 MOORDRECHT, the Netherlands — June16, 2021 — Texo Trade Services (TTS) is helping its customers run their businesses in a socially and environmentally responsible way by launching a sustainable textile line: GREEN Textiles. These products are made from recycled PET yarn, and will allow businesses to meet market demand for eco-friendly print products and make a direct contribution to a sustainable future.
MOORDRECHT, the Netherlands — June16, 2021 — Texo Trade Services (TTS) is helping its customers run their businesses in a socially and environmentally responsible way by launching a sustainable textile line: GREEN Textiles. These products are made from recycled PET yarn, and will allow businesses to meet market demand for eco-friendly print products and make a direct contribution to a sustainable future.
Leading the way in environmentally aware business practices
This launch marks a new era for TTS as it aims to lead the way in corporate social responsibility and environmental awareness. TTS had previously invested in energy-neutral business premises, taken steps to recycle all its waste flows and minimise its use of product packaging. The company set up a Textile Recycling Service to facilitate logistics and offer its customers in the Benelux (and later in Northern France too) the possibility of collecting and recycling used sublimation printed textiles. This gives its soft signage customers the chance to offer circular signage to their own customers.
TTS GREEN Textiles
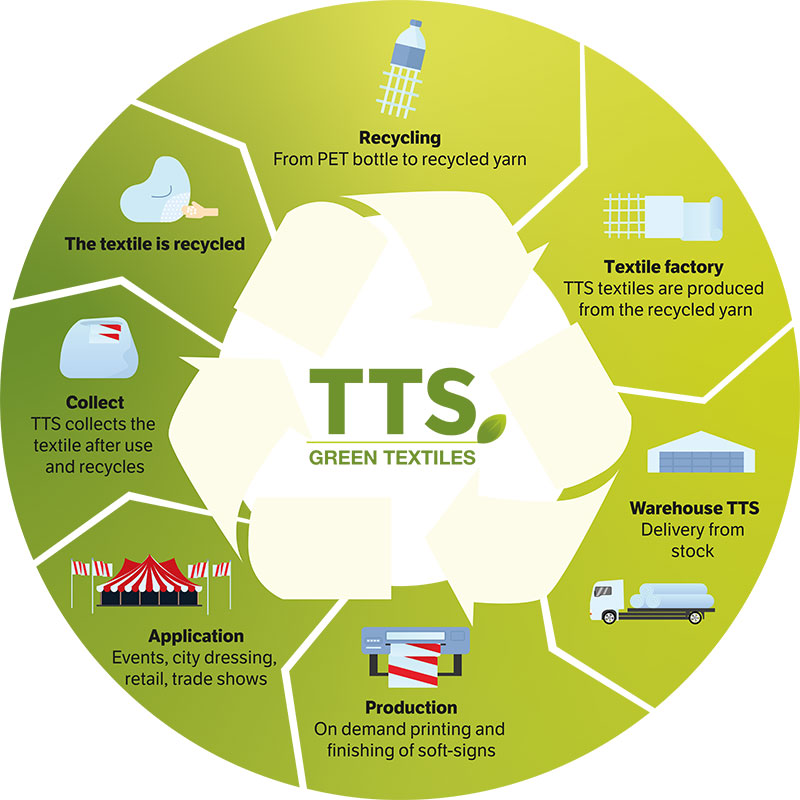
The whole textile range offered by TTS is already 100-percent PVC-free. This means a huge reduction in waste because products made of polyester are often half the weight of comparable PVC ones. Additionally, polyester textile can be made from recycled PET bottles. However, this still doesn’t always happen, even though demand for sustainable print products is increasing. TTS is set to change all this though with its GREEN textile line: it is offering a green variant of every type of textile, made from 100-percent recycled polyester. The yarn used for this purpose is produced in a sustainable way from recycled PET bottles, without affecting the properties of the original textile.
A high quality, sustainable alternative
TTS has a recycled alternative to almost every form of soft signage that uses both sublimation and UV inks. For example, nonwoven outdoor banners, flag cloth, display cloth and lightbox textile. Not only are festival organizers looking for this kind of product, so are large retail companies, and garments made from recycled yarns are increasingly filling the racks of fashion chains. It would be even better if the chains could follow this trend when decorating their stores. Opting for a green textile variant means choosing quality as well as sustainability.
Posted June 16, 2021
Source: Texo Trade Services (TTS)







