Eastman, Kingsport, Tenn., and Sweden-based Renewcell have signed a letter of intent to develop Naia™ Renew ES yarns sourced from Renewcell’s Circulose® 100-percent recycled raw material. Circulose is a dissolving pulp made using 100-percent textile waste such as worn out clothing and production scraps. Naia Renew is a blend of 60-percent sustainably sourced wood pulp and 40-percent certified recycled waste plastics.
“Eastman considering Circulose as a feedstock in the production of a premium yarn like Naia Renew reflects very well on the Renewcell team’s ability to work with partners to adjust and optimize our product for new fiber applications,” said Renewcell CEO Patrik Lundström.
Morrisville, N.C.-based AlgiKnit has announced a new name — Keel Labs™. The company’s rebranding initiative supports its “mission and capacity to support a sustainable product at scale.” The rebranding also includes a name for Keel Labs’ seaweed-based yarn, which is now known as Kelsun™. The company, founded in 2017, focuses on aquaculture-based technologies derived from nature as sustainable materials.
Polyvinyl chloride resin and technical textiles producer Ronald Mark Associates Inc. (RMA) has announced plans to open a manufacturing operation in Tazewell County, Va. The investment will result in 29 new jobs. A $116,000 grant was provided by the Commonwealth’s Opportunity Fund to assist the county with the project, and the company is eligible to receive state benefits from the Virginia Enterprise Zone Program administered by the Virginia Department of Housing and Community.
“The progressive talent of Tazewell County is a perfect place to start, create, and produce infrastructure fabrics and technical textiles for our Ronald Mark customers,” said RMA President Michael Satz.
A delegation from Union City, Ga.-based TenCate Protective Fabrics group recently toured the Netherlands-based Saxion University including its Circular Textile Lab and Thermoplastic Composites lab of the Lightweight Structures Research Group. Recognizing the advantages of leveraging combined resources and industry experience in protective fabric development, the two organizations signed a memorandum of understanding (MoU) that represents a shared collaboration commitment moving forward.
“As two organizations devoted to textile innovation, we’re excited at the chance to unlock this new, scientific partnership,” said Michael Laton, vice president, Global Strategy & Innovation, TenCate Protective Fabrics.
On the heels of multiple investments in North America in recent months, France-based Saint-Gobain held a groundbreaking ceremony for a new glass mat facility recently on its CertainTeed Roofing campus in Oxford, N.C. The investment of $167 million is the company’s largest ever investment in a U.S.-based roofing facility. The plant will produce polymer resin-bonded fiberglass filament mats that are a key component in roofing shingles. The investment was supported by more than $700,000 in incentives and grants from the State of North Carolina including the One North Carolina Fund and a Rural Division Building Reuse Grant.
Hemp seeds for textile use are planted very close together to encourage the plant to grow tall and thin with very few branches.
Bear Fiber Inc., a forerunner in the textile hemp fiber movement, sees tremendous opportunity for hemp in the U.S. textile, apparel and fashion arena.
By Rachael S. Davis, Executive Editor
Buzzwords come and go in the textile industry, but two words in particular have had some staying power over the past handful years — sustainability and hemp. Not surprisingly, the two words are connected, and one man chasing hemp as the next big thing in sustainable fibers is Guy Carpenter. He is not alone in the United States in that endeavor but is widely acknowledged as one of the forerunners.
Carpenter’s experience in the fiber industry goes back many decades, and his exposure and interest in hemp began when he was working in Europe. He eventually co-founded Bear Fiber Inc. in 2017 when he realized no one else was exploring the potential of hemp fiber in the United States.
Bear wants to be the supplier of choice when it comes to high-quality textile grade hemp fiber, and the company is highly invested in reestablishing American hemp as a source of sustainable, natural fibers. The company operates under the trademarked motto “Hemp Makes It Better™,” and it’s a motto Carpenter firmly believes in.
Hemp! Why Hemp?
While a hot topic and buzzword in the textile industry lexicon, hemp for textile use is not new. Hemp is acknowledged as one of the earliest known textile fibers and has come and gone from the textile landscape throughout history. However, hemp has a checkered history in the United States due in part to its association with cannabis and the negative thoughts this connection invokes.
The current rebirth of the fiber in the United States coincides with the 2018 Farm Bill Act that removed industrial hemp from inclusion in the Controlled Substances Act (See “Hemp: A Reintroduction To One Of The Original Textile Inputs,” Textile World, November/December 2020). The bill made commercial production of hemp legal in the United States, and thus, an opportunity was born for textile hemp fiber.
Current market research reports looking at the value and potential growth of the hemp fiber industry vary depending on the market research company. But two things researchers agree on is the growth numbers are in the billions of dollars and increased use of hemp in the textile industry is driving the growth.
Carpenter isn’t focused purely on dollar signs. He understands the significance and widespread value of the industry from the farmer to the textile producer and wants to help develop the United States hemp fiber industry while also continuing to grow the global hemp industry. “We’re trying to create an industry, not just run a business,” he emphasized. “They say there’s 25,000 different things you can do with hemp, but my brain is tracked to one thing and one thing only — textile grade fiber for apparel and footwear.”
Guy Carpenter, co-founder of Bear Fiber Inc.
What Hemp Brings To The Textile Table
The benefits of hemp fiber, a member of the bast fiber family, are not in dispute. Hemp is an environmentally friendly and sustainable fiber. It is strong, durable and absorbent. It also has natural antimicrobial properties and exhibits resistance to ultraviolet light. Its benefits in textile apparel applications are evident.
“Using at least 30 percent hemp in a yarn blend with cotton makes for a new natural fiber-based technical textile, which is strong and will last longer,” Carpenter noted. “The blend allows for the familiar touch and comfort feel of cotton made better by the positive attributes of hemp.
“I should talk about sustainability, regenerative agriculture, carbon sequestration, and hemp’s strength and technical attributes,” Carpenter said. “But I like making apparel with hemp because it feels good, and it lasts a long time. It’s that favorite jacket, sweatshirt, T-shirt, socks, shirt or jeans that just keeps getting softer and softer over time. Hemp wears in, it doesn’t wear out!”
Growing Hemp
China and Europe already have established industrial hemp markets growing the plant for food, cannabidadiol (CBD) and textile use. There are many, many different hemp varieties depending on the end use for the plant.
Hemp grown for CBD, marijuana or food uses is cultivated to be as leafy as possible. More branches mean more buds and flowers where the cannabinoids are concentrated, and the plants are grown with ample space between each plant to allow this leafy growth, which also encourages thicker, stronger stalks.
Hemp plants are similar to trees with branches and everywhere there is a branch on the stalk, there is a knot hole. “Each knot hole is an interruption in the fiber growth of the long, straight fiber that we require for textile applications,” Carpenter said.
“Where fiber fineness is not a consideration, grain hemp stalk can be used,” Carpenter said. Applications may include nonwovens and composites for construction and geotextile products. “Because the stalk has matured by necessity to support the weight of the flower and then the grain itself, the fibers become stiffer and thicker in order to support the weight at the top of the stalk. These fibers are inherently too mature for textile yarn spinning applications.”
Therefore, the approach for growing hemp for high-quality textile fiber is quite different. The seeds are planted very, very close together, which encourages the plant to grow tall and thin with little in the way of branches. Hemp grows rapidly — the stalk can be 10 inches tall in as little as 14 days — and as the plant develops its first set of leaves, the leaves create a canopy that inhibits sunlight from reaching the ground, thus providing natural weed prevention so little to no herbicides are required.
Once the plant is ready to flower, and before the fibers get too tough for textile applications, the fields are cut and the stalks lay on the ground to begin dew retting. This is a natural process whereby bacteria begin to degrade the pectin, which is the gummy substance that binds the fiber to the woody hurd — or center — of the stalk (See Figure 1). After retting, the stalks are baled and sent to a processor to be decorticated — a process that physically separates the fiber from the hurd in a manner similar to any bast fiber process. After decortication and refining, the fiber is ready to be degummed to remove the lignin “glueing” the individual fibers in bundles and ribbons. Extracting the lignin allows the fiber bundles to release the individual fibers during the next process — opening.
Figure 1: Hemp fiber is bound to the woody hurd at the center of the stalk with gummy pectin.
Developing The U.S. Hemp Industry: The Journey
Hemp is a natural fiber and as such, producing the best fiber for apparel and fashion uses is not an exact science. Carpenter has spent extensive time in China over the past 25 years learning about hemp farming and hemp fiber production, but knows he still has a lot to learn.
“It’s been a learning process here in the United States using the equipment available,” Carpenter said. “It’s been an adaptive process, and we have not always been successful!”
Cotton has enjoyed the benefit of decades of research and development in the United States, which along with the work the farmers do, means the United States grows the best and most consistent cotton the world.
To spin yarns, fiber consistency is imperative. Providing that consistency to the hemp industry is Bear Fiber’s biggest challenge.
To start, farmers need to grow the hemp variety that is best for textile fiber use as well as the best variety for the region in which they are based.
Encouraging U.S. hemp farming briefly led Bear Fiber into the hemp seed business. “Everyone wanted to grow European hemp varieties for us, and these varieties were not developed for textile grade fiber, or developed to grow successfully in the United States,” Carpenter said. “We were getting maybe 8 percent useable fiber from the stalks, whereas the Chinese had specifically been developing varieties for greater amounts of textile grade fiber that could be grown in a faster manner.” So, Bear Fiber began importing Chinese seeds, which was a whole new educational process that required forming a new business network.
Hemp is a hardy plant that can be grown in a variety of climates, although it prefers a temperate climate and fertile, loamy soil. “Honestly, we don’t yet know where the best place to grow hemp in the United States is,” Carpenter confessed. “But we are pretty sure where hemp can grow in 100 days or less and likely provide double digit textile grade raw fiber yield, which is what we are looking for. This also allows us to pay a fair price to the farmer or processor for the fiber.”
Carpenter believes there is a real opportunity for farmers, especially those in agriculture and textile producing states — such as Georgia, and North and South Carolina — where the spinning mills already exist. “However, we intend to be agnostic,” Carpenter said. “If the fiber is healthy and clean, we’ll ship it from any state in the union. It’s worth it.”
Bear Fiber currently is using textile hemp from North Carolina, Pennsylvania and Montana — where there are quantity processors that have fiber available to date. But the company also is working with newer processing operations in Missouri, Alabama, Texas, California and Oregon. “We want to help grow this industry and help create opportunity for the farmers across the country,” Carpenter said.
“Some states — including New York with a $10 million investment — have programs in place to advise and financially assist American farmers who risk growing this new fiber crop,” Carpenter continued. “But farmers have to pay bills just like anyone else, and if they can’t get real support, they can’t take the chance.”
(left to right): Bast hemp fiber, refined hemp fiber and degummed or “cottonized” hemp
North Carolina has a fantastic advocate at NC State University by the name of Dr. David Suchoff, who is an alternative crops extension specialist in the department of Crop & Soil Sciences in the College of Agriculture and Life Sciences. Dr. Suchoff heads agricultural research stations and leads a national public/private hemp consortium. The goal of the consortium is to address many of the issues relating to the hemp industry through collaborative research with other institutions across the country. Suchoff also plans to expand hemp farm fiber outreach opportunities with emphasis on underserved farming communities.
Dew retting harnesses moisture that develops overnight to encourage bacteria growth. “That makes it harder to get good textile fiber from hemp grown in Montana where there is no dew,” Carpenter said. “But there are different varieties of hemp, and we are learning about techniques to promote bacterial growth for retting in geographic areas that don’t enjoy the same climate as say North or South Carolina.”
Decortication also is key step in hemp fiber processing to preserve the textile grade fiber. Any kinks or damage caused during decortication may weaken the fiber, which results in poor performance in downstream processing. “Great care has to be taken when decorticating textile grade fiber,” Carpenter said.
Bear Fiber’s Expertise
Circling back, one of Bear Fiber’s goals is to be the supplier of choice when it comes to high-quality textile grade hemp fiber. “Where Bear Fiber comes into play is we know how to separate the hurd and clean the fiber to where it needs to be so it can then be put through the wet processing of degumming,” Carpenter said. “The most important thing about this process is that raw fiber with any percentage of hurd must be cleaned and refined. Fiber with any percentage of hurd mixed in is not as valuable as raw fiber that is cleaner.”
Carpenter said in American hemp fiber processing currently, the raw fiber is anywhere from 1 to 6 inches long in bands or ribbons gummed together. Bear Fiber uses an alkaline process to degum the fiber. There are many methods available to degum hemp fiber — including boiling, electrification, acid and enzyme techniques — but Carpenter likes an alkaline process developed by the Chinese because it’s simple and cost effective. The end goal is fibers that are 1 to 2 inches long.
“We’re trying to achieve a uniformity in the degummed fiber so that it can be blended with other fiber from the United States,” Carpenter said. “Each bale is tested before degumming against a standard formulation, but we might have to adjust the alkalinity or the chemistry in some way if we need to lighten the fiber to achieve a more consistent fiber grade based on where the hemp came from and how well it was retted.”
A hemp/cotton sliver on the drawing frame
Hemp fiber is valuable. Carpenter shared that currently, hemp fiber compares to alpaca fiber in price. “Right now, it’s still pretty expensive because everything that has come through our pipeline so far has been part of the development process,” Carpenter shared.
Carpenter has been busier than usual over the past several months. The company relocated within North Carolina from Wilmington to Morganton, to be closer to manufacturing partners. “We hope one day to grow into our own spinning and will focus on spinning natural fibers, recycled fibers and regenerative fibers” Carpenter said. “In Morganton, I’m surrounded by 120,000 pounds of recycled fiber. Material Return [a solution for custom circularity that works with manufacturers and brands to transform textile waste into new products], for example, is here in Morganton and it has a Smart Wool return program for socks. Bear Fiber looks forward to eventually blending innovative technical yarns comprised solely of natural, sustainable, recycled and regenerative fibers.
“The hemp fiber industry doesn’t really have a competitive environment yet,” Carpenter mentioned. “We haven’t produced enough fiber to make a difference in any market. To date, the only commercial products made using U.S. hemp and manufactured in the United States are Bear Fiber socks.” The socks are developed and knit in partnership with the Manufacturing Solutions Center in Conover, N.C.
“Our industry manufacturing partners have been receptive to hemp and a number of companies have been true first movers,” Carpenter shared.
Collaborative Approach, Partnerships Are Key
Carpenter has embraced a collaborative approach to growing the U.S. hemp industry. He has worked with brands, both big and small, and consults with and mentors anyone wanting to learn more about hemp and the opportunities it presents. “We all work together better than alone,” he said. “I always prefer to look for partners and establish relationships. We are all allies working together to create a market. I’m willing to help and share the knowledge I have in order to advance and grow this industry.”
While Carpenter is widely acknowledged to be a hemp “guru” of sorts, he does want to make it patently clear that he is not any sort of isolated Don Quixote character operating independently. “There is no way that one person could have achieved much without the help of dozens and dozens of people who believe that hemp fiber is an important and viable asset to the American textile and apparel industry,” Carpenter stressed. “It’s been a journey and I wouldn’t be where I am without the help I had along the way.
“I’d like to name and thank everyone, but there’s just not enough space in the magazine. For Bear Fiber, farmers, processors, spinners, weavers, knitters, finishers, the Textile Technology Center, NC State’s Wilson College of Textiles, VF Corp. and Vans all have been working to create a circular collaborative effort. We also would have been at a dead stop for months without processing help and fiber from IND Hemp — an amazing team that works with farmers to grow hemp out West and processes fiber, grain and hurd in Montana.”
“Guy Carpenter was the first person I turned to when I wanted to learn about Made-in-USA hemp, and he has continued to be a source of both technical and business knowledge as the Wilson College of Textiles and NC State University develop our position in growing, cultivating and manufacturing hemp,” said Dr. Andre West, director of the Zeis Textiles Extension for Economic Development at NC State’s Wilson College of Textiles. “Guy’s passion for a sustainable future led him to embrace hemp early on as a solution and build a unique knowledge base that has allowed him to mentor others as they build hemp-based products. He is grounded, knowing this is a long journey and a lifestyle change. And, he is playing his part to educate everyone that hemp fiber is a part of creating a better future for the planet and has a place in manufacturing textiles in the United States.”
One person who benefited from Carpenter’s willingness to mentor is Claire Crunk, founder and CEO of Trace Femcare Inc., a period care company that produces tampons using hemp and cotton fibers from fully traceable sources. “When I got my start in hemp fiber almost five years ago, I was a total neophyte,” Crunk said. “When I cold called Guy, he was gracious and clearly an expert, so right then and there, I asked him to be my mentor. Guy has been a consistent and selfless mentor since then — teaching, encouraging, and providing more than any conference or curricula ever could. He is one of our company’s most important partners, and I admire him both professionally and personally and am privileged to now call him a colleague and friend.
“As one of the first brands to sell products made from U.S.-produced textile-grade hemp fiber, we are proud that our work ultimately supports our partners, like Guy, in their success to provide textile industry quality hemp fiber at scale.”
A finished hemp/cotton blend yarn
Vans: Mainstream Interest In Sustainable Fibers Like Hemp
Brands are taking an interest in hemp too. VF Corp. believes “hemp has the potential of filling in some of the gaps in our fiber toolkit for brands and products that would like to utilize more natural fibers.”
“VF recently set ambitious goals for the reduction of greenhouse gas emissions utilizing science-based targets, and as one of VF’s largest brands, Vans is committed to supporting these goals,” said Emily Alati, director, Materials Innovation, Vans. “We believe supply chain innovations in natural fibers, including hemp, are necessary and if cultivated with sustainable agricultural methods and processed with lower energy inputs, it can be a competitive advantage to help VF reach those goals.”
According to the company, Vans has used hemp in its products for years, so supporting U.S. hemp agriculture and textile processing also aligns with its consumer and supply chain needs. Vans is currently sourcing hemp fiber from North Carolina in small quantities and hopes to increase that volume over time.
“We are also supporting those hemp farmers in their transition to regenerative agriculture practices to reduce the overall environmental impact of hemp farming,” Alati said. “Ultimately, we are eager to utilize regeneratively grown and U.S. hemp fiber while supporting minority farmers. Long term, we hope to see all VF brands utilizing domestic industrial hemp fiber and textiles for various end-uses across our global markets.”
Vans’ collaboration with Bear Fiber benefits both companies. “The relationship is based on expertise, trust and results,” Alati said. “Bear Fiber has demonstrated that hemp fiber suitable for short staple spinning can be grown and processed entirely in the United States. Its relationships with textile universities, labs and processing partners have led to commercial textiles in a relatively short time span.”
For Bear Fiber, the support received from VF Corp. and Vans starting some two-and-a-half years ago has been incredibly important. “You have a lot more credibility when you walk into a room with people employed by one of the most important brand companies in the world who say ‘we are behind hemp, we think hemp is important and we think this is the future,’” he stressed.
Bear Fiber currently is producing fabric for Vans. The yarn is spun by National Spinning Co. Inc. at its Whiteville, N.C., plant; the fabric is woven by Central Textiles Inc., Central, S.C.; and finishing is performed by Mount Vernon Mills Inc., at its facility in Trion, Ga.
Bear Fiber offers socks made using U.S. hemp that are developed and knit in partnership with the Manufacturing Solutions Center in Conover, N.C.
BFFs: Hemp And Cotton
Hemp is also seen as a potential competitor to cotton, which at times, hampers adoption of the plant for farming and textile use. Carpenter wants to stress that he doesn’t see hemp as a competitor or replacement for cotton and just wants to sell the value of another fiber crop. He sees the two as complementary fibers — best fiber friends (BFFs) — that can help both the farmer and the textile industry. “We are not asking farmers to grow hemp instead of cotton,” he noted. “We are asking them to grow it along with cotton.
“We want to replace 50/50 cotton/polyester blends with 65-percent cotton/35-percent hemp,” Carpenter continued. “We export our cotton everywhere because it’s of the highest quality. One day I hope to be exporting U.S. hemp fiber because it’s sought after for its quality. And the opportunity for hemp blended with U.S. cotton is tremendous.”
Carpenter considers Bear Fiber’s perseverance its greatest asset. “We know yarns and fabrics can be made to meet the quality standards that the brands and consumers are looking for because we’ve been doing it for 25 years in China.”
Ultimately, Carpenter wants what is best for the U.S. fiber industry and the U.S. textile industry.
“I want to help grow the hemp fiber industry into the American textile, apparel and fashion industries,” Carpenter said. “I think an American hemp fiber industry not only can provide consumers with better garments that last longer and feel better but can also be a huge benefit to small farmers and fiber farmers who are already growing cotton.
“The only competition we have is China, and we’re going to be better than them,” Carpenter predicted. “Consumers today have a heightened awareness of natural fibers and sustainability, and are demanding better choices. It’s up to the U.S. textile manufacturing industry to take advantage of this opportunity, to innovate and promote from the ground up our own domestic value chain. In the United States, we’ve already got the best cotton in the world, and that’s a huge advantage. But you know what? Hemp makes it better!”
On Montex®Coat coating lines, the possibilities range from the single-sided application of finishing agents to the creation of materials for sophisticated lightweight construction and automotive and aerospace components.
European-built coating technology is allowing Monforts’ customers to move into new markets.
TW Special Report
The flexibility offered by the latest Monforts Montex®Coat coating units — with their multiple coating head options and modular construction for bespoke projects — is proving a big hit with manufacturers of technical materials.
These machines are designed and engineered in Germany and assembled at the Montex plant in Austria, which is celebrating its 40th anniversary in 2022.
“The market has definitely been looking for this kind of added-value proposition,” said Monforts Engineer for Textile Technologies Alexander Fitz. “Since we acquired the coating technology that our systems are based on a number of years ago, we have made a lot of refinements and all of them are reflected in higher coating accuracy and the resulting quality of the treated fabrics.
“We’ve been kept very busy recently with both new installations and on running trials on the Montex Coat line at our Advanced Technology Center (ATC) in Germany, with a number of further new orders confirmed.”
Possibilities
On Montex Coat coating lines, the possibilities range from the single-sided application of finishing agents for outdoor clothing and adding functionality to home textiles, to the creation of materials for sophisticated lightweight construction and automotive and aerospace components.
Layouts for the technical textiles and nonwovens industries now account for more than 25 percent of Monforts’ turnover and systems are in place for applications ranging from outdoor and medical fabrics to filter media which must perform in extreme temperatures and flame-retardant barrier fabrics.
All of these materials require expert coating and finishing for maximum efficiency and the ability to switch quickly from one fabric formula to the next, without compromising on the economical use of energy or raw materials.
“Many more applications are possible with the Montex Coat, such as the overdyeing of denim, the creation of double-face coated materials, fabrics awnings, tents and medical drapes and the pre-treatment of substrates for digital printing,” Fitz explained. “A range of different doctor blades and their combinations can be supplied to meet individual requirements, including air knife, roller knife, foam and paste, screen and magnetic roller coating.”
Fully Adjustable
Magnetic roller coating is an interesting option, especially for wider widths, in enabling a wide range of coatings and finishes to be carried out due to the fully-adjustable positioning of the magnet within the roller. With different magnet positions, it can be set to operate both as a direct coating system and as an indirect coater.
With traditional dip coating systems, as well as with many standard knife coating technologies, there is always a difference in the tension between the center and the edges when wide width fabrics are being treated — and hence, the amount of pressure with which the coating is applied. With the use of a magnetic roller, equal pressure is applied across the full width of the fabric, with entirely consistent results. In addition, adjusting the roller surface, rather than changing the coating formulation to match the required add-on and viscosity for each coating effect required, leads to much higher output from the line.
A modern coating range with an integrated Monforts Montex®Coat unit installed in Germany.
Niche Applications
Recent new Montex Coat customers include Germany-based Dolinschek, a knitting, dyeing and finishing specialist. Dolinschek attributes its success in part to the continuous successful identification of profitable new niche markets.
“There is just so much more to textiles than clothing,” said Technical Director Theo Dolinschek. “We handle many different technical materials such as automotive components, geotextiles and wallcoverings, but also those for more unusual applications such as inlays for extractor hoods, cut protection fabrics and even wool felts which are employed as insulation on wind turbines.”
The company has installed a new seven chamber Montex TwinAir tenter range with a Montex Coat coating unit in knife execution, enabling the coating of dimensionally stable knitted fabrics with polyurethane or acrylate.
A unique feature of this line is a Teflon-coated transportation belt through the system, and it is also equipped with integrated heat recovery and exhaust gas purification to ensure the most resource-efficient processing available on the market. The exhaust air goes from the Monforts heat recovery system into an existing air/water heat recovery system and then into an electrostatic precipitator.
Highly-intuitive Monforts Qualitex visualization software allows all machine functions and process parameters to be assessed and controlled easily, and thousands of article specific settings and formulations to be called up at any time — with 100-percent reproducible results.
Weatherproofing
Scotland-based Halley Stevensons also has commissioned a new Montex finishing range with a Montex Coat coating unit in knife execution for paste and foam coating, to further boost the company’s highly flexible operations.
Founded in 1864, Halley Stevensons has amassed unique technical know-how and manufacturing experience in the art of waxed cotton for weatherproofed fabrics. The company exports worldwide and its premium brand customers include Belstaff, Barbours, Filson and J.Crew.
The new range enables the company to pigment dye, direct coat and pad apply finishes and provides more scope for research and development.
“R&D is the lifeblood of our business,” said Managing Director James Campbell. “The precise process control functions of the line give our technicians confidence to make new products as well as finely tuning the energy requirements of existing products. We love the fact that we can record the energy used on each production batch and use this for continual improvements and efficiency savings. The touchscreen software is visual and easy to use, moving from one screen to another to check the various parameters of processing.”
Foam Application
Turkey-based home textiles and furnishing fabrics producer Altun Tekstil has meanwhile recently commissioned the first Montex Coat coating system in Turkey.
The advanced line has been installed at the ever-expanding family-owned company’s industrial complex in Bursa and is being employed to provide an anti-slip and textured backing to upholstery fabrics with a stable and uniform foam, via knife-over-roller coating.
“With the Montex Coat unit, Altun is able to achieve an even foam application at high speed which results in a very economic process,” said Monforts Sales Manger Thomas Päffgen.
Advanced Functions
Other special features on an integrated Montex Coat tentering line relate to the ability to treat materials not only at temperatures of up to 320°C, but also to be able to treat the top and bottom faces of certain materials at different temperatures within a single pass through the machine.
To achieve this, the chambers of the tenter are fitted with TwinTherm chamber system with separate burners for individual top/bottom temperature. A temperature differential of up to 60°C can be achieved between the upper and lower nozzles within the chamber, depending on the treatment paramenters.
“There are many applications where employing two separate temperature treatments is beneficial, such as floorcoverings, where the textile face fabric is treated at one temperature and the rubber backing at another,” Fitz explained.
In addition, Monforts can provide the necessary explosion-proof ranges for solvent-based coatings and high temperature processes up to 320°C, such as polytetrafluoroethylene coating of nonwoven filter material. These lines are equipped with special tenter chains and insulation.
“Monforts is the only manufacturer to offer completely integrated coating lines from a single source and the coating machine is tailored to the subsequent Monforts drying technology — with all the benefits resulting from a fully integrated PLC control,” Fitz concluded. “Our systems have the shortest fabric path from the coating unit into the tenter and we have all variations of coating application systems too — and all of these options are available in wider widths, with the engineering and manufacturing from a single source here in Europe.”
Dickson-Constant Anchors Its Presence In Hauts-De-France With The Assistance Of Monforts
Dickson-Constant recently opened its second brand new plant in northern France in response to growing demand for its range of well-known technical fabrics. New technology installed at the plant includes a highly-customized Monforts Montex 8500 tenter.
Know-How
The oldest weaving operation in France, with roots dating back to 1836, Dickson- Constant specializes in woven acrylic fabrics and has been part of Glen Raven since 1998. Its Dickson-branded solar protection and flooring materials and Sunbrella home upholstery and market-leading marine industry fabrics are renowned for their quality and durability.
Representing a 40-million- euro-investment, the new Dickson-Constant plant, located in Hordain, Hauts-de-France, builds on many of the proprietary practices and the processing know-how established over many decades at the company’s existing plant less than an hour’s drive away in Wasquehal, France.
Various locations were considered for the plant, and its selection provided a significant boost to the region’s textile industry. In the absence of suitable technical textile training in the immediate vicinity of Hauts-de-France, Dickson-Constant also created a training center to fully train its 75 new plant employees, in addition to other new textile technologists entering the industry.
With many new weaving machines, the plant increases the company’s overall manufacturing capacity by 50 percent while providing the flexibility to accommodate more medium-sized orders and meet requests from certain customers for full exclusivity in respect of specific performance fabric ranges.
Non-Stop
The seven-chamber Montex tenter for drying, heat-setting and polymerizing applied resins has a maximum working width of 2.2 meters. It is installed in line with the washing compartments and is equipped with special entrance and exit fabric accumulators to enable non-stop processing during batch changes, in addition to an integrated vertical infrared dryer and exhaust air cleaning. Two weft straighteners provided by Germany-based Mahlo GmbH & Co. KG also ensure maximum regularity of fabric batches at strategic points in the line.
“The line is very specific to our requirements, building on the experience of running our highly-efficient warping and weaving operations and the Montex tenter for many years in Wasquehal,” explained Process Manager Louis Masquelier. “The new plant in Hordain has a similar layout, but is adapted to new market requirements, since the Wasquehal plant is not set up to enable single runs of under 500 meters of fabric.
The tenters at both plants, he added, have the potential to cause a major bottleneck in operations, should anything go wrong.
“We have also made considerable upgrades to the existing Montex stenter in Wasquehal, including upgrading the electrical components and inverters, as well as ensuring we have all spare parts in-house to ensure all our operations continue to run smoothly. Monforts and its local partner Monel Industrie Services have always provided us with prompt service when needed.”
(left to right): Monforts’ Volker Gingter and Havenith with Dickson-Constant team members Herculano Pacheco, Romauld Bellengier, Bertrand Clorennec and Louis Masquelier at the new Hordain plant.
Coatings
Dickson-Constant develops all of its specialized coatings and finishes in-house, and a good example of its prowess in this field is in the latest development for advanced dirt-resistant woven flooring fabrics — the result of more than three years of research.
CleanGuard technology adds an invisible varnished overlay to the woven wear surface, delaying soiling while enhancing its stain resistance and ease of maintenance. The layer of varnish is integrated directly into the finished product, providing additional protection.
The woven flooring system is made up of five distinct layers, each of which provides unique technical features such as a minimum sound absorption of 18 decibels, a dimensional stability of less than 0.1 percent and almost zero risk of fraying thanks to its monofilament construction, which also ensures a clean cut for quick and efficient fitting and a neat finish.
“Sustainability is now paramount to our company and in addition to working towards ISO 50001 standards at both plants, our R&D team is currently focused on developing an oil repellency coating formulation that does not rely on flurocarbons, yet is as effective,” Masquelier said. “We have had a record year in 2022 but the energy situation in Europe is now causing some turbulence. The latest advanced technology, including the Montex tenter, have equipped us to maximize our resource savings and face the current market challenges with confidence. In addition, we have also invested in a water treatment plant allowing the plant to reuse 50 percent of its exhaust water.”
Confusion about the 9,000 different perfluoroalkyl and polyfluoroalkyl substances (PFAS) makes regulation a difficult subject.
By Brian Rosenstein
The miscommunication, disinformation, and overall confusion that is being spread around the textile industry regarding perfluoroalkyl and polyfluoroalkyl substances (PFAS) is getting worse every day. Unfortunately, this may not improve any time soon. As someone who works in the textile finishing industry,
I currently spend almost half of my time dealing with PFAS in one way or another. One may think this is a good thing for a textile coater who specializes in the application of durable water repellents (DWR) and other performance-enhancing
technologies. But when discussions have nothing to do with increased sales or new business development, it’s a big problem.
I was always taught not to present a problem without a suggestion on how to solve the problem. PFAS seems to have become an exception to that “rule.”
PFAS is an umbrella term for more than 9,000 unique substances that all have one thing in common — they provide the highest level of cleanability and stain resistance. There is
no other technology on the planet that can singularly protect against water and oil-based stains at the level of a PFAS. Substitutes result in inferior protection. PFAS can be found in a wide variety of products such as automobiles,
food packaging, military equipment, cosmetics, cell phones, and yes, textiles. While a small subset of
the 9,000 substances have been linked to environmental and health hazards, the majority of them have not. More importantly, the PFAS chemicals that are currently used in the textile industry have not been tied to any health or environmental hazards. However, the small subset of harmful substances has made the entire group of chemicals a target for regulation.
Confusing Topic
So why is there so much confusion about PFAS? The biggest culprit is the fact that as an industry, our audience has changed. We’re no longer trying to sell customers on something they need and instead are dealing with regulators on science. Customers can be persuaded by science and facts. Regulators will only process enough information to fit their agenda, which leads to poor decision-making.
For example, many may have heard of the dreaded CAS# by now. Briefly, a Chemical Abstracts Service number (CAS#) is a unique identification for any given chemical that exists. There cannot be one CAS# for a group of chemicals. The definition of PFAS literally means, “many different fluorinated chemicals.” Therefore, it is virtually impossible to create one CAS# for a specific PFAS. The only solution is to identify and disclose the many individual CAS# that make up any given PFAS product. When this happens, it might be possible to assign a CAS# to one of the 9,000 different PFAS chemicals. The problem is that this is akin to revealing a chemical formula or intellectual property. Translation: no one will be getting a CAS# for PFAS right now. Unfortunately, regulators — at both federal and state levels — are continuing to ask for one specific CAS# for PFAS sold into their state. What are the product manufacturers supposed to do in this situation?
Another example of poor decision-making is illustrated by the Department of Defense (DoD), which almost passed a rule banning all PFAS on all textile materials it purchases for the U.S. military, including warfighters.
If passed, there would no longer be any alcohol or oil protection on the coveralls for our fuel handlers on aircraft carriers or surgical scrubs for doctors performing surgeries. The rule also would result in reduced protection against moisture and the elements for Kevlar® body armor.
Once moisture is introduced to Kevlar, it is no longer bulletproof. This broad-brush approach employed by the DoD to eliminate PFAS quite literally puts people’s lives in danger. Fortunately, at the eleventh hour, the Washington-based National Council of Textile Organizations (NCTO) was able to get the provision removed from the bill. But that was last year, and unfortunately, this same provision is now back on the table as part of DoD purchase plans for 2023.
Sharing The Message The Right Way
Where has the textile industry failed? The problem is education, and more importantly, the third component of education. There are three key parts when it comes to teaching an audience — content, volume and messaging.
In the textile arena, both content and volume have been maxed out. We have more detailed information and people willing to present it than is necessary. But the messaging still reflects an approach towards customers and not regulators. When textile professionals try to educate their audience, its common to see a periodic table of the elements, graphs, charts, and sometimes even a T-square. While highly accurate and irrefutable, this method of educating is not received very well by our new audience — the regulators. Especially when it’s compared to the environmentalists’ message where sensationalism is an artform. Scientists still wear pocket protectors and don’t know how to scare people. This makes exposing the truth about PFAS even harder.
Lawmakers at both the federal and state levels have all of the information they need to make sound decisions on PFAS. But sound decisions are not happening because the science is boring and doesn’t usually earn votes. While there are plenty of “teachers” out there, what is really needed is a team of PFAS-whisperers who understand the science AND can effectively convey the information to these decision-makers. This is sorely needed as soon as possible because poor decisions are being made at breakneck speed.
Some states are already beginning to pass laws based upon the confusion and misinformation. Some of the states are not looking to ban PFAS right out of the gate. They are asking instead that certain key pieces of information are reported. At least one of those states recently passed a law mandating certain PFAS reporting by January 1, 2023. Many companies already have begun collecting and preparing information to meet this new requirement. There’s only one problem — there’s nowhere to send the data. The same state who legislated reporting to begin in January isn’t expected to have its data-collection system up and running until at least April 2023. Talk about putting the cart before the horse. In the meantime, the supply chain is scrambling to address the new state regulations on PFAS while spending untold amounts of time and money. In the absence of any federal oversight, each state will devise its own method of monitoring and regulating PFAS. Currently, five states actively are trying to legislate or regulate PFAS, and none of them have the same set of “rules.” Only 45 more to go after that. What are manufacturers supposed to do?
It is a huge problem. Lawmakers and regulators are running out of their shoes in this “race” to eliminate PFAS. Personally, I just wish they would take a breath, slow down, and make a concerted effort to actually listen to the science and make educated decisions.
Solutions
How can the industry help solve this problem? By joining advocacy groups, such as NCTO, which possesses the experience and lawmaker outreach. This will give the textile industry a stronger, clearer voice in educating the individuals who are charged with making decisions in our country. PFAS is not the end of this. Once PFAS is in the rearview mirror, another topic no doubt will bubble to the surface. Maybe it will be an attempt to ban antimicrobials or flame retardants, again. Or perhaps lawmakers will try to ban cleaning products such as bleach and solvents. How’s that for irony?
Bottom line is this: Everyone reading this article either already has a product, or will have a product impacted by government regulation. The only solution is to do a better job of educating our government about what it is the textile industry does and the benefits its products offer.
Editor’s Note: Brian A. Rosenstein is CEO of Devon, Pa.-based TSG Finishing LLC, a fifth-generation family-owned high-performance finishing and coating company with facilities in Hickory and East Conover, N.C. TSG Finishing provides value-added service to all textile markets including medical, military, automotive, construction, home furnishings and filtration. The company recently announced a multiphase investment project to modernize all its primary textile finishing equipment.
DISCLAIMER: The views and opinions in this article are those of the author and do not necessarily represent official policy or position of Textile World/Textile Industries Media Group, LLC or its clients.
DuraTech™ by Microban® is a new antimicrobial treatment specifically developed for cotton products.
By Yihong Li and Xiuzhu Fei
Cotton is the most extensively grown non-food crop in the world,1 and makes up a significant part of the global textiles market, accounting for a revenue share of greater than 39 percent in 2021.2 Fabric manufacturers choose this organic material for its longevity, absorbency and color retention, while consumers appreciate its softness, breathability and comfort. However, the properties of cotton that make it well suited to use in clothing and home textiles also make it susceptible to the build-up of odor-causing bacteria.
Susceptibility To Microbes
Natural cotton fibers are made from cellulose with a permeable, hydrophilic structure, making them accessible to moisture, dead skin cells, food residue, airborne dust and other contaminants from the environment. The large surface areas of sheets, towels and other cotton products can easily trap environmental contaminants, making them vulnerable to colonization by a diverse community of microorganisms. Bacterial growth on cotton fabrics causes multiple undesirable outcomes — such as discoloration, odors and degradation of the fabric — worsening product performance and increasing laundering requirements. One solution to these problems is to incorporate antimicrobial technologies during the manufacturing process, enhancing the cleanliness of cotton products and extending their lifespans.
Current Antimicrobial Technologies
Antimicrobial treatments can be applied during the exhaustion or finishing step of fabric manufacturing to provide a wide range of benefits, including improved fabric durability, odor-causing bacteria prevention, a decrease in water- and energy-intensive laundry requirements, and a reduction in the quantity of chemicals required for fabric care. Cotton materials are often treated with metal-based antimicrobial agents, such as zinc- and silver-based products, some of which may pose potential environmental concerns3 or regulatory challenges. Alternatives like quaternary ammonium compounds are more sustainable than heavy metals, but may have reduced compatibility with other additives used during the cotton manufacturing process because of the presence of cationic ions within their chemical structure. In addition, some conventional cotton finishes can suffer from poor wash durability, as many antimicrobials are water-soluble, so the treatment can be easily stripped from textiles over time during washing.4
Durable Antimicrobial Finishes For Cotton
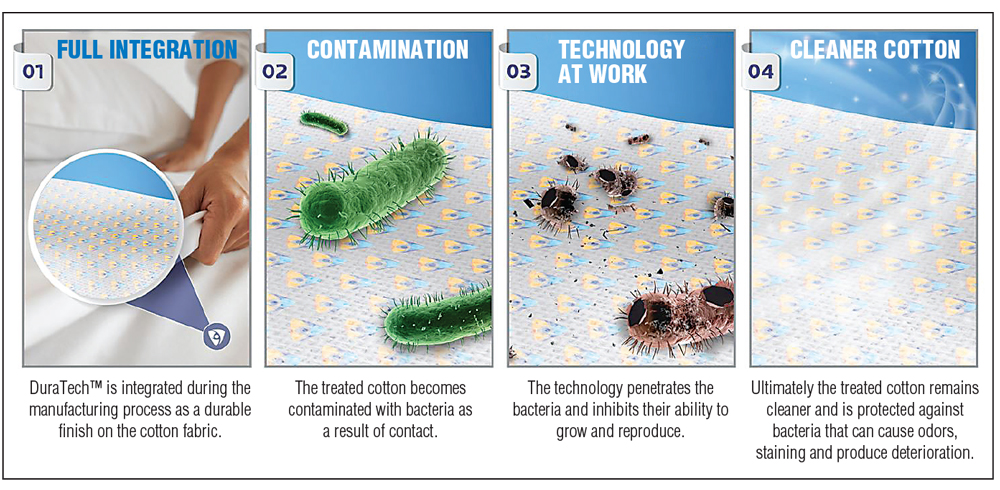
Huntersville, N.C.-based Microban International recently released a new product line — DuraTech™ by Microban® — as a durable, effective antimicrobial solution for cotton products. DuraTech uses an antimicrobial compound that is odorless and colorless. Though it is also water soluble, it can bind to cellulose via permanent covalent bonding, resulting in wash durability. The compound has been widely used in the cosmetics industry where it acts as a sustainable preservative to prevent the harmful build-up of bacteria in cosmetics and personal care products. The technology works by integrating into cotton fabric during the manufacturing process and penetrating bacteria, inhibiting the ability of microbes to reproduce.
Efficacy And Durability
The antimicrobial efficacy and wash durability of the DuraTech antimicrobial technology has undergone stringent validation following industry standard testing methodologies. These procedures involved testing multiple types of cotton — including 100-percent cotton knits for apparel, 100-percent woven cotton sheeting and 100-percent terry cotton fabrics — in line with the ISO 20743, JIS L 1902, and AATCC TM 100 standard testing methods. During testing, DuraTech-treated cotton underwent laundering and tumble-drying using a representative commercial detergent. Antimicrobial efficiency was tested by comparing quantities of bacteria known to cause cotton degradation on treated and untreated cotton samples, and relevant fabric properties were also measured before and after laundering.
DuraTech technology was assessed for its antimicrobial efficacy after multiple washes, following the AATCC LP1 washing protocol on various cotton materials. Fabric pH, color fastness and crocking fastness also were evaluated following AATCC TM 81, AATCC TM 61-2A, and AATCC TM 8 protocols, respectively. The reduction of odor in DuraTech-treated cotton products compared to untreated products was tested with the AATCC TM211 Drager method, providing real-time and visual depictions of ammonia levels using two ammonium-producing, odor-causing bacteria.
Seamless Incorporation Into Manufacturing
DuraTech consists of two water-soluble parts — the active compound and a catalyst — allowing for seamless mixing and incorporation into padding manufacturing processes without the need for polymer binders that can cause unexpected buildup on process rollers in the mill. Because of its water solubility and the absence of binders in its composition, DuraTech covalently bonds with the cellulose structure of cotton under certain conditions to impart long-lasting wash-resistant antimicrobial properties to the textile without impacting its physical properties.
When applied to cotton fabrics, the water soluble DuraTech™ finish inhibits bacterial growth to prevent stains, odors and product deterioration.
Benefits And Applications Of Antimicrobial Cotton Technologies
The expected lifespan of cotton fabrics depends on their intended use; cotton knits for seasonal garments will undergo up to 50 wash cycles, while domestic-use items like sheeting and terry towels — which are more frequently exposed to human skin and humidity — will require more regular washing. Reported findings demonstrate that DuraTech-treated cotton maintains up to 99.99-percent bacterial inhibition after 75 wash cycles compared to untreated controls. In addition, treated samples achieve up to 99-percent odor reduction after 75 washes, without compromising on other essential fabric properties.
Microban reports that DuraTech is compliant with industry standards and regulations, compatible with sustainable manufacturing processes, and safe for handlers and users. The non-heavy metal-based formula is biodegradable, and is not an aquatic hazard according to OECD test guidelines 301A, 111, and 209.5 The technology is registered with the United States Environmental Protection Agency (EPA), and Microban also is pursuing textile-specific certifications for DuraTech — like Bluesign® and Oeko-Tex® — as part of an ongoing commitment to making textile manufacturing processes more sustainable.
Built-in antimicrobial technologies can be a key tool in the cotton textile industry, seamlessly integrating into the production process to extend the usable lifespan of fabrics and enhance the end-user experience.
References 1 Cotton: Industries: WWF. World Wildlife Fund. https://www.worldwildlife.org/industries/cotton. 2 Grand View Research. Global Textile Market Size & Share Report, 2022-2030. https://www.grandviewresearch.com/industry-analysis/textile-market. 3 Roy Choudhury, A. Finishes for protection against microbial, insect and UV radiation. Principles of Textile Finishing 319-382 (2017). 4 Tessier D. Surface modification of biotextiles for medical applications. Biotextiles as Medical Implants 137-156 (2013). 5 Qian, L. & Sun, G. Durable and regenerable antimicrobial textiles: Improving efficacy and durability of biocidal functions. J Appl Polym Sci 91, 2588-2593 (2004).
Editor’s Note: Yihong Li is senior technical manager and Xiuzhu Fei is senior formulations chemist for Textiles at Microban International, Huntersville, N.C.
Israel-based Kornit Digital Ltd. recently shared the results of its second annual Impact Report, which details progress to date, as well as future goals for waste, chemicals, greenhouse gas emissions, energy use, product development, training, diversity and supply chain. Kornit’s strategy focuses on two fundamental pillars — Enable the Change and Be the Change — that incorporate both social and environmental performance indicators. Kornit reported key accomplishments in Climate Action and Waste Management, Green Chemistry, and Diversity and Inclusion and Community Engagement categories compared to a 2021 baseline.
Kornit Digital’s Chief Marketing Officer Omer Kulka said: “Since our founding in 2002, Kornit has dedicated itself to creating lasting change in our industry. Our renewed impact strategy further holds us accountable to that vision.”