U.S. Colleges and universities are constantly re-evaluating textile programs to meet the needs of a changing industry.
By Rachael S. Dunn, Associate Editor and Jim Phillips, Executive Editor
The need for well-trained men and women to meet the demands of a growing textile industry was the cornerstone upon which the first textile programs at universities throughout the United States were founded more than a century ago.
In the intervening years, the face of the U.S. textile industry has altered dramatically, but the need for qualified, well-educated individuals to assume leadership roles has remained constant. To keep pace with the dynamic nature of the industry, colleges and universities have found it necessary to change the curricula taught to prepare individuals more adequately for careers in an industry that is global in scope, and more technical in nature.
“Years ago, Clemson University [Clemson, S.C.] taught courses such as loom fixing and the fundamentals of spinning and weaving,” said Louis P. Batson, Jr., chairman of the Louis P. Batson Co., Greenville, S.C., 1948 Clemson graduate and an emeritus member of the university’s Board of Trustees. “Today, you see a lot more of the young people graduating with degrees in polymer science, design and marketing. With the growing prevalence of niche markets and specialized products in the U.S. textile industry, the colleges and universities are offering more diverse programs in order to meet the needs of the industry and provide more opportunity for graduates.”

Charles Little, president of the Yarn Sales Division, Mount Vernon Mills, Greenville, S.C., a 1978 graduate of North Carolina State University (N.C. State), Raleigh, N.C., and president of the North Carolina Textile Foundation, agreed. “Twenty five years ago, the emphasis was specifically on textile manufacturing training. Today, there is a much greater diversity in course offerings. Chemistry, engineering, design and management degrees account for as many degrees at N.C. State as basic textile technology, if not more.”
To assist the universities in keeping pace with the needs of the industry, Little said, the North Carolina Textile Foundation donates more than $1.3 million per year to the schools to fund scholarships, support new facilities and provide tools for the recruitment of outstanding high school graduates.
Doug Ellis, chairman of Southern Mills, Union City, Ga., and a past president of the American Textile Manufacturers Institute (ATMI), earned a textile degree from the Atlanta-based Georgia Institute of Technology (Georgia Tech) in 1963. Ellis told Textile World the experience was invaluable in preparing him for a leadership role in the industry. “I was able to learn in a very short time what it would have taken me years to learn otherwise. Today, the experience can be just as valuable to those looking for a career in the industry. We have a very, very broad industry, and there is still a need for graduates with traditional textile manufacturing knowledge. But there is also a need for those with knowledge about synthetic fiber processes, polymer chemistry, nonwovens and the other various segments of the industry. Plus, graduates today need to be well-versed in a number of other areas, such as general management, accounting, engineering, marketing, statistics and other areas.
While there seems to be considerable and justifiable confidence in the quality of education provided at U.S. textile schools, a lingering question in the minds of many prospective students concerns the wisdom of entering an industry many consider to be declining. Is this an issue that should preclude young people from seeking a textile-based education and ensuing employment in the industry?
“There will always be a textile industry in the United States,” Batson said. “No doubt, it has changed over the years and will evolve even more in the years to come. It used to be that it was a labor-intensive industry. Now it is a capital-intensive industry. Management, marketing, chemistry and engineering skills are vital today. I would heartily encourage anyone considering a textile education to pursue it. There is still a lot of opportunity out there.”
History
The diversity of offerings at textile schools today can trace its roots to innovative programs founded more than a century ago. In his book, A Century of Progress The Textile Program, North Carolina State University, 1899-1999, Dr. Gary N. Mock chronicles the development of N.C. States textile program. Mock addresses, as well, the beginnings of textile education in the United States.
The initial programs the Lowell School for Practical Design, established in Boston in 1872; and the Rhode Island School of Design, founded in Providence in 1878 taught only fabric design, according to Mock.In Philadelphia, textile business owners wanted to develop a center of instruction to teach design and fabric styling so they could compete with imported fabrics. On January 10, 1895, Theodore C. Search, the then-vice president and chairman of the Instruction Committee at the Pennsylvania Museum and School of Industrial Art,
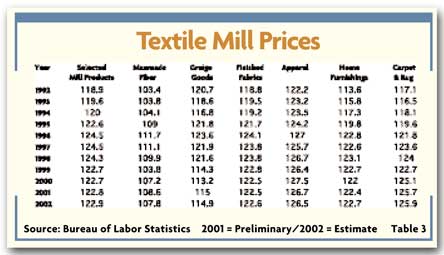
spoke to the 30th annual meeting of the National Association of Wool Manufacturers. His speech focused on the bankrupt policy of trade protection and tariffs and the way to overcome the competitive advantage of imports. At the time, more than $100 million per year of imported textiles were coming into the country despite a 40-percent tariff. I am here tonight, not to discuss the tariff, as that is a question already settled by our people, Search said, but I am here to make a plea for textile education in the manufacture of textiles. These schools, he said, abound in
France, Germany, Belgium, Switzerland and England.Southern cotton farmers and mills were
instrumental in the establishment of textile programs in the South. Daniel Augustus Tompkins, an
engineer and builder of cotton mills, proposed the creation of a private school in South Carolina.
He was later convinced that textile education could be supported by public funds. He went on to
establish the textile program at Clemson in 1898, and supported the establishment of a program at
the North Carolina College of Agriculture and Mechanic Arts, known today as N.C. State.The first
textile engineering students arrived at the Atlanta-based Georgia Institute of Technology in 1899.
The Pittsburgh industrial millionaire Aaron French donated $15,000 to the university, allowing the
creation of the Aaron French School of Textiles.From these early beginnings, textile education in
the United States has developed and expanded. Today, textile institutions are not only providers of
trained professionals for the industry, but also important contributors to textile innovation and
development through their comprehensive research programs.School ProgramsThere are many
institutions across the United States teaching a variety of textile and textile-related curricula
(See table at end of story). Programs range from highly technical engineering and polymer
chemistry degrees to design and merchandising education. The following highlights some of the
programs offered.N.C. State offers a comprehensive program covering both the technical and design
aspects of textile education. Degrees in chemistry, engineering, textile technology, management and
design are available at both the undergraduate and graduate levels.The Anni Albers Scholars Program
is a new dual-degree program offered at N.C. State. The program was established in 2000 to provide
students with simultaneous education in design and in textile and apparel technology. Students in
the program earn two undergraduate degrees a bachelor of art and design, as well as a bachelor of
science in textile technology. The university hopes graduates of the program will benefit from
creative flexibility and design skills with extensive knowledge in textile technologies.
Mock, who is also a professor at N.C. States College of Textile Engineering, Chemistry and
Science, said, We are constantly looking at our programs and evaluating what we are doing, where
are we going, and what we can do to support the needs of the industry. Mock mentioned protective
garments and medical textiles as big areas of current research at N.C. State. He also thinks
educating students in design,sourcing and testing, and quality control is important in supporting
the apparel industry in the future.Georgia Tech offers undergraduate degrees in textile and fiber
engineering, polymer and textile chemistry, and textile enterprise management. Masters degrees and
doctorate programs are also available. Dr. Fred Cook, chair and professor of the School of
TextileandFiber Engineering, said, Companies value a textile education in that it gives the
graduate entering the industry the necessary nomenclature and scientific/engineering process
information to be of immediate use to the hiring company without lost training time.Cook continued,
The general industry estimate is that it takes two years to bring a generic major up to the same
use level as an entering textile-related major, at a support cost to the hiring company of
approximately $200,000 per year.From the summer of 2000 through the spring semester of 2001,
Georgia Tech awarded 31 textile-related degrees at the bachelor, master and Ph.D. levels. The
average starting salary for all undergraduate students in 2001 was approximately $45,000. Employers
included such companies as KoSa, Honeywell, Shaw Industries, and Southern Mills. Masters and Ph.D.
graduates were employed by 3M Corp., DuPont and Ciba Vision Products, among others.Cook added that
by completing a four-year textile degree, the graduate has demonstrated a dedication to the
industry that a generic major has not, and thus is more likely to remain with the industry for the
long term.Georgia Tech shares some resources lab courses, professors and recruitment efforts with
Southern Polytechnic State University (SPSU), Marietta, Ga. Dr. Walter Thomas, head of the
Apparel/Textile Department, said that SPSUs apparel/textile engineering technology degree provides
more hands-on, applied training than programs at other universities. Thomas said there is a
tremendous demand for SPSU textile graduates, despite the difficulties the industry is facing. He
also said starting salaries for new graduates are between $5,000 and $6,000 higher than they were
last year.N.C. State, Georgia Tech and Auburn University, Auburn, Ala., offer the only engineering
programs in the United States accredited by the Accreditation Boards for Engineering and Technology
(ABET).Dr. Peter Schwartz, professor and dean of Auburns Department of Textile Engineering, said,
The health of textile education is an important issue in Alabama. In order to assure the continued
viability of textile engineering at Auburn, we are in the process of establishing a Futures
Advisory Group, consisting of faculty, students and industry representatives, to advise the
department on how to best position itself to meet the challenges we will face in the next decade
and beyond. Philadelphia University, Philadelphia, offers a range of undergraduate and graduate
degrees in engineering, design and management-related programs at its School of Textiles and
Materials Technology. The college recently added an on-line masters of business administration
(MBA) in textile and apparel marketing to its offerings. The course can be completed in 13 months,
or students may choose to take courses at a slower pace. Armed with a computer and Internet access,
busy working professionals with time and location issues can complete course work on-line when its
convenient with work schedules.Philadelphia Universitys Center of Excellence in Digital Ink-Jet
Printing, directed by Professor Hitoshi Ujiie and coordinated by Professor William Wolfgang, allows
students and professors to explore and research textile design initiatives based on digital
printing technologies. The center has Mutoh, Colorspan, Hewlett-Packard and EnCad equipment.
Funding comes from annual subscriptions by machinery manufacturers, ink developers, and textile
manufacturers.The New York City-based Fashion Institute of Technology (FIT) offers textile-related
business degrees through its School of Business and Technology, as well as design degrees through
the School of Art and Design. FIT prepares students for various fashion careers, including fashion
design, fabric styling, textile design, fashion merchandising management and textile development
and marketing. Prominent alumni include Calvin Klein and Michael Kors.FIT houses the Peter G.
Scotese Computer-Aided Design and Communications Center. This facility offers students access to
state-of-the-art computer equipment for textile design. The Gladys Marcus library includes a
special collection of textile design archives, and the museum at FIT has the worlds largest
collection of textiles dating from the 18th century, according to the school.The Institute of
Textile Technology (ITT), Charlottesville, Va., was founded in 1944 by textile industry leaders who
saw a need for individual companies to join forces in collective support of a private educational
and research institution. ITT teaches graduate students, conducts research and offers a
comprehensive textile information service. The institute is also home to one of the largest
collections of English-language textile information in the world the Roger Milliken Textile
Library.To further provide value to industry, ITT recently established the Center for Textile
Economic Competitiveness. The center combines innovative research with Collaborative Consultancy.
According to ITT, Collaborative Consultancy involves proficiently transferring solutions from
research into practical industry applications that lead to tangible results. ITT believes this
merging of research and consultancy is the key to creating added value from new knowledge.Many of
the universities including N.C. State, Clemson, ITT, North Carolina Center for Applied Textile
Technology (NCCATT), and Auburn also have continuing education or professional training courses.The
Madren Conference Center on the campus of Clemson University hosts a wide range of seminars every
year to further train or enhance the knowledge of people in the industry. Medical textiles, carpet
manufacturing and textile printing are just some of the topics that are covered.Dr. Richard V.
Gregory, director, School of Materials, Science and Engineering, said, The focus of the textiles,
fiber and polymer science program at Clemson University will be on industrial, technical and
medical textiles; that is, on advanced materials made from fibrous structures.NCCATT Belmont, N.C.,
has resources to cater specific courses or seminars depending on individual or company needs.
According to Gwen Perkins, dean of development and special programs, NCCATT has well-equipped
textile labs, high-tech computer labs and facilities to host conferences.Research ConsortiumsThe
National Textile Center (NTC) is a research consortium of six universities: Auburn University;
Clemson University; Georgia Tech; N.C. State; the University of Massachusetts, Dartmouth; and
Philadelphia University. These six institutions share human resources, equipment and facilities to
serve the U.S. fiber/textile/fabricated products/retail complex. NTCs goals include: research
discovering, designing and developing new materials, innovative and improved manufacturing, and
integrated systems essential to the success of a modern U.S. textile enterprise;education training
personnel, establishing industrial partnerships, and creating transfer mechanisms to ensure the
utilization of technologies developed; andpartnership strengthening the nations textile research
and educational efforts by uniting diverse experts and resources in unique collaborative
projects.Georgia Tech has established a Polymer Education and Research Center (PERC) with the
mission of providing the highest-quality multidisciplinary education and research opportunities in
polymer science and engineering. PERC is a joint program involving six schools on the Georgia Tech
campus: Chemical Engineering, Textile and Fiber Engineering, Material Science and Engineering,
Chemistry and Biochemistry, Electrical and Computer Engineering, Mechanical Engineering, as well as
the Georgia Tech Research Institute (GtrI). PERC is committed to assisting and providing leadership
for polymer and related industries.Industry CooperationThe Textiles and Nonwovens Development
Center (TANDEC), Knoxville, Tenn., is a cooperative partnership between the ExxonMobil Chemical
Co., Irving, Texas, and the University of Tennessee (UT), Knoxville. TANDECs primary goal is to
provide quality research, educational opportunities and service in the field of nonwovens and
textiles.The partnership began in 1983, when Exxon decided to move a meltblown pilot line from its
Baytown Polymers Center to UT. Exxon wanted the line to be available to the academic community, as
well as to the nonwovens industry. Expansion of efforts continued, and equipment was added and
upgraded, allowing TANDEC to become one of the leaders at UT in the development of new patents.A
National Science Foundation (NSF) grant for a maximum of eight years with matching funds from the
State of North Carolina and the nonwovens industry, enabled N.C. State to establish the Nonwovens
Cooperative Research Center (NCRC) in 1991. NCRC serves the nonwovens industry through fundamental
and applied research. The center has developed core and non-core research, and participates in
technology-transfer activities. Support is still provided by the State of North Carolina, from
industrial members and affiliates of the center, and by companies with research or developmental
needs. Member companies include 3M Corp., Cotton Incorporated, Dow Plastics, DuPont, Fleissner,
KoSa and ProcterandGamble, among others.Importance Of Education To The Textile IndustryThere is no
doubt that the numerous textile schools and colleges have contributed significantly to the growth
and development of the textile industry over the years. In an era in which quality is no longer an
option but a steadfast requirement for remaining viable, the consummate knowledge of textile
processes brought to bear by the graduates of textile schools has been invaluable.Also, it is
well-known that the key to success for the U.S. industry over the next few decades will rest on the
ability of its people to innovate and deliver new products that meet the changing needs of the
marketplace. Remember, said Batson, that the United States is still the fashion capital of the
world. The textile industry must continue to develop the capability to meet the high-end demands of
the consumer.Peggy Earle, owner of the childrenswear company Hartstrings Inc., and a 1974 graduate
of Cornell University, said, There are many, many jobs in the apparel industry where an individual
would benefit from having a good, solid background in textiles. To that end, the industry will
continue to rely on the innovative thinking and new ideas that emerge from the nations colleges and
universities.SchoolsAuburn UniversityClemson UniversityColorado State UniversityCornell
UniversityFashion Institute of Tech.Florida State UniversityGeorgia Institute of Tech.Institute of
Textile Tech.Iowa State UniversityKansas State UniversityLouisiana State UniversityNorth Carolina
State U.N.C. Center for App. Textile.Ohio State UniversityPhiladelphia UniversitySouthern Poly.
State U.Syracuse UniversitytrI-Princeton UniversityTexas Tech UniversityTexas Women’s
UniversityUniversity of AlabamaUniversity of GeorgiaUniversity of Mass.University of
MissouriUniversity of North TexasUniversity of Rhode IslandUniversity of TennesseeUniversity of
WisconsinVirginia Polytechnic InstitutePhone(334)844-4123(864) 656-3176(970) 491-5360(607)
255-3151(212) 217-7999(850) 644-2498(404) 894-2490(804) 296-5511(515) 294-7474(785) 532-6993(225)
578-2281(919) 515-3761(704) 825-3737(614) 292-8063(215) 951-2750(770) 528-7272(315) 443-2455(609)
924-3150(806) 747-3790(940) 898-2661(205) 348-6176(706) 542-4888(508) 999-8453(573) 882-7317(940)
565-2436(401) 454-6136(865) 974-2141(715) 232-2483(540) 231-6164Fax(334) 844-4068(864)
656-5973(970) 491-7975(607) 255-1093(212) 594-9413(850) 645-4673(404) 894-8780(804) 296-2957(515)
294-6364(785) 532-3796(225) 578-2697(919) 515-6621(704) 825-7303(614) 688-5565(215) 951-2651(770)
528-7454(315) 433-9688(609) 683-7836(806) 747-3796(940) 898-2711(205) 348-3789(706) 542-4890(508)
999-9139(573) 882-3289(940) 565-4348(401) 454-6320(865) 974-5236(715) 232-5042(540) 231-1697
January 2002