainability officer. HanesBrands reports it also implemented 2030 sustainability goals including further reducing energy use by 25 percent, moving to 100-percent renewable electricity and launching science-based emission reduction targets.
“We’re incredibly proud to remain the only apparel company to earn sustained excellence honors in the U.S. EPA Energy Star program’s 29-year history,” said Chris Fox, HanesBrands chief sustainability officer. “HanesBrands and its 61,000 worldwide associates are deeply committed to sustainability and operating our company as if every day is Earth Day. But there is much more work yet to do. We are intensely focused on pursuing ambitious 2030 goals that will improve the lives of people, protect the planet and produce sustainable products.”
Water-Saving Strategies
Greensboro, N.C.-based Kontoor Brands — parent company of the Wrangler® and Lee® denim brands — has expanded its water-saving Indigood™ program beyond foam-dyed denim to include any technology used in apparel fabric production that utilizes at least 90-percent less water than conventional processes.
“Water is one of our most vital and precious natural resources, and as such, we are focused on advancing the sustainable and equitable management of water resources,” said Jeff Frye, vice president of product development and direct procurement, Kontoor Brands. “By expanding the Indigood program to include additional water saving technologies, we’re giving our suppliers the opportunity to select the water savings technologies that work best for their production, while also meeting the growing consumer demand for products that not only look good, but also minimize the impact on the planet.”
In other sustainability news, Wrangler recently launched the WeCare Wrangler™ sustainability platform aimed to guide sustainable innovation in three key areas — planet, product and people. The platform includes goals such as using preferred chemistry, renewable energy and sustainable cotton, as well as reducing water use.
“It matters to Wrangler what’s in our clothing,” said Tom Waldron, executive vice president, global brand president, Wrangler. “The WeCare Wrangler sustainability platform will act as our roadmap as we help lead the industry toward meaningful change that creates more positive environmental and social impacts.”
Cone Denim is commited to driving forward water conservation initiatives in its manufacturing processes.
Elevate company Cone Denim has long been committed to responsible water use and global water conservation efforts in denim manufacturing. Recently, the company released details on the next phase of its water reduction initiatives, which includes a Zero Liquid Discharge wastewater treatment facility at Mexico-based Cone Denim Parras.
“We are focused on a sustainable future and minimizing our impact on natural resources,” said Cone Denim President Steve Maggard. “To support these efforts, we’ve affirmed our commitment to the UN Sustainable Development Goals with our water conservation initiatives focused on Goal number 6: Clean Water and Sanitation. We are driving conservation efforts throughout our manufacturing processes and establishing greater transparency and improved ways to monitor, track and report our progress.”
Cone Denim also partnered with Spain-based Jeanologia S.L. on a new denim collection that is the first step in Jeanologia’s “Road to Mission Zero.” Mission Zero is the commitment to eliminating 100-percent of the waste generated during denim production. The collection features sustainable options from fabric to finish including Cone Denim Flash Finish fabric manufactured using Jeanologia’s G2 Dynamic ozone finishing ranges.
In other company sustainability news, Cone reports it is on track to use almost 3 million pounds of certified Organic Content Standard (OCS) cotton by the end of 2021 in the production of its organic denim cotton collection. The company has worked with suppliers to secure inventory of this limited cotton product. All Cone Denim mills are OCS certified to make organic yarns and denim fabrics, and the company was the first denim manufacturer to offer Oritain technology for scientific cotton origin certification.
Unifi Recognizes Brand, Textile And Retailer Partners
Unifi Inc., Greensboro, N.C., recently announced the recipients of its fourth annual REPREVE® Champions Of Sustainability Awards. As a fiber producer, Unifi has long been a champion of sustainability in its own right and certainly leads by example. The company has recycled more than 25 billion plastics bottles in its REPREVE fiber manufacturing process, which uses less energy and water compared to virgin fiber production. Unifi reports it is on track to reach its goal of recycling 30 billion bottles by 2022. (See “Sustainability In Fiber Manufacturing,” TW, this issue, to learn more about sustainability efforts by other fiber companies).
Unifi’s REPREVE Champions of Sustainability awards “recognize brand, textile and retail partners that have demonstrated a true commitment to supporting a sustainable world.” In 2021, 93 companies were honored — the largest number of recipients since the awards’ inception.
In 2021, 38 brand and retail partners that transformed 10 million or more recycled plastic bottles and 55 textile partners that transformed 50 million or more recycled bottles were recognized by Unifi. The list of winners is available on TW’s website.
Unifi also conferred two special category awards: REPREVE Newcomer to Switzerland-based Odlo; and the REPREVE Leading the Change award to Turkey-based Penti.
“Despite the COVID-19 pandemic, Unifi remains successful because of its customers,” said Unifi CEO Eddie Ingle. “With a nearly 20-percent increase in the number of winners from the previous year, our brand partners are demonstrating a steadfast commitment to sustainability. We want to thank them for their support for a more sustainable world during these unparalleled times.”
Brand-Led Sustainability Efforts
On a mission to make clothes that feel good and do good as part of its Champion MADE promise, Winston Salem, N.C.-based Champion Athleticwear has introduced two new lines — the Natural State Reverse Weave and Rally Pro Earth footwear.
The Natural State collection features recycled polyester fibers; minimally processed and unbleached fabrics; and uses only all-natural dyes derived from flowers, plants and roots for muted, natural colors. The Rally Pro Earth sneaker collection comprises Rally Pro sneakers made using more earth-friendly materials including upcycled and recycled products.
“We are dedicated to helping protect the planet by creating best-in-class sustainable products,” said David Robertson, director, Champion Global Brand Marketing. “The launch of Natural State and Rally Pro Earth are only the beginning of what we have in-the-works to protect the place we all call home.”
Lululemon athletica inc., Vancouver, recently announced two new initiatives — lululemon Like New and Earth Dye — as part of the Be Planet pillar of its Impact Agenda released in the fall of 2020.
Like New is lululemon’s first recommerce program that will allow customers to trade in or resell the brand’s clothing. Pilot programs will first launch in California and Texas, and profits from the program will be directly reinvested in additional sustainability programs.
The Earth Dye initiative focuses on a limited-edition collection of clothing dyed using upcycled orange, beet and saw palmetto tree waste from the agricultural and herbal industries. According to the company, these lower-impact dyes use less water, carbon and man-made chemicals.
“lululemon is actively working to help create a healthier future, and we are focused on meeting the goals detailed in our Impact Agenda, including making 100 percent of our products with sustainable materials and end-of-use solutions by 2030,” said lululemon CEO Calvin McDonald. “Our lululemon Like New and Earth Dye initiatives are both meaningful steps towards a circular ecosystem and demonstrate the sustainable innovation underway in product development and retail.”
Denver-based JanSport introduced its first backpack collection made using excess factory materials that otherwise may end up in a landfill. Every component of the limited-edition Surplus Ski n’ Hike backpacks — fabric, ladder lock lining and zipper pulls — come from pre-existing factory materials. Other key sustainability-related milestone also were reported by JanSport including: switching certain products to recycled fabrics and linings, which saved the equivalent of 13 million 16-ounce plastic water bottles; implementing renewable energy sources and energy efficient processes to reduce the company’s carbon footprint; using 100-percent recycled paper for hangtags; and designing all products to be polyvinyl chloride-free.
“As part of our sustainability efforts, JanSport wants to keep fabric off the cutting room floor and ensure that our unused products do not go to waste,” said Roger Spatz, JanSport president. “We challenged our designers to construct a backpack collection entirely from surplus fabrics and components from our factory, and we could not be more impressed with the result. The Surplus Ski n’ Hike breathes new life into an archived silhouette and uses the textiles in a smarter, more sustainable way that prevents these elements from potentially going into landfill.”
In an effort to change how the apparel industry colors cotton by addressing water scarcity and pollution, New York City-based Ralph Lauren has launched the Color on Demand dyeing platform, which will be implemented in phases. Color on Demand comprises a new set of technologies that enables water reuse and recycling during the dyeing process for a scalable zero wastewater cotton dyeing system. Ralph Lauren reports the system also reduces the amount of dye, chemicals, time and energy used to color the cotton. The brand collaborated with Dow, Jeanologia, HuntsmanTextile Effects and Corob to rethink the dyeing process and develop a more efficient system. The first phase of Color on Demand focuses on using ECOFAST™ Pure Sustainable Textile Treatment from Dow, which reduces water, chemicals and energy use for a 60-percent reduction in the carbon footprint when compared to traditional cotton dyeing processes. Ralph Lauren will launch products made using this treatment later this year.
“Water scarcity and pollution are important issues for the fashion industry and through our partnership with Ralph Lauren we are working towards addressing these challenges,” said Sheila Bonini, senior vice president, Private Sector Engagement at World Wildlife Fund. “Technology has the ability to accelerate change at a scale that matters, so it’s exciting to see Ralph Lauren establishing innovative new models that transform outdated practices and can deliver measurable outcomes for people and planet. This is exactly the kind of leadership we need to see from the fashion industry.”
Important issues indeed. But issues the manufacturers and brands seem to be tackling with innovative, forward-thinking solutions. The industry is full of leaders setting the bar and encouraging every company in the textile value chain to get involved and make a difference.
 By Jim Borneman, Editor In Chief
By Jim Borneman, Editor In Chief