Wichita, Kan.-based Invista’s CORDURA® brand is celebrating its 50th anniversary with a variety of innovations and a year-long roadshow. Cordura is unveiling new fiber and fabric technologies — including a new, military-grade T420HT high tenacity nylon 6,6 staple fiber; 50th anniversary capsule collections such as the X Venture Collexion featuring Cordura denim technologies created by Pakistan-based Artistic Milliners; and announcing special collaborations.
“This very special year is going to be one for the books as we unveil our most groundbreaking innovations and collaborations,” said Cindy McNaull, global Cordura brand and marketing director. “Since commercialization of the fabric in 1967, the Cordura brand has worked hand-in-hand with its mill and supply chain partners to break molds and blaze new trails — with all signs, roads and paths leading to a next generation of durable solutions. And 2017 may be the best year yet.”
Thailand-based ES FiberVisions (Thailand) Co. Ltd., a joint venture company formed by Duluth, Ga.-based FiberVisions LLC — owned by Bangkok-based Indorama Ventures Public Co. Ltd. (IVL) — and Japan-based JNC Corp., recently held a grand opening for a new plant in Rayong, Thailand. The state-of-the-art facility is designed to manufacture up to 14,000 tons of high-quality bicomponent fiber in a hygienic environment. At the opening ceremony, executives including IVL’s CEO Aloke Lohia; JNC’s CEO and President Dr. Yasuyuki Gotoh; FiberVisions CEO Tom Zaiser; and Yozo Shimomura, chairman of ESFV and managing executive officer of JNC, were joined by more than 100 government representatives, customers, suppliers and contractors.
ES FiberVisions opened a new bicomponent fiber plant in Thailand.
“At this Thai factory, a key center for supply to the Southeast Asian region, we have introduced global cutting-edge technology,” said Gotoh. “We believe that the state-of-the-art ES fiber produced here will not only contribute to the development of the Thai economy but also help all the citizens of countries in the ASEAN region lead more comfortable lives.”
In related news, the companies announced they are expanding bicomponent manufacturing capacity at the Covington, Ga.-based FiberVisions facility to support the need for bicomponent fibers in the U.S. hygiene and industrial sectors.
The added capacity is expected to be operational by the end of 2017.
Dallas-based Haggar Clothing Co. has entered into a licensing agreement with Bernette Textile Co., granting the company exclusive rights to design, produce and sell men’s sweaters in the United States. The initial collection is expected to launch fall 2017.
“As Haggar celebrates our 90th year, our partnership with Bernette Textiles further strengthens our product portfolio,” said Michael Stitt, CEO, Haggar. “Bernette’s mission, vision and history align with ours, and both companies are committed to delivering the highest quality apparel, innovation and exceptional value for the consumer.”
Dallas-based private equity company LongWater Opportunities has acquired Fox River Mills Inc. from the Lessard family, who have owned and managed the company since 1975. The company now operates as a division of Standard Merchandising Co., a Camden, N.J., sock and hosiery manufacturer acquired by LongWater in December 2015.
Fox River opened its doors in Osage, Iowa, in 1900, and is the longest continuously running hosiery brand in the United States. The company produces knitted technical socks and handwear for the athletic, outdoor and casual markets sold under its own Fox River brand name; as well as private label programs including the Original Rockford Red Heel® Monkey sock used in the iconic sock monkey toy.
“We knew it was important to find a partner that believed in U.S. manufacturing and investing in the people and the community,” said Fox River President and Co-Owner John Lessard. “We believe we’ve found that in LongWater. We’re excited about the future of Fox River Mills.”
Japan-based Shima Seiki Mfg. Ltd. has opened a wholly owned subsidiary in Ho Chi Minh City, Vietnam, to bolster sales, service and demonstration abilities for its product line in this growing area of Asia.
The company held an open house at the new location where visitors were able to view some of Shima’s latest innovations including the SVR122 flat knitting machine featuring digital stitch control (DSCS®) and a spring-based moveable sinker system, the compact SSR112 flat knitting machine, P-CAM182 multi-ply computerized cutting machine, SDS-ONE APEX3 3-D design system; web-based fashion archive service staf®, Shima KnitPLM knit product lifecycle management software, and knitwear samples produced using Shima Seiki technology.
Greensboro, N.C.-based Wrangler® reports it has saved 3 billion liters of water over the past 10 years at its facilities. This total equates to the annual water needs of more than 21,000 U.S. households. Wrangler was able to achieve the savings by combining steps during the traditionally water-intensive denim manufacturing process. According to the company, its improved wash down process along with additional water recycling resulted in significant water conservation. Wrangler also announced a goal to reduce water usage by 20 percent as soon as 2020.
“Our company has a responsibility to play a leading role in moving our industry toward sustainable practices,” said Roian Atwood, director of sustainability for Wrangler. “Reducing billions of liters of water usage represents one small part of our efforts to minimize our environmental impact.”
Greensboro, N.C.-based Cone Denim has collaborated on a vintage-inspired selvage denim featuring CORDURA® as part of Wichita, Kan.-based INVISTA’s Cordura brand’s 50th anniversary (See “Fiber World News, TW, this issue). Cone is producing the denim on American Draper X3 shuttle looms at its history-filled White Oak facility, which complements Cordura’s “heritage meets innovation” anniversary theme.
“Both the Cordura brand and Cone Denim have a rich history involving textile production and denim fabrics, and combining our extensive experience to create the first-ever selvage denim incorporating Cordura Denim technology is a great way to honor our mutual heritage and usher in new performance denims of the future,” said Cindy McNaull, global Cordura brand and marketing director.
“Innovation is in our DNA, but heritage is also a key inspiration in our fabrics — so working with a brand like Cordura that shares the same values is a great fit for us,” said Kara Nicholas, vice president of product design and marketing, Cone Denim.
Cone Denim and Cordura have collaborated to develop a selvage denim fabric.
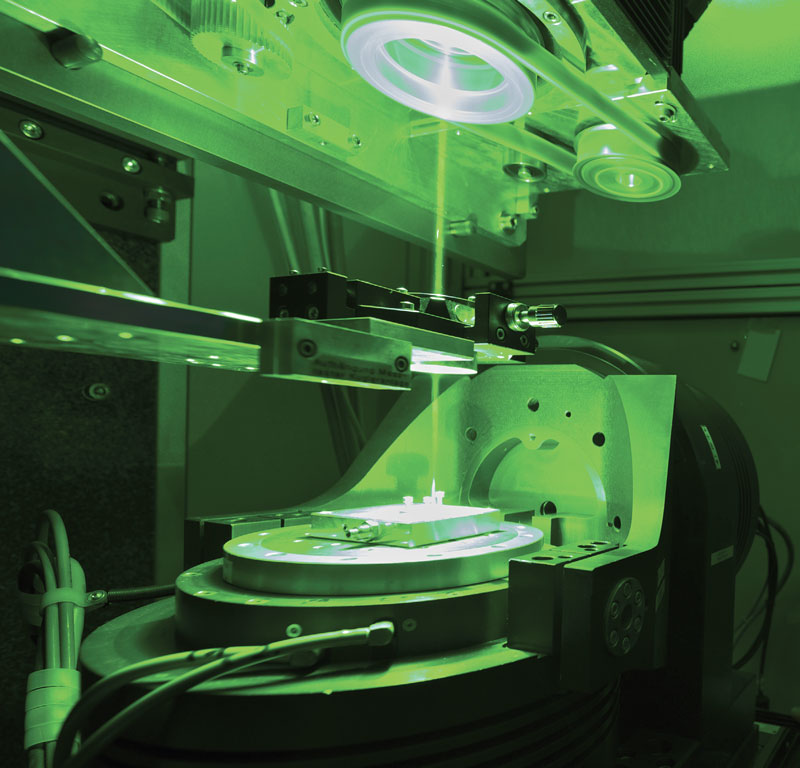
Researchers have developed laser-drilled spinnerets to create cellulose fibers featuring new properties.
TW Special Report
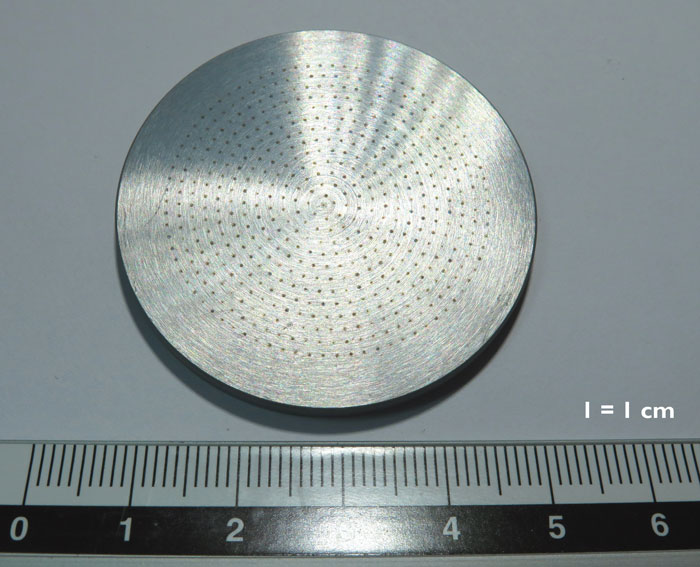
A stainless steel disc approximately 4 millimeters (mm) thick is illuminated by a bright green beam of laser light. With high energy, the ultra-short-pulsed laser beam bores into the surface of the metal repeatedly, until a large number of holes have been made. What they are producing here at the Institute of Laser Technologies (IFSW) at the University of Stuttgart, Germany, is the result of a joint research project together with the Institute of Textile Chemistry and Chemical Fibers (ITCF) in Denkendorf, Germany — spinnerets with a diameter of 30 to 40 micrometers (µm), much finer than a human hair. The spinnerets are utilized in the production of ultra-fine cellulosic fibers, or so-called micro- or supermicrofibers.
Microfibers are made of different polymers finer than 1 decitex (dtex). This is a measure of the fineness of a fiber, which indicates the length-related mass of a single thread. One dtex corresponds to one gram per 10,000 meters of fiber length. Supermicrofibers are fibers whose fineness is less than 0.3 dtex. The diameter of such fibers is approximately 3 µm. Because of their large surface area, such fibers are particularly suitable for use in hygiene and medicine applications. The fibers offer high moisture absorption capacity and a soft hand. They also are effectively utilized within the industrial sector for technical textiles, in filters for example, because they are both fine and extremely strong.
New Ways Of Producing Microfibers
Typically, microfibers are produced in a two-stage process. First, the fiber-forming polymer is spun together with a matrix polymer, which provides mechanical stability during the thread formation. From these so-called bicomponent fibers, the matrix fraction is chemically detached during the second step. What remains thereafter is the supermicrofiber.
This process is not applicable in the production of cellulose fibers. Cellulose is not fusible, but it is rather spun in a wet spinning process, in which the cellulose is dissolved in ionic liquid and pressed through a spinneret, behind which it is precipitated into the solid fiber in a coagulation bath. The fineness of the fibers is therefore determined by the size of the holes in the spinneret, and this is where the advantages of a laser-drilled spinneret nozzle come into play. Well-established drilling techniques — such as micro-stamping, mechanical drilling or spark erosion — do not allow for the production of such fine holes.
The laser drilling process is highly technically demanding. The laser beam is moved along a circular path by means of a helical drilling robot, which was specially developed at IFSW. The laser beam rotates at 30,000 revolutions per minute during the drilling process and can also be adjusted at an angle to the drill bit. This allows for high precision drilling, reproducibility and a variably adjustable drill hole geometry. Drilling deep holes with a small diameter presents a major challenge for IFSW scientists because the laser has to penetrate stainless steel plates up to 4 mm thick without creating irregularities on the hole walls or ridges on the hole edges, which would immediately reduce the quality of the fibers.
During the conventional wet spinning process, the spinning dope is forced through the spinneret nozzles under high pressure. The cellulose then coagulates into a fiber in a coagulation bath directly behind the spinneret. A more complex process, so-called dry-wet spinning, offers even more possibilities. In this process, the spinning solution first is pressed into an air gap directly behind the nozzle. A drawing process comes next, which aligns the chain molecules in the spinning solution. Immediately thereafter, the spinning mass passes into the coagulation bath and coagulates into a fiber. The molecular orientation is retained, and the cellulose fibers therefore gain an even greater strength than is the case in the conventional wet spinning process.
The thick-walled, laser-drilled stainless steel nozzles also allow for particularly high working pressures of up to 200 bars. This permits the use of higher concentrations of cellulose in the spinning solution, which makes the production process more efficient.
Defined Nozzle Geometry Determines Fiber Properties
The shape of the spinning channel determines the handling of the spinning process. “Our goal is to create funnel-shaped nozzles — a drilling channel with a defined geometry that tapers to the desired final diameter,” explained Thomas Arnold, a team member at IFSW. The improvements are made possible thanks to scientific exchange between the two research institutes. “Working with the ITCF gives us a direct input on the required geometries and accuracies,” said Arnold. From the results of the fiber spinning, it can then be directly ascertained whether there is still any need for optimization of the spinnerets.
Another promising aspect is experimenting with using new materials. Recently, the first ceramic spinneret was drilled from silicon nitride. This material is more rigid than stainless steel and can withstand higher pressures without bending, despite a reduced wall thickness. The drilling process also is easier to control, because ceramics have no melting phase that can negatively impact the drilling process. In addition, the partial transparency of the material allows for more accurate observation during the drilling process.
In addition to the advanced optimization of spinnerets realized at ITCF Denkendorf, new cellulose fibers with completely new properties have been produced using the dry-wet spinning process. “We have been able to significantly improve the textile-mechanical properties of our fibers compared to those produced by wet spinning,” said Dr. Johanna Spörl, chemist at ITCF. “Our next step will be to realize further nozzle geometries in collaboration with the IFSW. That will provide our fibers with additional property profiles.”
This development project is a successful example of a fruitful interdisciplinary exchange. The fact that this collaboration has generated products which are equally beneficial to both industry and consumers allows the success of this cooperation to speak for itself.
Switzerland-based Sanitized AG recently opened a TecCenter at its head office to provide customers with active product development and support for premium hygiene function and material protection tailored to individual production processes.
Antimicrobial textile products continue to play a role in odor control as well as controlling the spread of infectious microorganisms.
By Bob Deerin
An antimicrobial is an agent that kills microorganisms or inhibits their growth. Antimicrobial fibers then are textiles to which antimicrobial agents have been applied, either at the surface or within the fibers. Additives can be introduced to the fiber during spinning or extrusion, combined with dyes or pigments or applied as a finishing process. The chosen method is determined by a variety of factors including final use of the fabric, the capability of the manufacturer and budget.
The Fight Against Microbes
The National Institutes of Health reports that microbes actually outnumber a human’s cells by 10 to 1. To be fair, not all microbes are bad, but inhibiting the unchecked growth of microbes in contemporary society can be of critical importance as these pathogens, bacteria, and fungi quickly multiply and can lead to adverse health effects. A 2016 study by Morais and colleagues found that some bacteria populations can double every 20 to 30 minutes under ideal conditions, meaning that one single bacteria cell can increase to 1,048,576 cells in just seven hours.
Textiles’ large surface area and ability to retain moisture enable microorganism growth. This growth leads to a host of unpleasant effects for both the material and the end user. The growth of microorganisms reduces the textile’s mechanical strength, stains the fabric and lets other, more pernicious microbes breed. This is one of the reasons apparel is packaged in airtight bundles; one bad microbe in a moisture rich cargo container can ruin a whole shipment of textiles.
The effect on the end user’s health is even more important. Unchecked microbe growth leads to odors, infection, and the possibility of contamination. Since textile goods, particularly those made from natural fibers provide an excellent environment for microorganisms to grow, the need to protect and preserve them became fundamental. Therefore, these fibers are of key importance in sanitation and medical applications.
Antibacterial textiles are used where moisture and microbes meet. The materials see use in a variety of applications including healthcare; hygiene; medical devices; sportswear; food packaging; storage; thermal and mechanical protection; automotive textiles; heating, ventilation and air conditioning; air filters; and water purification systems. They are used to protect healthcare personnel with functional clothing as well as fabrics all around the home, including socks, mattresses, baby diapers and coverings.
Anywhere there are substances for the microorganism to feed on, antimicrobial fibers can be seen in some shape or fashion. For example, substances added to fibers, such as lubricants, antistatics, natural-based auxiliaries — including sizes, thickeners and hand modifiers — and dirt provide a food source for microorganisms. Antimicrobials of varying strength are used in order to prevent, inhibit, remove or kill microbes.
Antimicrobials Throughout History
Application of natural antimicrobial agents on textiles dates back to antiquity, when the ancient Egyptians used spices and herbs to preserve mummy wraps. Hundreds of years ago, the Chinese used bamboo — which contains an antimicrobial substance called bamboo-kun — in housing structures and design.
During World War II, both the Allied and the Axis powers used antimicrobials to prevent textiles from rotting. Tentage, tarpaulins, and truck covers needed to be protected from microbes born of heavy rain and snow that would eat through the fibers. Cotton duck, webbing, and other military fabrics were treated with mixes of chlorinated waxes, copper and antimony salts that stiffened the fabrics and gave them a distinct odor.
Modern Day Fabrics
During World War II, the polluting effects of antimicrobials was not considered, and just about any chemical compound was used to protect the precious military gear. However, during the 1960s, after serious health effects were found due to an overuse of chemical agents, more attention was paid to how these compounds affected the earth.
Antimicrobial textiles had entered the modern era. Following the 1962 publishing of the groundbreaking Rachel Carson book Silent Spring, ecologists, scientists, industrial chemists, and the public and private organizations that hired them, worked hand-in-hand to create more eco-friendly antibiotics.
Marketing Language Restrictions
Today, you can’t just slap an antimicrobial fiber sticker on a random textile and expect to go to market. The Food and Drug Administration monitors and regulates the language producers can use when selling their products. Scientists are working hard to try and find environmentally-friendly ways to control bacteria while preventing antibiotic resistance and resistant bacteria, therefore trade secrets, patents, and language surrounding antimicrobial fabrics is highly guarded.
Figure 1 provides an idea of the varying degrees of the term antimicrobial. Manufacturers and sellers of antimicrobial fabrics are limited in terms of the marketing language they can use, and heavy fines exist for wrongdoers who claim that their product is stronger or weaker than it actually is.
Creating An Antimicrobial Treatment
Besides being efficient against microorganisms, the treatment performed on a textile needs to satisfy the following different requirements:
Suitable for textile processing;
Durable during laundering, dry cleaning and hot pressing;
Safe for use on skin or area of application; and
Conducive to the biology of the planet.
These five needs always are counterbalanced by a need for frugality and budgetary constraints.
Eco-Friendliness: The Final Requirement
In recent years, innovative aspects on the use of coated fabrics have been revealed. Coatings can be applied to fabrics to influence their light reflectivity, electrical conductivity and thermal insulation, or to serve decorative purposes. Brands like BioShield®, Sanitized®, and Biofresh® have emerged as industry leaders by following the first four requirements. However, as we enter 2017, the products that will stand out will be the ones that meet all five requirements — and do so in an economical way.
Commercial opportunities abound for antimicrobial fabrics. There are obvious unfulfilled needs for odor control, degradation prevention, and controlling the spread of infectious microorganisms.
Editor’s Note: Since 2002, Bob Deerin has been president and CEO of Prime Life Fibers, a company that produces environmentally friendly, washable, reusable — and antimicrobial — incontinence wear. Learn more at weareverincontinence.com.
Orders for yarns in December 2016 were sluggish for many U.S. spinners, ending an overall disappointing year on an even sourer note than expected.
“We had just about nothing in December,” noted one spinner. “The situation was compounded by the fact that some of our customers shut down for a couple of weeks.” Another spinner added: “For our cotton products, December was terrible. We did see some activity with some poly/cotton blends, which was the only positive to come out of the month.”
Spinners began the year with high expectations, based on a 36-month history of expanding business. When orders were slow to come in, many blamed excess inventories. As one spinner explained: “At the beginning of the year, we thought that the slowdown was a result of inventory adjustment. But, by the end of the first quarter, when business did not pick up substantially, we realized other factors were involved.”
Said one spinner: “Fundamentally, we could not see anything that had changed, so we had no reason to expect that 2016 would be any different from the past three years. Now, as we head into 2017, I can say the same thing: fundamentally, we cannot see anything that has changed. So, does that mean we can expect 2017 to be a repeat of 2016, where we found our business down about 20 percent across the board?”
One yarn expert attributed some of the blame for weak business conditions to the Trans-Pacific Partnership Agreement (TPP). “Back at the beginning of 2016, we thought TPP was going to be a reality, and I think there was a shift in focus to Asia, particularly to Vietnam. Now that TPP is off the board — at least for the next four years — I think you will see focus shift yet again to traditional trading partners, and I think that will result in an uptick in business for a lot of us.”
Other factors were contributors as well.
“The strength of the dollar, relative to other currencies, certainly hurt our export business,” noted one spinner. “Now, for the first time, we are hearing a U.S President say the dollar doesn’t necessarily have to be that strong. If the value of the dollar decreases, that will certainly help business, both at home and in exports. However, on the flip side, as imports become more expensive, inflation is likely to increase, which will then drive up the price of everything.”
Overall, spinners are hoping that 2016 was an aberration, and that 2017 will see a return to the solid conditions of the previous three years.
TPP Off The Table, NAFTA Up In The Air
There has been a lot of speculation about TPP over the past year. Once the agreement was signed by all participants, most in the industry were resigned to it getting the necessary votes in Congress. Yet, as the year wore on, the agreement became more and more controversial, and former U.S. President Barack Obama never took it to Congress. On January 23, 2017, President Donald Trump signed an executive order that withdraws the United States from the agreement.
“I was always a bit worried about TPP,” said one yarn broker. “Even with a yarn-forward rule, there were numerous ways for countries to get around it. And I have always been doubtful about our ability to enforce trade agreements, even with NAFTA and CAFTA. One of the things President Trump has been advocating is negotiating one-on-one agreements with other nations, not multilateral ones. I think, long-term, this could be very beneficial.”
Trump also has indicated that he wants to renegotiate NAFTA, but the details of such and how it would affect yarn spinners are unclear at this point. “We [the textile industry] are a relatively small part of NAFTA, and I think that, overall, it has benefited all partners involved. This has been around for so long that it is entrenched in our way of doing business.
I am not really sure what, if any, additional benefits our industry could get by going back to the negotiating table.”
Raw Material Prices Up
Raw materials prices, both in polyester and cotton, continue to escalate.
Yet, as a result of sluggish sales, some manufacturers are having difficulty
passing those costs along. “Cotton is up over $0.70 per pound now, and everything else is costing a little more. But we get a lot of push-back when we try to pass those prices along. But, at some point, we are going to have to do it.”