Polartec®, a Milliken & Company brand based in Spartanburg, S.C., has launched a natural and renewable fabric odor reducer called Fresh Face. The product features botanical mint oil harvested and distilled in Oregon. Fresh Face makes its debut on Polartec Delta™ fabrics, which are designed to cool the wearer through wicking and moisture management technologies.
“Fresh Face represents a signifi-cant breakthrough in our quest for sustainable textile solutions,”said Karen Beattie, director of Product Management at Polartec. “It is a natural and renewable odor reducer that not only outperforms our existing technologies but also aligns with our commitment to environmental responsibility.”
Germany-based Pulcra Chemicals has collaborated with Spain-based Inditex to develop Sustineri Coloring, a combined pretreatment and dyeing process for cotton and poly/cotton blends. Selected mills already are using the one-step process, which has shown to reduce processing time by up to 60 percent, water use by 80 percent and energy consumption by up to 60 percent.
“This partnership is a significant step toward realizing our ambition of bringing environmentally friendly solutions to the worldwide textile market,”said Ümit Yaldiz, CEO of Pulcra Chemicals Group.
Austria-based Lenzing has introduced a new dyeing approach for its TENCEL™ lyocell fibers to address pollution caused by textile dyeing and finishing. Its method includes yarn pretreatment and a specific knitting technique that produces a wash-down aesthetic in ready-to-wear garment and knitwear.The company reports its one-step dyeing process can reduce water usage by up to 50 percent, energy by up to 40 percent and dyes and chemicals by up to 90 percent.
“By overcoming the limitations of traditional dyeing, our new approach is a resource-efficient alternative that helps translate into greater sustainability and more competitive operational costs for fabric mills,” said Rex Mok, vice president of Fiber Technical Marketing and Development at Lenzing.
TSG Finishing LLC, Hickory, N.C., is expanding into chemical compounding sales allowing the company to share its expertise in chemicals and coatings with customers. Flame retardant, anti-microbial, durable water repellent, and liquid stiffeners and absorption solutions, among other solutions, can be tailored to customers’ needs. Markets include residential and con-tract upholstery, construction materials, filtration, geotextiles, personal protective equipment and beyond.
“Our expansion into chemical compound sales underscores our commitment to fostering scientific rigor, innovation, and technical excellence within our clientele’s coating processes,”said CEO Brian Rosenstein.
Moss, a provider of high-quality graphics and tension structures, joined the SEAQUAL INITIATIVE, a community that works with ocean clean-up programs worldwide to transform recovered marine litter into upcycled marine plastic.
The textile industry is experiencing a profound shift towards sustainability driven by demand and the urgent need to address environmental challenges.
By Elissa Decker
It’s no longer a secret that traditional manufacturing practices within the textile industry have had an adverse effect on the environment. Pollution, resource depletion, and waste generation are lingering concerns. Mass production and consumption have intensified these conditions. But there is hope for our industry. In recent years, there has been a notable shift towards sustain-ability, with several trends and innovations emerging to address the challenges faced. Now is the time for selective growth and new opportunities to reimagine the impact textiles have on the planet. This article explores now and next trends in sustainability that will shape the industry.
Now: Fiber Solutions
Synthetic fibers like polyester and nylon are the building blocks for a wide range of textile applications from technical to fashion. Utilizing recycled fibers like REPREVE®, SEAQUAL®, and ECONYL® diverts plastic waste from land and sea, addressing the global plastic pollution problem and reducing demand for fossil fuels from which polyester and nylon are derived. The manufacturing process of recycled fibers produces less green-house gas emissions when compared to the production of virgin fibers. Recycled fibers exhibit largely the same quality and performance characteristics as virgin fibers. By choosing products made from recycled polyester, manufacturers and end users give new life to materials that would otherwise end up as waste.
Synthetic fibers are composed of plastics that can remain in our environment indefinitely because they are not biodegradable. Polyesters featuring technologies such as CiCLO® have entered the market to address this challenge. By embedding multiple biodegradable points throughout the polymer chain, enhanced fibers in landfill conditions can attract microbes that break down the fibers within as little as several years. This development is progress.
Another trend is the increasing use of organic and rapidly renewable fibers. Manufacturers and end users are turning to organic cotton, hemp and bamboo to reduce the ecological footprint of their products. Organic cotton is grown without the use of synthetic fertilizers or pesticides, minimizing soil and water contamination. Hemp and bamboo are fast-growing, low-impact crops that require fewer resources. These alternatives lessen the use of pesticides and energy during cultivation, making them more environmentally friendly than conventional natural fibers.
Using recycled fibers like REPREVE®, SEAQUAL® and ECONYL® diverts plastic waste from land and sea, addressing the global plastic issue and reducing fossil fuel demand.
Now: Conservation
Textile manufacturing, which has traditionally required an excessive amount of resources, now has the critical advantage of new processes and technologies that make conservation possible. To address these concerns, textile manufacturers can now invest in energy-efficient machinery, utilize renewable energy sources, and optimize production processes to minimize waste and greenhouse gas emissions. These improvements are not only good for the environment, but also often for the bottom line —so everyone can win.
Traditional textile manufacturing is water intensive. The World Bank estimates that almost 20 percent of global industrial water pollution comes from the textile industry. Water is used in scouring, bleaching, mercerizing, sizing and desizing, and also as a solvent for dyes and chemicals. These processes generate wastewater, which requires cleaning. Textile manufacturers now can invest in equipment to reduce the generation of water consumption at its source. For example, waterless dyeing techniques are now possible through equipment like England-based Alchemie Technology’s Endeavor™ waterless smart dyeing technology, which eliminates wastewater and generates as much as 85 percent in energy savings.
Surface design remains a compelling benefit of textile production. Conventional full coverage print methods create waste and can require high amounts of energy for operations. Digital printing is one print method that allows for the precise application of color resulting in smaller scale customization and the minimization of waste.
Moss’ SustainaTex Ocean is a fully sustainable fabric produced using upcycle marine plastic and recycled polyester.
Now: Recycling
The circular economy concept has gained traction in the textile industry as it aims to minimize waste, extend the lifespan of textile products, and reverse overflowing landfills. Why can a fabric not be simply recycled like an aluminum can? The answer is both simple and complex. Ultimately, greater support is needed to create infrastructure for processing textile waste at local scale and limited resources are available. However, there is hope. In the retail industry, brands are increasingly implementing take-back initiatives, allowing customers to return used garments to stores for recycling. By collecting and sorting discarded clothing, manufacturers are taking on the responsibility of keeping items from the landfill.
For textile manufacturing waste, higher quality recycling outcomes are possible through mechanical shred-ding and separation of uniform reclaimed fibers, enabling the creation of second-life textile products such as insulation, carpet padding or packaging. Despite challenges including sorting, transportation, minimum required quantities, and costs, demand for accessible textile recycling is increasing.
Next: Fiber Innovation And Biobased Materials
Fiber innovation and the development of biobased materials will continue to gain momentum. With a focus on reducing dependence on non-renewable resources, alternatives derived from a growing list of resources including agricultural waste, seaweed, and even bacteria are being explored.
The advancement of biotechnology and biomimicry is expected to drive further innovation in this area, leading to the creation of novel sustainable textiles. For example, spider silk proteins produced through recombinant methods which exhibit exceptional strength or mycelium-based leather substitutes made from the root structure of mushrooms that look identical to natural hide leather. Innovation will also be focused on enhancing the properties of existing fibers. For instance, nanocoatings are being explored as a possible method to improve fabric durability and lifespan ultimately creating less waste.
Next: Digitalization And Smart Textiles
Digitalization is set to revolutionize the sustainable textile industry. The integration of technology and textiles will enable the development of smart textiles with enhanced functionalities, helping to drive innovation in other industries. From garments that monitor vital signs and activity levels to fabrics that change color or texture based on environmental conditions, these innovative textiles will offer new possibilities for sustainability and user experience.
Smart textiles are being designed to improve energy efficiency, comfort and safety. Imagine piezoelectric textiles that generate electrical energy through mechanical stress, potentially enabling the integration of self-powering wearable devices and what that could mean.
Digital tools and platforms will also optimize supply chains, enabling traceability, transparency, and efficient resource management. Blockchain technology, for instance, provides a decentralized and immutable record of every stage in the supply chain, ensuring that sustainability standards are met and counterfeit products are eliminated. This level of transparency enables consumers to make informed choices and support brands that align with their values.
For textiles and beyond, digitalization drives sustainable manufacturing practices through real-time data monitoring and analytics. By collecting data on energy consumption, water usage, waste generation, and more companies are able to identify areas for improvement and implement resource-saving measures. In time these data can be leveraged through machine learning and artificial intelligence algorithms to optimize production processes, reducing material waste, and energy consumption. Increased advanced robotics and automation will transform companies by enhancing efficiency while minimizing errors and improving quality control.
Next: Circular Economy
The circular economy concept, where resources are kept in use for as long as possible, will continue to shape the textile industry. The adoption of closed-loop systems will become more prevalent, focusing on recycling, upcycling and reusing textiles. This trend supports the reduction of waste and also decreases reliance on virgin resources, contributing to a more sustainable and resource-efficient industry.
Chemical recycling, sometimes referred to as molecular recycling or depolymerization, is an emerging technology that offers great potential for sustainable textile production. Unlike mechanical recycling which involves shredding fibers, molecular recycling breaks down textile materials at the molecular level, allowing for the regeneration of virgin-quality fibers. This process has the potential to be of heightened significance for textiles with composite compositions that are challenging to mechanically separate. By reprocessing textiles to original quality fiber components, molecular recycling could effectively close the loop.
Several companies and research institutions are actively exploring molecular recycling technologies for textiles. These initiatives focus on developing efficient and scalable processes that can handle a wide variety of textile compositions. By investing in research and development, the industry aims to improve the effectiveness and cost-efficiency of molecular recycling, ultimately enabling widespread adoption. Furthermore, if industries can align on using the same source materials, the overall global circular economy could be significantly simplified.
As molecular recycling technologies continue to advance, they have the potential to revolutionize the textile industry’s approach to waste management and resource conservation. By converting used textiles into valuable raw materials, molecular recycling could be the answer to a sustainable textile ecosystem.
Next: Transparency And Ethical Practices
A big step forward is expected in transparency and ethical practices throughout all industries and supply chains. End users are increasingly expecting visibility into the origins of products, ensuring fair labor practices and sustainable sourcing. To meet this demand, companies will continue to invest in traceability systems like Global Recycle Standard, certifications like OEKO-TEX®, carbon neutrality off-set partnerships like ClimatePartner, or sustainability ratings like EcoVadis that promote responsible and ethical manufacturing practices. The emphasis on worker welfare and social justice in all industries throughout the world will continue to grow.
Cause For Collaboration
Awareness for the impact of textiles on our oceans will grow. Wearing and washing of textiles leads to fiber friction, a source of microplastics. Microplastics are highly concerning because they are threatening aquatic life including plankton, which produce 70 to 80 percent of the oxygen on the planet. In many ways, what is “next” is urgently needed “now.”
Conclusion
The textile industry is experiencing a profound shift towards sustainability driven by demand and the urgent need to address environmental challenges. From adopting ecologically conscious fibers to implementing resource efficient equipment and promoting circularity to embracing transparency, as participants up and down the supply chain, it is collectively redefining the industry’s practices. The industry holds the power to contribute to the positive transformation of the textile industry and pave the way for a more sustainable future by choosing sustain-ability and supporting manufacturers committed to eco-friendly practices. The ongoing efforts within the textile industry highlight the importance of collaboration, truly sustainable and responsible ecosystem. By leading the charge, it can help other industries make the transition as well.
Editor’s Note: Elissa Decker is director of Global Textile Development and Procurement at Franklin Park, Ill.-based Moss, a company specializing in tensioned fabric structures, custom fabrication solutions and large format printing, among other services.
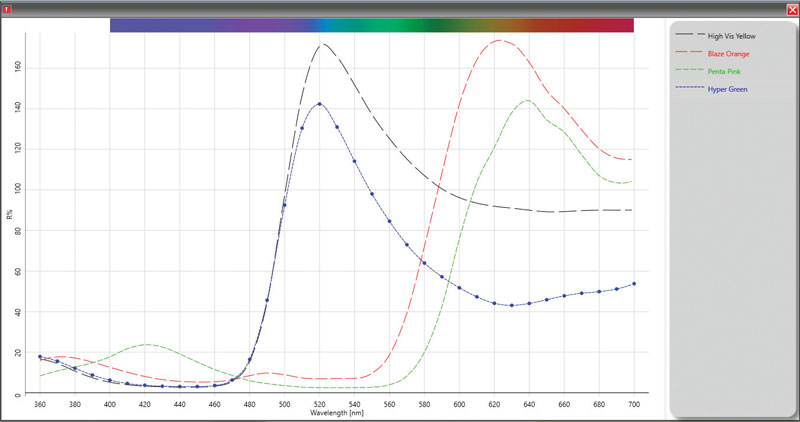
Digital color management using a spectrophotometer such as Datacolor’s Spectro 1000 can provide an accurate and effective way to measure fluorescent colors.
Matching florescent hues can be challenging, but digital strategies can help manage the process.
By Ken Butts
Designers and colorists know how difficult it can be to get fluorescent colors right. Yet it’s also undeniable that these colors have a very strong draw on consumers across multiple categories, including sportswear, swimwear, and more. So despite the difficulties they present, the payoff can be great.
But what makes fluorescent colors so hard to achieve?
Shedding Light On The Challenge
Most colors become darker as more dye or pigment is added to the fabric or other substrate. The results can be measured precisely using a spectrophotometer — a device that reports the amount of light reflected from the material across the visible spectrum. This measurement, known as a reflectance curve, effectively provides a “fingerprint” for the color and enables extremely predictable matching.
Fluorescents, conversely, work in the opposite way. As fluorescent dye is added, the fabric absorbs more ultraviolet (UV) light and reflects it as visible energy — making colors brighter and more intense.
Figure 1 shows the reflectance curves for several common fluorescent colors. All four numbers have values that exceed 100 percent. This means they’re reflecting more energy than was present in the visible portion of the light source when they were measured — which makes the samples look brighter than non-fluorescent colors.
“The hardest part about fluorescents is setting expectations with designers and merchandise partners in terms of what is feasible,” said Kristen Bell, manager of color development for Carhartt Inc. “Design loves them because of the lift they provide to the floor and they’re eye-catching for the consumer. But not all substrates can match to our standards.”
In simple terms, the math that underlies color science — and by extension, color matching software— cannot handle fluorescence. This makes computer recipe formulation impossible, and color approval more challenging — especially when colors need to match across two or more material types. In addition, computer monitors can’t accurately display or calibrate hyper-bright colors, further complicating digital workflows.
John Newton, head of color technology for Coloro, a global color standards provider, also pays close attention to the challenges of color fastness when dealing with fluorescents. “The property of these dyes just means that they fade a lot more quickly than standard dyestuffs,” he explained. “The other thing is that people love these colors in swimwear. Then you’ve not only got sunshine, you’ve got chlorine and salt — all enemies of dyestuffs.”
Figure 1: Reflectance curves for common fluorescent colors
Can Fluorescent Colors Be Measured?
The simple answer is yes. But there are several considerations to bear in mind.
For a spectrophotometer to produce accurate data when measuring these colors, it’s critical to certify the UV capabilities of the instruments used. This should be done once a year to ensure repeatability and reproducibility of measurements.
Second, and perhaps even more importantly, the reflectance of fluorescent samples is affected by the UV energy output of the lamp used by a spectrophotometer. For example, in instruments with a xenon flash lamp, the amount of UV energy produced by the flash will vary over time. The UV content must therefore be calibrated using special UV standards to ensure the sample is exposed to a consistent amount of UV energy.
Variances between instruments that can affect the overall energy out-put, such as the age of the lamp or the condition of the sphere, also can result in very different measurements. This can be especially challenging if a supply chain has a mix of old and new instruments. The best repeatability can be achieved if instruments and their flash lamps are of similar in age and condition.
Another challenge when evaluating fluorescent colors is that some have very specific acceptability standards. Samples of “blaze” or hunter orange, for example, must be measured in accordance with ANSI or ASTM requirements. Although this may not be possible with a sphere instrument, the relative color difference can be evaluated an acceptable standard has already been established. In this way, a pass/fail program that measures production samples against a standard before submitting them for certified testing can effectively be created.
The Digital Advantage
Many textile companies are just beginning to realize that fluorescent samples can be measured in this way and are recognizing the potential benefits.
Without a digital process, a supplier who is up against a tight dead-line may go ahead and send a large fabric order to the cutting stage without verifying the exact color match. By the time any issues are discovered, a manufacturer may face the difficult choice of sending a product that doesn’t meet expectations to retailers or disposing of it. Either option risks a potential loss of revenue.
By providing a more accurate and objective way to measure fluorescent colors, digital measurement enables suppliers to evaluate their production against a digital standard. This saves time and costs by reducing the number of physical samples that need to be shipped back and forth — and makes it easier for customers to hold their suppliers accountable.
Dye houses also can leverage this technology to take a more proactive approach to educate their customers. Since design and product management teams have become accustomed to what color matching technology can do with non-fluorescent colors, they often don’t understand why a dyer can’t be expected to match any fluorescent color they choose.
A better approach is for dyers and color standards providers to educate their customers with a library of shades they know they can achieve— the more robust the better. Given a selection to choose from, designers and producers can have confidence from the start that their fluorescent selections are achievable, or what the limitations will be when multiple substrates are involved.
Coloro, for example, has used laboratory testing to vet 244 fluorescent colors in polyester and can digitally predict their performances in other common substrates, including nylon, nylon-spandex, polyester-spandex and cotton.
“Knowing what will and won’t work ahead of dyeing anything at all— even a lab dip — is key,” Newton explained. “Then you can get the palettes engineered just using data. That’s the great thing about feasibility intelligence: we can predict before we dye.”
Newton also advises manufacturers to check with their supply chains as quickly as possible to make sure their vendors can source the necessary dyestuffs. “Not all fluorescent dyes are stocked in every region of the world,” he cautioned.
Toward A More Positive Experience
Digital color control has brought about positive experiences with traditional non-fluorescent materials. Achieving similar benefits with fluorescents is largely a matter of paying attention to a few extra details, from the age and condition of instruments to a better understanding of achievable shades.
Strategies like these enable manufacturers to continue taking advantage of the same digital instruments used for traditional colors. Ultimately, everyone will gain from the overall improvement in the quality of sample submissions, ongoing production and customer experiences. At the same time, producers gain the efficiency and sustainability benefits of reducing waste and shipping fewer materials.
Editor’s Note: Ken Butts is a Global Key Account Team manager with Lawrenceville, N.J.-based Datacolor.
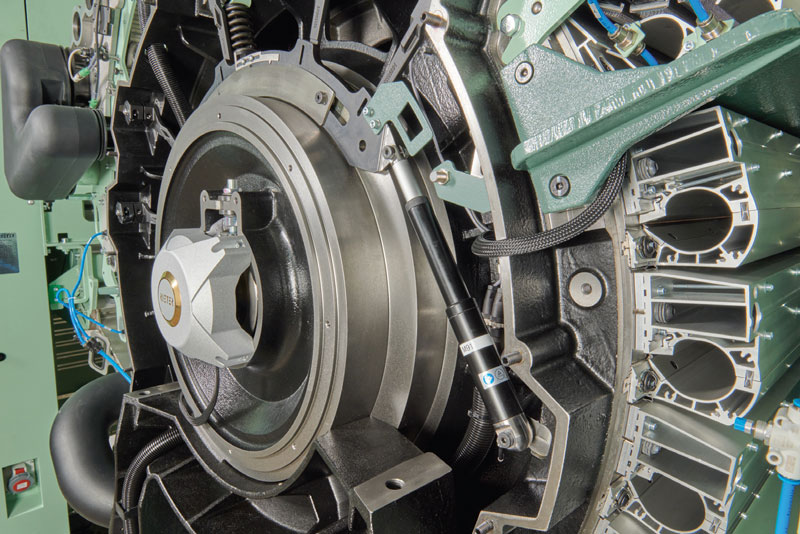
Rieter’s new C 81 carding machine features intelligent sensors for enhanced production and quality.
TW Special Report
With high production rates and excellent sliver quality, Rieter reports its new card C 81 gives spinning mills a strong position in the market. Intelligent sensors — which set the carding gap to the ideal size and monitor the trash level in real time — make this high production rate and quality possible.
The high-performance and innovative card C 81 offers new, intelligent functions in addition to maximum productivity and minimum energy consumption. State-of-the-art sensor technology controls the carding gap (see Figure 1) and monitors the quality of the raw material before and after the carding process. This increases quality and production compared to Rieter’s previous model C 80.
Ten-Percent Higher Productivity Thanks To Carding Gap Control
The carding gap is what determines the carding quality. The more precisely the gap can be adjusted, the better the reduction of neps and the associated yarn quality. The C 81 can inspect the carding gap without contact. Carding Gap Control regulates the carding gap — the distance between the flat and the cylinder — accurately to a few hundredths of a millimeter.
On each of the 116 flats in use, the system detects the distance between the needle tips and the cylinder clothing and monitors this without contact. Intelligent software calculates the ideal carding gap by factoring in further important influencing variables, such as the machine temperature. The electronic, centrally adjustable flat setting constantly keeps this gap in the ideal range.
Comparisons with and without the regulated carding gap have shown an increase in production of Figure 1: Automatic adjustment of the carding gap up to 10 percent while maintaining the same quality level. This produces a card sliver quality that is up to 10-percent better at the same production speed, which means fewer thin places, thick places and neps. Carding Gap Control also has the advantages of higher machine availability and consistent quality, depending on the individually defined limit values. The Rieter card C 80 can easily be retrofitted with this new function.
Figure 2: Trash Level Monitor at the sliver coiling section of the card
Artificial Intelligence Improves Raw Material Yield
Another innovation of the C 81 is Trash Level Monitor, which continuously monitors the contaminant content of the fiber tufts in the card inlet and the card sliver produced. This is important for customers who process natural fibers, such as cotton. The heart of this function is optical image processing with a new neural net-work developed by Rieter. Sensors in the card infeed and at the sliver coiling section deliver the data for this (See Figure 2).
Trash Level Monitor makes yarn quality predictable within a defined range. Artificial intelligence is used to determine whether the impurities in the card infeed and in the produced card sliver lie within the defined limit value. This makes it possible to take measures to make sure that the raw material is used ideally, even at this early stage of the process. Trash Level Monitor is also available in a modular version and can be retrofitted into existing Rieter carding systems.
Charlotte, N.C.-based American Dornier Machinery Corp. appointed Oliver Meier executive vice president.
Germany-based Kelheim Fibres has named Mark von der Becke sales director; and Dr. Marina Crnoja-Cosic will add responsibilities for marketing and communications to her existing role of director of new business development. The company also announced Matthew North is retiring after almost 30 years with Kelheim.
Kelley
Glen Raven Inc., Burlington, N.C., has announced Bret Kelley as the new president of its Trivantage LLC distribution business, effective January 1, 2024. He will succeed Steve Ellington who is retiring.
Frankfurt, Germany-based Messe FrankfurtGmbH has named Magrit Herbeth director of the home textiles segment of Heimtextil, effective September 1, 2023. She joins Bettina Bär, who has been responsible for the home textiles segment since September 2022, in a dual leadership role.
At its Joint Annual Meeting with the Fiber Buyers Groups, the Southern Textile Association (STA) elected Charles Poston, Klüber Lubrication, president for a one-year term. Glen Raven’s Evans Tindal was elected first vice president; Nava Technologies’ Nathan Fisher was elected second vice president; Devin Steele was reelected secretary/treasurer; and Nathan Evans, The Seydel Companies, was named member-at-large.
Poston
In addition, the following people were elected to the Board of Governors for four-year terms: Palmer Blair Jr., Dillon Yarn Corp.; Tim Manson, Meridian Specialty Yarn Group; Oliver Meier, American Dornier; Thomas Poston, Daikin America Inc.; TinaRogers, Techmer PM; and Randy Smith, Mount Vernon Mills. During its meeting, STA also presented the following awards: The Steve Epps Lifetime Service Award to Lyman Hamrick, Hamrick Mills; David Clark Award to Ed Cox, Burlington Fabrics/Elevate Textiles; and the George Abbott Membership Award to Matt Llewellyn, Stoll by Karl Mayer.
Chris Carr was elected president of the England-based Society of Dyers and Colourists.
Keese
Spartanburg, S.C.-based Milliken & Company has appointed Patrick Keese executive vice president and president of the company’s floor covering business.
Lars Lidman has joined Sweden-based Coloreel as vice president, Global Sales.
Crowley, Jacksonville, Fla., has named Eric Cunningham vice president of Shared Services where he will focus on growing the company’s business relationships in the United States, Central America and other strategic markets.
Oliver Streuli
The board of directors of Switzerland-based Rieter Holding Ltd. has named Oliver Streuli CFO of Rieter Group effective August 1, 2023.
The American Cotton Shippers Association, Memphis, Tenn., promoted Shea Ishee
to vice president.
Timo Pape has joined New Zealand-based TMC Ltd. as director, Business Development Europe.
Switzerland-based industrial laundry company Gotli Labs AG has named Robert Tye COO.
Chad Altbaier and David Wang have been appointed co-CEOs of Standard Fiber, Foster City, Calif.
Salvadè
Marco Salvadè, president of Italy-based Salvadè S.r.l., was appointed the new president of the Association of Italian Textile Machinery Manufacturers (ACIMIT).
Cindy Kaufman was named vice president of marketing for Mannington Commercial, Calhoun, Ga.
New York City-based Stylitics has appointed Juliana Prather chief marketing officer.
Carhartt, Dearborn, Mich., has named Tara Roemke vice president of global merchandising.
The 3D orthogonally woven 3DMAT Quartz Material for the Orion Multi-Purpose Crew Vehicle compression pads developed by Bally, Pa.-based Bally Ribbon Mills in conjunction with NASA was named the 2023 NASA Government Invention of the Year.
Fuze Biotech, Salt Lake City, has changed its name to Fuze Technologies. The company also recently launched a new website to better highlight its growing suite of products and services.
Pakistan-based denim manufacturer Soorty has joined the CIRCULOSE® Supplier Network, a group of yarn and textile producers committed to ensuring a steady supply of Circulose fiber in the market created by Renewcell.
Uzbekistan-based Global Textile and the British Textile Machinery Association have joined the Zurich-based International Textile Manufacturers Federation as a corporate member and associate member respectively.
London-based Better Cotton has signed the United Nations Economic Commission for Europe Sustainability Pledge, an open-source suite of policy recommendations, guidelines and standards that enable industry players to authenticate their sustainability claims.
Milliken & Company, Spartanburg, S.C., has expanded its Milliken Outdoor Fabrics line with the addition of a second collection named Outer Realm.
The Eurofins Consumer Products Assurance network of companies has joined the Sustainable Apparel Coalition as an affiliate member.
The original design of SDL Atlas’ MMT® Moisture Management Tester
SDL Atlas, Rock Hill, S.C., reports its signature MMT® Moisture Management Tester has reached its 20th anniversary.
Piana Nonwovens, Cartersville, Ga., has received ISO 14001 Environmental Management Systems Certification from NSF International Strategic Registrations for its environmental management system.
STOLL’s Color in Knitting book
Germany-based STOLL, part of the Karl Mayer Group, has released a 208-page pattern compendium based on its flat knitting technique named “Color In Knitting: By Designers for Designers.”
The CORDURA® Advanced Fabrics brand is celebrating
50 years as an ingredient in bags and packs.
Floor covering manufacturer Mannington Commercial, Calhoun, Ga.-based locations have achieved ISO 14001 recertification.
The Netherlands-based tech start-up company Aware™ was named the winner of the Avantex Fashion Pitch Grand Prize 2023 award for its traceability solution.
Sun Chemical, Parsippany, N.J., has received an EcoVadis Silver Rating for sustainability efforts across all its business regions.
Lion Brand Yarn Co., Lyndhurst, N.J., has acquired Quince & Co., a Maine-based premium hand knitting yarn company.
Cleveland-based Avient was issued the reexamination certificate for the principal patent applicable for Dyneema® Diamond Technology for cut-resistant yarn in the United States. The certificate confirms the patentability of 73 claims as amended or newly added in U.S. Patent No. 8,302,374, entitled “Cut Resistant Yarn, A Process for Producing the Yarn and Products Containing the Yarn.”
Trivantage has updated its Sunbrella® Fusion Decorative Collection of fabrics.
Trivantage, Burlington, N.C., has updated its Sunbrella® Fusion Decora-tive Collection, which is typically updated every three years. Sunbrella Fusion is ideal for patio furniture, sofas, pillows and more, and the new designs were created to work alone or layer together.
Sweden-based Material Exchange has launched the Deadstock Marketplace to provide an outlet for suppliers to sell deadstock materials to brands looking to reach new sustainability goals or in need of last minute items.
TenCate Protective Fabrics’ Tecasafe® 360+ workwear fabric aims to blur the lines between workwear and leisurewear.
By Rachael S. Davis, Executive Editor
Workwear fabric serves a purpose — to protect and in some cases make workers highly visible. To that end, the focus tends to fall heavily on the protective properties and not as much the comfort or style of a finished garment.
Union City, Ga.-based TenCate Protective Fabrics (TCPF) is looking to change that narrative with the introduction of its Tecasafe® 360+ flame-resistant (FR) fabric. The fabric was developed with the idea of comfortable, but stylish clothing every day that can be worn on and off the job in mind.
According to Michael Laton, vice president of Global Strategy and Innovation, the TenCate Protective Fabrics name is synonymous with comfort and many of company’s comfort innovations come from trends it sees in consumer markets. “The inspiration for Tecasafe 360+ was rooted in that same idea,” Laton said.
“We asked ourselves questions like, ‘What do people like to wear when they aren’t at work?’ and ‘What comfort technologies from the consumer market haven’t made their way into FR apparel yet?’”
TCPF discovered a common theme was a desire for a stretch FR fabric. “However, for a long time, no fabric makers had been able to engineer a stretch solution for flame-resistant fabric that could withstand the extreme environments and laundering conditions that industrial FR workwear undergoes on a daily basis,” Laton said.
Tecasafe 360+ features XLANCE® stretch fiber from Italy-based fiber producer XLANCE S.r.l. This polyolefin-based elastic yarn features crystallizable ethylene and non-crystallizable 1-octene monomers. In the solid state, the copolymers build an elastomeric network. Crystallites reinforce the structure acting as physical crosslinks to connect the flexible amorphous polymer chains. The fiber can withstand temperatures of up to 220°C without compromising its integrity and stretch performance, which makes it suitable for high-temperature textile processes.
The woven Tecasafe 360+ fabric comprises a blend of XLANCE with aramid, modacrylic and lyocell; and has a nominal weight of 8.5 ounces per square yard. Navy blue is the standard color available, and the inherent FR protection is maintained even in industrial laundering conditions, according to TCPF.
The fabric also has been certified by the National Fire Protection Association (NFPA) to standard NFPA 1975 for station uniforms for fire and emergency services as well as NFPA 2112 for protection from flash fire; and ASTM International standard ASTM 1506 for protection from flame resistance and electrical arc.
The fabric was recently launched in the Americas, Europe and Asia-Pacific making it TCPF’s first global product launch. To tie in with the launch, the company even organized the “Make It [Work] Wear Fashion Challenge,” where students from around the globe were tasked with designing a new type of FR garment that redefines workwear.
“The introduction of Tecasafe 360+ is a watershed moment for the FR industry, and we’re incredibly excited to offer this new level of comfort to the hardworking people we serve,” Laton added.
For more information, please visit the Tecasafe® 360+ Virtual Experience at us.tencatefabrics.com/tecasafe-360-plus.