WILMINGTON, Del., April 29, 2002 DuPont TextilesandInteriors (DTI) today announced actions that
will advance its progress toward becoming a more competitive integrated enterprise. As part of its
drive to capitalize on the strength of its newly combined businesses in response to rapidly
accelerating industry structural changes, DTI plans to reduce more than 2,000 employees worldwide,
or 10 percent of its global work force. More than two-thirds of the reductions are in manufacturing
facilities and offices in the United States, with most of the balance in Europe. In the U.S., DTI
plans to shut down its Terathane® PTMEG manufacturing unit at Niagara Falls, N.Y., and less
competitive portions of the spandex operation at Waynesboro, Va. “These are difficult but necessary
actions to position DTI for success in a highly competitive and rapidly consolidating industry,”
said Richard R. Goodmanson, DuPont executive vice president and chief operating officer, who is
leading DTI. “We must act quickly and decisively to match our resources with current market
realities. We are committed to doing what it takes to capture market opportunities while serving
our customers with speed and flexibility.” “We do not anticipate a negative impact to our revenue
streams as a result of these restructuring actions,” Goodmanson added. “We will support our current
revenue base from more competitive facilities. We are primed to grow revenues by capitalizing on
our strong global market access, key branded platforms and a robust innovation pipeline targeting
the global apparel, interior and textile markets.” DuPont expects to achieve annual pre-tax cost
savings of about $120 million as a result of these actions, realizing about 30% in 2002 and
substantially all in 2003. The company expects to take a one-time second quarter charge of 12-16
cents per share, with about two-thirds due to employee separation costs, and the balance for asset
shutdowns. Since plans are still being finalized, the actual one-time charge to earnings will not
be available until the end of the second quarter. DuPont announced in February that it planned to
create DTI as a new wholly owned subsidiary and separate it from DuPont by year-end 2003, market
conditions permitting. The company is evaluating a range of separation options, including an
Initial Public Offering. DTI includes the nylon fibers, polyester fibers, Lycra® brand fiber and
spandex businesses, plus their intermediates and joint ventures. “We recognize that this is a
difficult time for all employees,” Goodmanson said. “We appreciate the contributions of our
employees who will be leaving and we will treat everyone whether they are leaving or staying —
with dignity and respect.” Current plans call for more than half of the affected employees to leave
DuPont by July 31. They can take advantage of transition packages available in their country or
region. For example, U.S. employees leaving DuPont will receive a severance package providing them
with career transition payments based on length of service, as well as a range of health and dental
benefits and educational assistance. DuPont TextilesandInteriors is the largest integrated textile
fiber and interiors business in the world, with approximate annual revenue of $6.5 billion and
operating in 50 countries. Headquartered in Wilmington, Del., DTI is comprised of two units, each
with subgroups: Textiles and Interiors including apparel, home, industrial and flooring; and
Intermediates including nylon, Terathane® PTMEG and polyester intermediates, specialties and joint
ventures. DuPont TextilesandInteriors has a powerful portfolio of the best-known, worldwide brands
and trademarks of DuPont including: Lycra®, Stainmaster®, Coolmax®, Thermolite®, Supplex®, Antron®,
Cordura®, Tactel®, Dacron® and Micromattique.During 2002, DuPont is celebrating its 200th year of
scientific achievement and innovation providing products and services that improve the lives of
people everywhere. Based in Wilmington, Del., DuPont delivers science-based solutions for markets
that make a difference in peoples lives in food and nutrition; health care; apparel; home and
construction; electronics; and transportation.Forward-Looking Statements: This news release
contains forward-looking statements based on managements current expectations, estimates and
projections. All statements that address expectations or projections about the future, including
statements about the companys strategy for growth, product development, market position, expected
expenditures and financial results are forward-looking statements. Some of the forward-looking
statements may be identified by words like “expects,” “anticipates,” “plans,” “intends,”
“projects,” “indicates,” and similar expressions. These statements are not guarantees of future
performance and involve a number of risks, uncertainties and assumptions. Many factors, including
those discussed more fully elsewhere in this release and in documents filed with the Securities and
Exchange Commission by DuPont, particularly its latest annual report on Form 10-K and quarterly
report on Form 10-Q, as well as others, could cause results to differ materially from those stated.
These factors include, but are not limited to changes in the laws, regulations, policies and
economic conditions, including inflation, interest and foreign currency exchange rates, of
countries in which the company does business; competitive pressures; successful integration of
structural changes, including restructuring plans, acquisitions, divestitures and alliances; cost
of raw materials, research and development of new products, including regulatory approval and
market acceptance; and seasonality of sales of agricultural products.
DuPont TextilesandInteriors Takes Actions To Increase Competitiveness
Pillowtex Fills Positions At Kannapolis Facilities
Pillowtex Fills PositionsAt Kannapolis FacilitiesPillowtex Corp. has begun to fill 200 positions at
its facilities in Kannapolis, N.C., as a result of the companys decision to relocate operations
from Columbus, Ga., and Phenix City, Ala., to Kannapolis. The consolidation is an attempt to
improve efficiencies throughout manufacturing operations.Pillowtex hopes to rehire workers laid off
in previous restructuring efforts affecting Plant One and Plant Four in Kannapolis.We are glad to
be able to rehire some of the people who were impacted by layoffs in Kannapolis. However, we
realize that while the news of 200 positions in Kannapolis is positive for our employee base in
this community, our employees in Phenix City and Columbus are facing the loss of jobs, which is
always a difficult time, said Allen Oakley, executive vice president of manufacturing
operations.Since filing for Chapter 11 reorganization in November 2000, Pillowtex has taken steps
to eliminate manufacturing overcapacity and maximize efficiency by consolidating and relocating
some of its operations.
April 2002
X-Rite Presents New Quality Assurance Solution
X-Rite Presents NewQuality Assurance SolutionX-Rite Inc., Grandville, Mich., has redesigned its
color formulation and quality assurance solutions in the new X-RiteColor® Master, an easy-to-use
Windows-based core software platform. The software is available in five configurations including
QA-Master I and II for color quality assurance; and Formulation-Master I, II and III for color
formulation and quality assurance. It is networkable and scalable, has an innovative database
structure and can span a variety of applications. Standard features include opacity adjustment and
waste reuse, which provide savings of time and resources, according to X-Rite.
April 2002
A Hybrid Industry
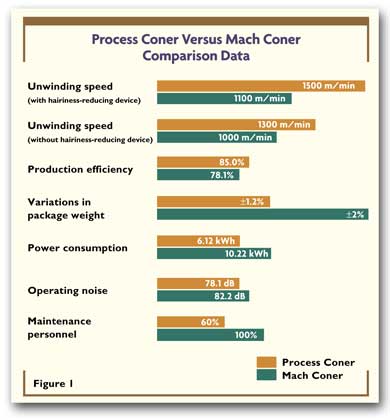
By Richard G. Mansfield, Technical Editor A Hybrid IndustryHybrid nonwovens breed innovative products and solutions. Accelerated growth in nonwoven technologies and the use of nonwovens may look revolutionary to people not familiar with the history of the industry, but this growth is actually based more on evolution than revolution. Edward A. Vaughn, Ph.D., professor of textiles at Clemson University, was very early in recognizing nonwovens as a hybrid technology and its long-term growth potential as a business. In addition to his teaching activities in nonwovens, Vaughn created the Clemson Nonwovens Fabric Forum, a week-long course that has helped train thousands of people in the industry over the last 32 years.Vaughn created a table, Basic Nonwoven Manufacturing Systems, which shows how nonwoven manufacturing has become a hybrid of textile, paper and extrusion technologies (See Table 1).
Early U.S. Activity In NonwovensOne of the earliest companies in the nonwovens business was Chicopee, then a division of the JohnsonandJohnson Co. In the mid-1940s, Chicopee developed its Masslinn nonwovens. Unlike many of the other early nonwoven producers, Chicopee was working with good-quality rayon staple fibers as well as cotton. Kendall Mills was another early entrant into the U.S. nonwovens business. Nonwovens product development activities continued to grow in the United States into the 1950s. Much of the early work with nonwovens was done by cotton mills, which were seeking to upgrade cotton waste into salable products such as furniture stuffing and wipes. Some of the mills then working with nonwoven technology were Avondale Mills, Callaway Mills, Dan River and WestPoint Manufacturing.The mid-1950s marked the successful development and marketing of Chicopees Handi-Wipes, one of the earliest identifiable nonwoven consumer products. During this time, Pellon Corp., owned by Freudenberg Nonwovens Group of Germany, became an important U.S. producer of nonwovens, specializing in inner linings and interfacings for the apparel trades. Up until the 1960s, the major technology for nonwovens was based on drylaid technology. The 1960s, however, saw the introduction of spunbonded technology and early activity on meltblown nonwovens. Needlepunch and wetlaid nonwoven technology and products also came into greater use. By the 1970s, the establishment of a trade association for nonwovens, the Association for the Nonwoven Fabrics Industry (INDA), provided a focal point for nonwovens as useful and distinct materials differentiated from conventional textile materials.The 1980s was a decade of increasing growth in nonwovens activity throughout the world, particularly in spunbonded and meltblown products. Factors influencing spunbonded and meltblown growth included the expiration of patents, which led to the development of turnkey plants from companies like Germany-based Reifenher, as well as lower-cost and higher-quality polyolefin and polyester resins.The 1990s marked the era of widespread acceptance of nonwovens as performance and problem-solving materials for industries as diverse as civil engineering and healthcare. Many of the products that came into use during this time were based on composites made by combining different types of nonwovens and/or nonwovens with other materials, such as films and foams. Some of these products and the companies that produce them are discussed in the ensuing pages. Composite Nonwovens In Geosynthetic ProductsIn the early 1970s, interest developed in using textile and related structures in construction and civil engineering applications, and the term geotextiles was coined for these products. Dr. Robert Koerner of the Drexel Institute of Technology describes geotextiles as products produced by assembling fibers into a flexible fabric by weaving, knitting or using nonwoven techniques to provide a porous water flow across and within their manufactured plane. Geotextiles always perform one of the following discrete functions: separation; reinforcement; filtration; drainage; or moisture barrier (when coated or impregnated).The term geotextiles is still used to describe these products, but a broader category of products is now encompassed by the term geosynthetics. One of the earliest fabrics used in civil engineering applications was woven from polypropylene monofilament yarns. Later, spunbonded and needlepunched polypropylene and polyester fabrics gained acceptance in geotextiles. The Geosynthetics Materials Association (GMA) represents all segments of the geosynthetic industry, including manufacturers as well as companies that test or supply materials and services to the industry. GMA is based in Roseville, Minn. As the use of geosynthetics grew, a number of composite fabrics were introduced to help solve problems in civil engineering and building construction. The Netherlands-based Enka, now a member of the Acordis group, which includes the Colbond Geosynthetics Group, introduced Enkadrain®, a foundation drainage system for vertical and horizontal use, in the mid-1970s. Enkadrain consists of a drainage core made up of highly compression-resistant, fused, entangled nylon monofilaments and a geotextile fabric bonded to one side or fully encapsulating the core.

At the Las Vegas Paris Hotel, Colbond Inc.’s Enkadrain® geosynthetic drainage system was installed in a plaza deck. Photograph courtesy of Colbond Inc. Enkadrain works by relieving hydrostatic pressure from backfills abutting below-grade structures. It provides a lightweight alternative to traditional drainage materials such as gravel or sand blankets. The geotextile fabric allows water to seep into the core, while it holds back the adjacent soil and helps develop a natural soil filter where geotextile and soil meet. Water that reaches the resilient polymer core is conveyed to a perforated pipe, weep hole, or other discharge system. Major applications for Enkadrain include foundation and retaining walls, plaza decks, bridge abutments and planters. Enkadrain is lightweight and includes such features as the following:high discharge capacity;protection of waterproof coatings from damage during backfilling;formulation of an insulating layer between wall and soil;prevention of silting up of the collector drain;installation ease with negligible waste;use under all weather conditions, even when freezing;ease of cutting with a sharp knife or scissors; andresistance to rot and soil chemicals. Geosynthetic Clay LinersA geomembrane is a material used as a containment device for landfills, or for forming holding ponds to retain solid and liquid hazardous materials and prevent them from migrating and contaminating groundwater and streams.
CETCO Lining Technologies manufactures geosynthetic clay liners, which protect geomembranes in landfills. Geomembranes are made from both reinforced and nonreinforced polymeric materials, including linear low-density polyethylene, high-density polyethylene, ethylene interpolymer alloys, chlorinated polyethylene, chlorosulfonated polyethylene, ethylene propylene diene monomer, polyvinyl chloride, polyurethane and elastomeric bitumen. The choice of the membrane material depends upon soil conditions and the properties of the materials that must be contained. The purpose of the geosynthetic clay liner (GCL) is to protect the geomembrane in case of damage to prevent leakage. The GCL is prefabricated and made by encapsulating bentonite clay between two or more layers of geotextiles, or by bonding the clay to one side of a geomembrane such as a sheet of high-density polyethylene. The geotextile-supported fabrics hold the clay in place by soluble adhesives or I-ties, by needlepunching that interlocks the fibers and locks in the clay, or by stitching thread to hold the clay between two fabric layers.The bentonite clay is a natural inorganic material with the ability to decrease hydraulic conductivity (it swells when it becomes wet and provides a sealing action). Bentonite is mined in Wyoming and other western states. It was formed through the reaction of volcanic ash and salt water over millions of years. Other major uses for bentonite are in cat litter and in drilling muds for the petroleum industry. A major supplier of the GCL product is CETCO Lining Technologies of Arlington Heights, Ill. Kimberly-Clark’s Composite Nonwoven ProductsKimberly-Clark, Dallas, is active in developing products using composite nonwoven technologies. One of the early composites the company produced was Kaycel, a scrim-reinforced tissue laminate for applications such as patient examination gowns, caps and disposable jackets and aprons.In the late 1960s, Kimberly-Clark licensed spunbond technology from Lurgi of Germany and started production of spunbond polypropylene products. Subsequently, the company refined the original process and developed a large body of technology in the field. Later, Kimberly-Clark added meltblown technology and products, and the company has developed and patented technology and products for making composite nonwovens.The spunbond/meltblown/spunbond (SMS) products provide a breathable barrier that holds back fluids and allows air to pass through. Kimberly-Clarks SMS products are used for a wide range of products from automobile car covers to hospital/medical products, including surgical wrap.Surgical sterilization wrap has been one of the companys most successful and profitable composite nonwoven products. The surgical wrap material is used to provide sterilized kits of components used in the surgical operating room. The multilayered SMS surgical wrap allows sterilizing agents such as steam, ethylene oxide, hydrogen peroxide, and gas plasma to penetrate the wrap, yet maintain sterility.Kimberly-Clarks Coform process enables its polypropylene meltblown process to make composites that are useful for soaking up liquids and body fluids in hospitals in applications such as incontinence pads and fenestration areas on surgical drapes. Optional layers of meltblown, spunbond or film also can be laminated to the structure. The products can be converted by die-cutting, slitting, sewing or heat-sealing. Xymid LLCXymid LLC, Newark, Del., was formed October 1, 1998, and is made up of growing businesses that had been started by the DuPont Co. The majority ownership and management of the company is by an individual who had been responsible for the businesses (and others) when with DuPont.Xymid® is based on proprietary technologies not found in traditional wovens, knits or nonwovens. Some of the products are based on processes and products that were developed by DuPonts fibers, nonwovens and composite groups. The versatility of the techniques enables the inclusion of many different fibers into one fabric.Xymid Wearforce fabrics combine bulkable yarns such as Lycra® with polyester for comfort and nylon for durability. Wearforce G fabrics are Wearforce fabrics combined with a high-performance laminate to provide good gripping surface and high wear resistance. The composite fabrics are resin-impregnated for high abrasion resistance and moldability.Xymid LLCs Composite Products include print sleeves, composite tubing and containment sleeves. Print sleeves are made from polymeric materials and used in the flexographic printing industry. Printing plates are mounted onto the polymeric sleeves, which are then mounted onto print cylinders. The sleeve tightly grips the cylinder because of an interference fit between the two components. The sleeves are extremely durable, according to Xymid, and are easily installed or removed from the cylinders via air pressure. Composite tubing is used in the converting industry for lightweight air shafts, anilox rolls and plate cylinders. This product can weigh as little as one-fifth the weight of steel, and the relative stiffness is two to five times that of steel, Xymid claims. This factor results in improved vibration dampening and higher critical speeds, thus allowing equipment to run faster. Xymids containment sleeves are designed to prevent magnet liftoff due to centrifugal forces generated in high-speed permanent magnet electrical motors and generators. The high strength and light weight of this product provides superior performance over conventional metallic materials, according to Xymid. LANX Fabric Systems produces chemical and biological protective fabrics and apparel for military and emergency response applications. LANX Fabric Systems features a family of products that are adsorbent, durable, air-permeable and user-comfortable; and can be fire-resistant as required. The base adsorption technology uses polymerically encapsulated activated carbon for chemical protection.Zyflex LLC Thermal Sportgear® consists of a line of garments using a composite technology that had originally been developed by DuPont. These products are being sold by catalog and on-line, and include thermal shirts, thermal shorts, headbands, neckgaiters and balaclavas.
LANX Fabric Systems produces chemical and biological protective fabrics for military and emergency response applications.April 2002
Glenro Names Three Executives To Upper Management
Paterson, NJ; 04 April 2002 – Glenro Inc. has promoted three of the company’s managers to new
executive management positions. Effective immediately, Thomas Van Denend has been named Vice
President; John Walsh has been promoted to Vice President Sales; and Jim Alimena is now Glenro’s
Vice President Marketing.In his 21-year career at Glenro, Thomas Van Denend has become recognized
as an authority on industrial heat processing technologies. Prior to his new assignment, Van Denend
ran Glenro’s Western sales office, where he was instrumental in new business development as well as
new product and technology launches. In his new role, Van Denend will concentrate on developing and
commercializing new product lines for Glenro, including flatbed laminating systems, advanced
infrared heaters and regenerative thermal oxidizers. Van Denend is also pursuing acquisitions and
developing strategic alliances with companies that serve the same customers as Glenro.John Walsh
has 25 years of manufacturing engineering, industrial engineering and business management
experience in the production of industrial equipment, electronics, outdoor equipment, automotive,
and structural steel components. He has been with Glenro since 1993, excepting a two-year
engagement with Garden Way Inc. as Director of Manufacturing Engineering. Walsh was previously
Plant Manager with Glenro, and he brings extensive experience in the needs of manufacturing to his
new role as Vice President Sales. He directs Glenro’s nationwide network of sales engineers, as
well as developing international sales opportunities.As Vice President Marketing, Jim Alimena is
responsible for creating sales opportunities, building brand awareness, managing Glenro’s marketing
information system, marketing research, advertising and public relations. Alimena is a 22-year
Glenro veteran, during which time he has built a marketing communications team and created an
integrated marketing communications program using electronic and print media. He developed Glenro’s
Internet strategy and web site, ww.glenro.com. Under Alimena’s direction, Glenro’s trade
publication ads have won several readership response and brand awareness awards.The new management
assignments are part of Glenro’s objective to develop an interrelated process among engineering,
marketing and sales to launch new products that meet the needs of customers.Headquartered in
Paterson, New Jersey, Glenro Inc. provides process heating engineering and equipment for industries
such as paper and film converting, nonwovens, technical textiles, insulated wire and tubing. Glenro
equipment includes infrared heaters and ovens, hot air dryers, fume oxidizers and flatbed
laminators.
ASTM Forms New Business Development Unit
ASTM Forms NewBusiness Development UnitWest Conshohocken, Pa.-based ASTM International has formed a
New Business Development Unit to benefit organizations and businesses by making available ASTMs
expertise in the development and distribution of technical information. The new unit facilitates
outsourcing and partnership agreements between ASTM International and its clients, and helps them
develop solutions that enable them to enhance and streamline their businesses.Capabilities of New
Business Development include: provision of a neutral forum to develop standards, guides or best
practices; electronic collaborative authoring, editing and publication; dissemination of global
information; audit-trail management; and multi-format product delivery.Clients are currently
evaluating future projects that involve the outsourcing of ASTMs Interactive Standards Development
Forums Internet-based collaborative standards development software and electronic balloting
systems.
April 2002
Winding Progress
Technology Advancements
TW Special Report Winding Progress
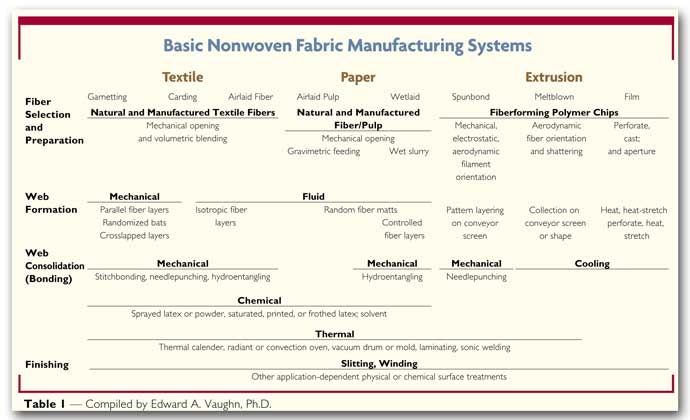
Murata’s new-generation Process Coner improves on features of earlier Mach Coner. It
is essential that the automatic winder, as the final stage of spun yarn production, be capable of
utilizing all of the recent developments in electronic yarn clearers. The automatic winder of the
future will need to continuously monitor and manage the operational status of the machine, as well
as provide on-line and on-time winding. Customers will require continual improvements in the
quality of the yarn. It is to this end that Muratas Muratec Mach Coner, introduced to the
international market in 1979, has recently undergone a full redesign.The new winder (#21C) offers
many innovations and shows significant improvements when compared with the Murata Mach Coner (See
Figure 1):A new winding drum with two distinct pitches on the same drum eliminates ribbon winding
and promotes high-speed unwinding at subsequent processes.A straight yarn path and electronic
tension manager enable high winding speeds with tight controls on package length.Perla-A and
Perla-D devices using compressed air and mechanics respectively reduce yarn hairiness and improve
warping, slashing and weaving operations. Coupled with compact spinning, these devices produce a
yarn having greater added value.An inverter-controlled blower and direct-drive winding drum reduce
power consumption. The blower also reduces operating noise.A kink preventer reduces hard waste,
which is automatically separated from soft waste on the #21C model.
In the event that an abnormal number of faults are detected in one spinning cop, the machine
will automatically remove an increased amount of yarn from the cop before splicing and restarting.
Should the yarn continue to fault, the process will be repeated for a number of attempts. All of
these steps occur without operator intervention. The operation of electronic yarn clearers is
enhanced by the layout of the straight yarn path splicer followed by waxing device in a fully
linear path. Murata has retained the concept of individual unit maintenance during operation and
has reduced the number of mechanical parts, allowing for a reduction in maintenance personnel.The
Process Coner #21C allows ready analysis of data from multiple machines using the Visual On-Demand
System (VOS) on the central control panel. Colored graphic displays are used, facilitating data
feedback and immediate decisions. The new Murata Process Coner offers cutting-edge technology
coupled with practical simplicity for new-generation winding needs.
April 2002
Warp Speed
Weaving PreparationBy Jim Phillips, Executive Editor Warp Speed
Drawing-in, warping and sizing programs save time, decrease cost. Weaving is an
ancient art, dating back more than 7,000 years to when the first baskets were woven from the reeds
that grew along the Nile River in Egypt.And for about as long as mankind has been inserting weft
into warp in some form or fashion, research has been underway to improve the speed of the process,
the quality of the finished product and the weavability of materials.Today, of course, weaving has
evolved into a high-speed, high-technology craft that stresses components and allows little margin
for error. The demands of a global marketplace have put increased pressure on weavers for quick
turnaround, so time to change from one style to another takes on added importance. Much has been
written about the modern weaving machines from such companies as Picanol, Sulzer, Promatech,
Dornier, Toyota, Tsudakoma and others. But an often neglected aspect of technology is the range of
machinery, between spinning and weaving, that enhances yarn properties and creates efficiencies
that allow for faster, better fabric formation. Drawing- And Tying-In

Among the most laborious of all textile processes is the drawing-in and tying-in of warp
yarns. Most plants throughout the world continue to do this process by hand. Stli Corp. of
Spartanburg, a well-known manufacturer of dobbies and jacquard heads, however, has systems
available that automate this process and save significant time and labor.There are so many
advantages to this system, said Don Hunt, the companys manager of textile systems. By hand,
drawing-in is a struggle that requires a lot of labor and a lot of time. But with our systems, such
as the Delta 100 and 110, a single person can draw in up to four warps in eight hours. With two
draw-in trucks and two people, up to eight warps can be drawn-in in a day. The number of warps that
can be drawn-in depends upon the average number of warp threads per warp and the warp material.Adds
Ludovic Petrois, sales technical administrator: The speed of these systems is up to 100 threads per
minute. This adds a tremendous amount of flexibility for the weaver and allows a quick changeover
in order to respond to market demands.The Stli Delta 100 is designed for filament weaving mills
that draw warp threads into the heddles and reeds, but which use no drop wires. The Delta 110 draws
in the warp threads through the drop wires, heddles and reeds in a single operation.For tying-in,
the Stli Topmatic Tying System features reliable formation of up to 600 knots per minute, Petrois
said. Saving Sizing Costs
In an era in which every penny spent for raw materials and labor must be carefully
scrutinized, a number of proactive textile machinery manufacturers have looked for ways to save
their customers money in virtually every step of the manufacturing process. It is to this end that
West Point Foundry and Machine Co., West Point, Ga., has developed its SAS Pre-Wet (PW) Sizing
System. The SAS-PW system uses patented technology to apply atomized water to warp yarns before
they enter the size box. Sizing is, of course, the application of chemicals usually starch, acrylic
esters, polyvinyl alcohol, wax, carboxymethyl cellulose to warp yarns in order to lubricate them in
preparation for weaving, as well as to provide additional strength and smoothness.The West Point
SAS system, according to Scott Warren, general sales manager, is unique in that it precisely
controls the volume of water applied to the warp yarns in order to maintain consistent water wet
pick-up. Also, the system is designed to increase the dwell time between the pre-wet chamber and
size box to maximize water penetration. Warren said studies of pre-wet sizing have shown that size
chemical costs can be reduced by as much as 20 to 50 percent, depending upon yarn styles, without
affecting weaving efficiency. This reduction, he said, is the result of applying water to the warp
yarn before sizing. The water penetrates into the center of the yarn so the sizing material is only
applied to the outer surface of the yarn bundle, reducing the amount of sizing chemicals required
for efficient weaving.Sizing chemicals are the single largest daily cost in this process, Warren
said. The SAS-PW is the lowest-cost pre-wet system available. It has a self-contained control
system and a narrow footprint that will allow it to run on any slasher, regardless of space
limitations or equipment manufacturer. WarpingIn warping, West Points newly designed Model
UWP Warper is designed to accommodate section beam diameters up to 40 inches (1,000 millimeters).
Other features include a pneumatically operated press roll with table doffing, West Points patented
End-Uncrossing Device, and color touch-screen controls. The Model UWP Warper is also equipped with
the companys dust particle collector, which is designed to capture significant amounts of fine dust
particles into the plants air filtration system.Sucker-Muller-Hacoba, Germany, (Symtech,
Spartanburg), offers the Toptronic 2000 sectional warper, which provides fully electronic
determination of the warp table traverse and section positioning. The machine features warping
speeds up to 800 meters per minute (m/min) and beaming speeds up to 300 m/min. As well, the
Toptronic is able to automatically calculate feed from the first meter of the warp, using either
short sample sections or full-length beams.

Benninger Co. Ltd., Switzerland, also represented by Symtech, has the Ben-Direct direct
warper, introduced in 2000, which now has more than 100 installations worldwide. The warper,
according to the company, features exact cylindrical winding, high-precision uncrossed thread
laying, precise length and assured winding density.The Ben-Tronic sectional warper features
universal capability for all staple fiber yarns, as well as textile and technical filaments.
Benninger says the sectional warper guarantees uniform length of all ends, which are wound under
absolutely equal tension.
April 2002
Under Cover
Part 2: Intimate Apparel RoundupBy Virginia S. Borland, New York Correspondent Under Cover
Comfort and performance are hidden assets in some of today’s high-tech intimate apparel
fabrics.
Among the developments prevalent in the intimate apparel market are new yarns that enhance
both appearance and comfort. Greensboro, N.C.-based Unifi, for example, introduced 18 new specialty
yarns last year. Unifi is developing new yarns, modifying and combining existing yarns to provide
innovative products for specific end-uses, said Jay Hertwig, global product development manager.
Many are seeing success in intimate apparel, activewear and swimwear. Novva is a soft, textured
yarn that has the luster of a flat yarn. It is going into seamless, circular and warp knits.Mynx is
a super-soft nylon described as having the strength of a synthetic and the beauty of a natural
fiber. It provides knitted fabrics with a cool, smooth hand, soft drape and subdued luster.Sorbtek
is a breathable, lightweight, easy-care yarn with the ability to move moisture faster and further
than any other yarn on the market today, according to Unifi. It is going into seamless, circular
and warp knits and has had immediate success in activewear.A.M.Y. is a new high-performance
antimicrobial yarn with permanent odor-control properties engineered directly into the
yarn.Recently, Unifi formed a joint venture with Israeli nylon producer Nilit Ltd. Products
developed will come out under the UNF label. One recent introduction is Sensil Arafelle. Arafelle
the Hebrew word for fog is 100-percent nylon 6,6, which can be piece-dyed for tonal, heathered
effects. It has a cotton-like touch and is aimed at lingerie, activewear, swimwear and legwear
markets. Arafelle has been adapted by Sara Lee Hosiery.Kimberley Lewis, marketing manager, Unifi,
sees intimate apparel focused around sheer fabrics with subtle luster and control. There will be
emphasis on comfort achieved through stretch and engineered yarns, she said. FabricsOne of the
fastest-growing knitters catering to the intimate apparel market is McMurray Fabrics, a
family-owned firm with three factories in North Carolina. In 2001, the company purchased the
circular-knit business, as well as the warp-knit elastic fabrics plant in Jamesville, N.C., from
Sara Lees Liberty Division.Kim Williams, director of design and apparel merchandising, said there
will be an inventory correction. She sees a business pickup well before the end of the year.For
bras and panties, Williams reports that a lot of sheer, power-net fabrics are still turning up.
Reporting on the Interfili show in Paris, she said prints and embellishments were some of the
newest lingerie developments. Mesh with lace overlays, metallic and lacquered surfaces, laser-cut
edges, ruffles and jewelry-type applications were all there. A lot of stripes were shown, along
with small, random florals, geometrics that resemble computer printouts, and the look of
denim.Clean piqu#44; small box-patterned jacquards and matte/sheen surfaces are other looks
Williams mentioned. And its all about nylon and microdenier nylon, she said. Colors are brighter.
There are a lot of pinks and blues that look like gum-drop candy colors, and a lot of red and
white.Going forward, Williams mentioned antibacterial and anti-odor fabrics. She sees these going
into socks and activewear, as well as items such as the sports bra. Fabrics In Demand
Debra Cobb, merchandising director, Ge-Ray Fabrics, said, Lace, shimmer, silky and sexy
fabrics will always be there, but fashion is less important. Performance and comfort are what sells
today.Were looking at new fibers and yarns, Cobb continued. Last year, we came out with our Xen
Collection, which is a blend of Supima/Micromodal. The fabrics are soft, relaxed and comfortable.
They are taking off for yoga wear, a very hot activity.French knitter Billon Frs reports lacy knits
are its biggest seller for lingerie. Very fine Lycra®-content fabrics, tiny floral-patterned
jacquards, diagonal stripes, lightweight fabrics with slick finishes or softly sueded surfaces are
other popular items. Color-reverse double-faced fabrics are also of note. Growth In North
AmericaVirgil Simons, general manager, United States, Dogi International Fabrics, said that value,
product innovation, quality and service are contributors to Dogis success. He added that with the
North American Free Trade Agreement (NAFTA) and the Caribbean Basin Initiative (CBI), there will be
major growth in North America. Dogi is headquartered in Spain, with marketing offices around the
world. You need to be there with your customer, Simons said.Dogi produces a variety of knitted and
woven apparel fabrics, including circular, single and warp knits; and electronic jacquards.
Eighty-four percent of its fabrics are sold for intimate apparel. Last April, the company acquired
four Penn Elastic factories from the Sara Lee Corp., giving them manufacturing capacity in Europe,
the Asia/Pacific region and the Americas.Simons sees growth in activewear, with areas like
cheerleading and classical dance being exceptional. Danskin and Capezio are some of the companies
Dogi sells to in this area. The activewear line takes its direction from fashion and adds
performance. A sanded microdenier fabric for warm-ups is knitted using Meryl®/ Lycra.
Supplex®/Lycra in solid rib coordinates is going into juniors.A recent innovation for intimate
apparel and dancewear is stretch fabrics with engineered zones, providing more stretch in certain
portions of the fabric. Extra muscle support in key areas relieves fatigue; softer stretch in other
areas gives extra comfort.Narrow-width fabrics with selvages that provide clean, finished edges;
moldable fabrics for the bra market; and moisture-transport mesh are other recent Dogi
developments.For mens underwear, Dogi is selling a heather-shaded cotton/nylon/ Lycra opaque/sheer
stripe. A lot of the same fabrics are selling for underfashions for men and women. Victorias
Secret, Vanity Fair and Triumph are among the companys customers. New TechnologiesNew fabrics
introduced at Interfili by the British company Berne-Welbeck focus on new technology to provide
both fashion and performance. Airpak® two-sided fabrics with cushioned centers were shown at
Premiere Vision in October 2001. This range is now available embossed with a broad design
selection. Airpak fabrics are breathable, moldable and easy-care.A group of lux surface effects
includes transparent polyester meshes with embossed designs, wet-look sheers, moirffects and cir
There are iridescent fabrics that have a fluid appearance, and jacquards and coordinates with a
shimmering luster.Other Berne-Welbeck fabrics for intimate apparel are knitted with DuPonts Tactel®
Strata. These include monofilament stripes, metallics and two-colored jacquards. A range described
as Second Skin fabrics has a paper touch or silky hand. The Natural Collection incorporates viscose
with elastane and ProModal to impart a natural touch.There are moisture-management fabrics
containing Supplex and Coolmax® in a Berne-Welbeck collection called Sporty. These include ribs and
tubular jacquards for swimwear and activewear.X-Static®, the silver-coated textile fiber from Noble
Fiber Technologies is going into a broad range of new fabrics in both filament and spun varieties.
At Premiere Vision, Berne-Welbeck featured X-Static in a fabric collection for bras and sportswear.
Fabrics have thermodynamic properties, and are anti-static and anti-odor.The Star Groups Lance T.
Whitaker, vice president, sales and marketing, said that in narrow fabrics, as a secondary
supplier, we have less control. With full-package manufacturing now coming out of the CBI, sources
can become hidden. Because were not the main part of the garment, it is difficult to mandate that
they use our product.The Star Groups answer is to become more innovative. Some of its recent
developments are microdenier channeling for glue bras; sonic seaming for nylon taffeta; and
micro-brushed products providing added comfort for bras. Our narrow fabrics and trimmings give
intimate apparel both visual and tactile appeal, said Whitaker. FashionThe number-one selling
bra in America today is Vanity Fairs (VF) Illumination, a lightly lined seamless bra knitted with
Tactel Strata. In panties, the best-sellers are low-rise seamless styles knitted in
microfibers.Vanity Fairs Ellen Rohde, president, VF Intimates, reports there will be a return to
shine and femininity for Spring/Summer 03. Lace is cyclical and on the upswing. Underwire bras are
also in an up-cycle. Seamless, molded and racer-back bras are other popular items, she said. There
is a resurgence of cotton and cotton-touch fabrics. Cotton connotes comfort, she added. Alice
Papazian, who handles color development and print design for VF Intimates, said colors of inner
fashion closely follow outerwear. Bras and camis have been designed to show.For Spring, Papazian
shows three color ranges: washed-out and whitened pales; vintage shades; and fun, young brights.
And there will be a lot of white. She sees a continuation of sheers, embroidery and lace.By the end
of the year, all VF apparel production in the United States will cease. Garments will come from
Mexico, the Caribbean Basin and the Far East.

At Jockey International, Anne Ewing, senior designer, Intimates, Jockey Brand, said, Intimate
apparel is a comfort-driven product and not a high-ticket item. Our business is healthy.A year ago,
Jockey introduced a line called No Panty Line Promise. It was an instant success. This year, it has
added a mesh collection knitted in a blend of 80-percent Tactel and 20-percent Lycra. There are
thong, brief and bikini styles with coordinating bras.

The Jockey Spring 03 collection is all about comfort. There are cotton/Lycra fabrics knitted
using Santoni seamless machines, as well as nylon/Lycra- and microdenier-content fabrics. Ewing
shows a lot of lace. Some is cross-dyed in fashion colors. Most is shown in coordinating sets. New
prints are floral and leaf designs and all-over metallic to give a shimmer to garments. Bra styles
are underwires, padded with seamless cups, and softer, under-constructed styles. Many use bonded
fabrics and are almost stitch-free, made with ultrasonic and seamless equipment. Seam-free
underwire bras using a flat wire are new.Colors are more sophisticated with outerwear influences. A
small, outlined floral is shown in a combination of black on gray. For Spring 03, Ewing said colors
will be soft and feminine. Along with bras and panties, there are coordinating camis. Some are
ruffled and lace-trimmed, others are padded. Plus sizes are available in a lot of styles. At
Liz Claiborne Intimates, a full-fit collection was recently introduced that is fashionable,
lightweight and sexy. One popular bra is the seamless minimizer, available in soft, stretch lace
with mesh details that reduce the cup by one entire size.
Editor’s Note: In March, Textile World published the first of a two-part feature about the
hottest trends in the intimate apparel industry. In this issue, New York Correspondent Virginia S.
Borland continues her look at the products and processes that are turning heads in this dynamic
market segment.
April 2002
Singapore Trade Agreement May Include Strict Rule Of Origin For Textiles
By James A. Morrissey, Washington CorrespondentU.S. government trade officials are supporting a
“yarn forward” rule of origin in a proposed U.S.-Singapore Free Trade agreement, a move that
pleases U.S. textile manufacturers but gives importers and overseas exporters heartburn. The rule
of origin would be similar to that of the North American Free Trade Agreement (NAFTA), which
requires products benefiting from the free trade pact to be made with yarn and fabric in the
participating nations. It is designed to help the U.S. textile industry and guard against
transshipments of apparel where the yarn or fabric may be made in another country. The U.S.
Association of Importers of Textiles and Apparel has told the U.S. Trade representative that a
NAFTA-like rule of origin for Singapore would be “inappropriate” and said, instead, a “substantial
transformation standard” with a 35-percent value-added requirement would make more sense. The
Singapore Free Trade Agreement is particularly significant, since the U.S. Trade Representative has
announced plans to expand it to include Indonesia.



