The US textile industry is strongly protesting a decision by Indonesia to ban all imports of
textiles. The action, taken in response to a flood of imports from China, applies not only to China
but to all textile imports from the US and other countries. Van May, chairman of the American
Textile Manufacturers Institute (ATMI), has written U.S. Trade Representative Robert C. Zoellick
and Commerce Secretary Donald Evans protesting the embargo and urging the US government to
intervene. Charging that the action is illegal under rules of the World Trade Organization (WTO),
May said the US government should quickly launch a complaint before a dispute settlement panel at
the WTO. In the meantime, May urged the US government to prohibit all textile imports from
Indonesia–which amounted to $350 million last year–until the ban is lifted.Indonesia is not a
particularly important market for US textiles as exports, consisting mainly of cotton and man-made
fiber broadwoven fabrics and specialty and industrial fabrics, have hovered around $17 to $19
million a year. However, under the ban that trade could fall to zero.
November 2002
US Industry Protests Indonesian Textile Embargo
The Balance Shifts
The Balance Shifts
Increased capacity in Asia threatens world fiber production stability. Information
recently received from the Fiber Economics Bureau (FEB) clearly points out the increasing
concentration of fiber-producing facilities in Asia. A comparison of actual production and
projected capacity intentions for eastern Asia can uncover some interesting clues about the
direction of fiber and textile businesses, particularly for apparel, in the region.The evolution of
imported textile materials from Asia is reaching a conclusion. Government and industry cooperation
has created a regional powerhouse industry, whose production ranges from man-made fibers to
complement the ready availability of regional cotton, to fabrics of all descriptions, all focused
on support of traditional labor-intensive garment manufacture throughout the entire region. The
past 10 years have seen a dramatic change in fiber plant siting, as traditional Japanese and
Taiwanese plants play a less active role and are supplanted by dramatic increases in production in
several mainland Asian areas. Fiber GeographyIn this report, Asia is defined as follows:
Central Asia China and Hong Kong; Northeast Asia South Korea, Taiwan and Japan; Southeast Asia
Indonesia, Malaysia, the Philippines, Thailand, Myanmar, Singapore and Vietnam; and West Asia
India, Pakistan, Bangladesh and Sri Lanka.

Table 1 details the changing geography of world man-made fiber production. Man-made
cellulosics are not included, not because their consumption is unimportant, but rather because
their market position is static and not a meaningful part of current Asian fiber capacity
ambitions.It quickly is apparent that major shifts in fiber production and capacity are underway.
Asias share of total world fiber productive capacity, in pounds, has risen to almost 69 percent,
and actual production has matched this rise. In 1998, Asian production represented 64.1 percent of
total world production. By 2001, Asian production had risen 15 percent, 7.5 billion pounds, to 68.1
percent of the world total. More interesting, however, is the production rise in China, almost
doubling from 9.7 billion pounds to 16.1 billion. Chinas share of Asian production rose from 29.6
percent in 1998 to 40.1 percent in 2001 representing the entire Asian market share increase.
Putting this in a broader perspective, Chinese production rose from 18.9 percent of the worlds
supply in 1998 to 27.3 percent in 2001. As might be expected, the primary losers were South
Korea and Japan. Korea finally has slowed building fiber-producing capacity and, in so doing, has
lost share to the expansion binge in China. Koreas share shrank from 16.4 percent of Asian
production (10.5 percent of world) in 1998 to 13.5 percent (8.9 percent of world) in 2001.
Similarly, Japan, a former world fiber power, now produces a modest 1.3 billion pounds of fiber in
an industry with capacity to produce almost 1.9 billion. Japans fiber operating rate languishes in
the high 60s to low 70s range, a formula for disaster. Total Asian apparent operating rates are not
much better, settling in the high 70s, traditionally a marginally profitable experience.
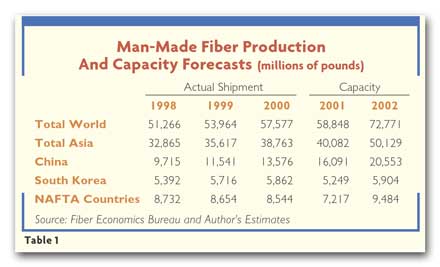
As seen in Table 1, the North American Free Trade Agreement (NAFTA) nations have fared
about as well as Korea in the world fiber sweepstakes. North American fiber shipments represented
17 percent of world shipments in 1998, dropping to 12.3 percent in 2001. Unfortunately, while
shipping approximately 7.5 billion pounds annually, the North American fiber industry is saddled
with almost 9.5 billion pounds of capacity. This translates to an average operating rate of just
under 80 percent possibly, but not assuredly, profitable.The interesting statistic underlying these
geographic descriptions is an analysis of product emphasis, particularly that of filament and
staple polyester. Of 1998 world production of 51,266 million pounds, 36,461 million (52.9 percent)
were filament and staple polyester. Asia shipped 27,095 million pounds, almost 75 percent of world
polyester shipments. By 2001, Asian shipments of polyester totaled 33,764 million pounds, 57.4
percent of total world fiber shipments and almost 80 percent of world polyester shipments.The
picture is clear. Chinese planning focuses on concentrating manufacturing in apparel for the U.S.
market and is building capacity, particularly for polyester, at all levels of distribution in an
effort to dominate this market area. By supplying fibers, fabrics and garments, China retains the
value added by labor at each step of the production process. This virtually guarantees the country
will accumulate substantial quantities of hard currencies, such as dollars, to be spent in
modernizing other areas of the Chinese economy. Mill ConsumptionIn addition to portraying the
Asian textile economy by analyzing fiber shipment, a valuable adjunct to this analysis is a look at
mill fiber consumption. Not surprisingly, mill consumption data paint a similar portrait of the
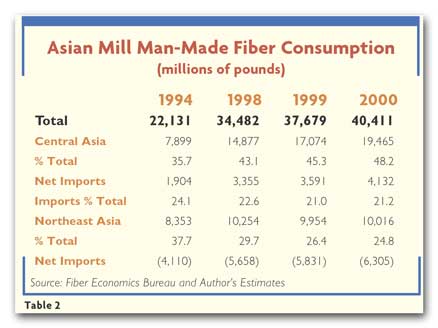
growing importance of fibers, fabrics and garments to Asian economies.Table 2 analyzes two areas of
the Asian textile economies: Central Asia and Northeast Asia. These areas show the two divergent
directions in which the Asian textile economy is headed apparent total dedication to a fully
vertical industry in developing states, balanced by decreasing emphasis in the developed states as
they metamorphose from labor/manufacturing to capital-sensitive/service/knowledge economies. The
time frame of the analysis stretches back to 1994 for a perspective on growth and change.
Traditional competitors, the Japanese, Koreans and Taiwanese of Northeast Asia, have
moved up the scale of economic industrialization, wherein labor plays a lesser role in economic
activity. Consider these three states. In 1994, mill consumption of man-made fibers totaled 8,353
million pounds, and fiber manufacturers net-exported an additional 4,110 million pounds. Northeast
Asia obviously was a substantial producer of fabrics and a large exporter of fibers. In six years,
mill consumption rose a modest 3+ percent, compounded annually, to 10,016 million pounds, on top of
which fiber producers exported another 6,305 million pounds. Investment obviously was put to
capital-sensitive fiber plants for worldwide product distribution, rather than national retention
for fabric and garment manufacture. Contrarily, in the same time frame, Central Asia, represented
by China and Hong Kong, more than doubled mill consumption from 7,899 million pounds in 1994 to
19,465 million pounds in 2000. Of 1994 consumption, more than 24 percent was produced from imported
fibers. By 2000, the absolute level of pounds imported for consumption had more than doubled, from
1,904 to 4,132 million pounds. Despite this growth, imports share of mill consumption fell from a
24.1-percent share in 1994 to a 21.2-percent share in 2000. Investment obviously focused on
downstream fabric and garment-making activities, employing more labor and exporting products to
accumulate or conserve strong currencies. Rate Of Change
If history repeats itself, one can expect continued disinvestment in the textile and apparel
economies of Northeast Asia and continued increased investment in the relatively undeveloped
economies of Central Asia. This is a quite normal appearance of the traditional development curve
for economies. What is surprising is the rate of speed at which this maturation has occurred.
Similar development took the United States several centuries; it seems that the Chinese want to
accomplish the same jump in only several generations. Can they do itAs the target of Chinas
manufacturing explosion, can the United States sustain the current orgy of consumer spending
necessary to provide adequate markets Or, maybe more important is the issue raised in these pages
two months ago
(See Fibers Fast Track, TW, September 2002). Will the U.S. textile and apparel complex use
its technology, marketing and distribution expertise to expand the United States presence in
non-Asian international apparel and textile markets
November 2002
Textiles Meets The Jetsons
Modern-day automation gives textiles a science-fiction feel, eliminating human error, waste and
inventory. Old pictures of mills always depict an endless number of people carrying and
handling material, pushing and pulling carts with merchandise, moving things back and forth. And
behind them are even more people, trying to keep track of what should go where. Todays mills look
different. Unmanned vehicles move quietly, picking up material at one machine, following invisible
tracks and commands to deliver their cargo to other machines or into specific areas in warehouse
systems. The scene looks more like the depiction of a giant space station in a science fiction
movie than what most people associate with a traditional textile mill. Yet this is today, and this
is textiles right here on earth. Of course, it is one thing to say mills can use gadgets that are
like those seen in science fiction movies. It is a very different thing to actually decide to use
such tools, and to pay for them. Its a competitive world out there, and investments must bring a
promise of returns. Many Hands Bring Much Opportunity For AutomationThere is a lot to be done
to fibers to make them into yarn and then a fabric, and between all the process steps a lot of
moving and carrying and handling is needed. Every time hands touch the material, there is an
opportunity to somehow automate this step. The secret is in knowing when the gentle touch of a
human hand is better for the product, and when the tender loving care of a machine serves it
better. Most machine producers offer varying degrees of automation for their equipment for
example, automated doffing, or for linking spinning and winding. But when it comes to transporting
cans with sliver, moving finished products such as yarn or fabric, and warehousing, automation
typically goes beyond what is associated with textile-specific equipment.

Autefa’s bale warehousing equipment handles, sorts, stores and dispatches bales. Moving
The BalesStarting with fiber, storing and transporting vast numbers of bales is an important task
in any yarn mill. Most mills use plenty of semi-automated equipment (forklifts and computer
tracking of bales) to aid in moving and locating the correct lot. However, there is quite a range
between using auxiliary equipment to aid in performing the necessary tasks and using fully
automated bale transport and storage. Autefa Automation, Germany (Fi-Tech Inc., Richmond, Va.), is
well-known in the textile industry. The company manufactures automated handling equipment for
staple and filament yarn companies. For staple fiber spinning mills, Autefa offers a full line of
bale-handling equipment, starting with the baling press (Lift-Box or Uni-Box), to automatic
wrapping and strapping (Intra-Wrap), to fully automated bale warehousing. A high degree of
automation is less an issue of saving labor costs and more an issue of consistent quality. Because
transport and storage require no labor involvement, there is no chance for human error. Uniform
packages also allow optimum stacking for transport and storage. Considering bale transport only,
Keith Mfg. Co., Madras, Ore., offers the Walking Floor System as an alternative to rolling floors,
allowing for cleaner and safer transport of bales over a smooth floor into opening and cleaning
equipment. For textile applications, the Walking Floor is presently used mostly in the ginning
industry. Other Transport SystemsTrastecnica S.p.A., Italy (Symtech Inc., Spartanburg), links
the draw frame to the spinning machine. Automatic guided vehicles (AGVs), just like those in
science fiction movies, move over invisible guide tracks. AGVs also may use an internal gyroscope
system to guide them to draw frames that have full cans. They then pick up the cans and move them
either to temporary buffer storage or to a space at the spinning machine where the cans are
empty.

Trastecnica’s Rotor Link sliver can transport system links the draw frame to the spinning
machine.The AGV system is used in open-end and air-jet spinning mills. All commands are coordinated
in a computer system: the spinning machines signal need for more sliver; the draw frames signal
that four cans are full; and the computer coordinates the AGVs to ensure the right sliver goes to
the correct spinning machine. On top of that, each AGV remembers to recharge its batteries whenever
there is some time along the way. When it comes to transporting cops and cones, many machine
producers integrate these systems into their machines. Italy-based U.T.I.T. Wagner Automation (M
and M Machinery Sales LLC, Gastonia, N.C.) offers these systems, as well as bale handling and
overhead can transport. See Tessival Group, this issue, for a detailed description of a fully
automated plant using equipment from U.T.I.T.On the filament side, Autefa provides automatic
doffing that includes temporary storage and links to texturing or packaging. Transportation can be
performed overhead via a railway system or on the ground via AGVs. Storage for the bobbins is fully
automated, eliminating the chance of human error. The complete package includes automatic packaging
and labeling, which fully integrate the shipping activities into other business information
functions. San Grato CMT S.r.l., Italy (Symtech Inc.), produces fully automated systems for
doffing, transport, storage, and packing for all kinds of yarn. At this time, the company claims to
have the largest market share for advanced automation in the filament sector.

San Grato’s Robofix 3 robotized palletizer Automation PayoffsSo, when does it make sense
to use this degree of automation Fully automated handling systems require quite an investment in
terms of money and dedication. They are capable of handling enormous quantities of material and
tracking it at the same time. Typically, companies do not commit to these investments based solely
on labor savings the payoff period based on labor savings alone is not sufficient when compared to
production equipment. However, full automation typically is part of an integration into an
inventory management system and helps reduce throughput times and inventory levels. And the systems
always reduce the chances for human error, avoiding quality problems. By avoiding the risk of
mixing up different materials which easily results in producing waste and by avoiding misplacement
of products, it is possible not only to reduce costs, but also to enhance the companys reliability
with its customers. This is where automated material handling becomes a necessity. When considering
labor cost savings, it is also important to look at full labor cost, including training and
recruiting. One of the results of automation is that a number of high-turnover positions often are
replaced by a more permanent position with a focus on programming and maintaining the equipment.
Significant savings can be realized by avoiding high turnover, as costs for recruitment, training,
and loss of production and quality are avoided. The growing need for automated handling has been
recognized by companies not traditionally represented in the textile industry. SK Daifuku Corp.,
Salt Lake City (Batson Group Inc., Greenville), designs complete material-handling systems,
including storage buffers. Its systems use AGVs (tape, wire and laser guidance). The company
previously has custom-designed such systems for the computer assembly industry, as well as for food
processing companies. Formerly known as ESKAY Corp., SK Daifuku is now a division of Japan-based
Daifuku, whose systems are known in the automotive assembly industries, where just-in-time
principles have been integrated into transport and warehousing systems for some time
now. Handling The FabricWhen it comes to automated transport in fabric production, types of
equipment range from manual auxiliary lifters to fully automated transport and storage systems.
Hubtex of North America Inc., Spartanburg, produces a wide range of transport and storage
equipment. Primary installations in the textile industry include wire-guided vehicles that
transport warp and fabric. Custom-made systems provide transport among warp storage, weaving
machines, and fabric storage, as well as carousel storage systems for warp beams. Recent
installations include BGF Industries Inc. in South Hill, Va., and MillikenandCompany in Cedar Hill,
S.C.Krantz produces automatic winder and wrapping or packaging equipment. While this may not
represent automatic material handling in the more narrow sense, tensionless cutting and mandrelless
winding are important aspects within the handling of fabric. Additionally, Krantz is of course
known for its wrapping and clamping systems. Fabric contamination is a problem easily avoided by
wrapping the fabric, whether it is to be shipped or used later within the companys own facilities.
Automated packaging equipment not only reduces highly repetitive operations, but it also avoids
contamination during the packaging operation, as well as when interchanging products. Most
completely integrated systems require large operations to pay for themselves. Such systems can
handle large volumes of material and product, and smaller mills may not be able to fully realize
the benefits because the systems are laid out for more volume. Additionally, the chance of human
error is greatly reduced if fewer units are handled, especially if the number of different styles
is limited. Therefore, the size of the operation is relevant from a cost-savings perspective, as
well as from a quality assurance point of view. In smaller operations, fully automated systems may
not be appropriate. Semi-Automated TransportGenkinger, Germany (Sourcing Services
International, Greer, S.C.), manufactures a wide range of semi-automated transport tools for the
weaving industry. A primary focus is in the area of handling equipment for warp beams as well as
fabric beams.

Genkinger’s Electro warp beam lifting truckfeatures a harness mounting device.Genkingers
lifting trucks can be motorized or manual, but they are not fully automated or traveling around the
plant guided by some underground wire. Semi-automation is all that is needed at this part of the
operation. Warp beams run for quite some time without the need for replacement at the weaving
machine. And as the need for a new warp arises, operators need to be involved anyhow, because
warp beam transfer has not yet been completely automated. This is a perfect example of a situation
where complete automation would not make economic sense, even if it were technically possible: it
makes sense only to automate an operation that is highly repetitive, such as doffing in spinning.
While each spindle runs many hours before doffing is required, the high number of spindles makes it
a highly repetitive task. This is not true for replacing warp beams, nor is it true for fabric
doffing in many weaving operations that are not using high-production looms. These are areas where
semi-automated equipment helps operators perform their jobs faster and better. A Continuing
TrendThere is no doubt that the trend towards more automation will continue. As the textile
industrys investment requirements for production equipment increase, payoff periods are becoming
longer, and automated handling equipment becomes an equal consideration. Typical fully automated
systems pay for themselves within about three to four years, according to Rodger Hartwig, vice
president, Symtech Inc.For very large plants, integrated material handling is already a necessity.
At high-production volume, even small cost savings can reach a break-even point. The most critical
aspects, however, are probably quality, reliability and the ability to quickly deliver the right
material or product to the right place. By eliminating human error, automated handling systems
reduce waste and inventory, and most importantly enhance the companys credibility with its
customers. And there is no science fiction about the importance of that.
Editor’s Note: Helmut H.A. Hergeth, Ph.D., is an associate professor in textile and apparel
technology and management at North Carolina State University’s College of Textiles, Raleigh,
N.C.
November 2002
Globaltex Honeywell Launch Carpet Collection
Pima, Concho, Rococco and Sandorra comprise a new collection of saxony and loop-pile carpets
manufactured by Calhoun, Ga.-based Globaltex using Honeywell Specialty Materials Anso Caress® nylon
fiber. The carpets also feature 3Ms Scotchgard protector and stain release product.Three of the
four styles also feature Anso® nylons patented CrossBond technology, which Morristown, N.J.-based
Honeywell reports results in longer-lasting performance.
November 2002
Trendstop Com Targets Fashion Professionals
London-based Pro-Specs has launched www.trendstop.com, a subscription-based Web service for fashion
professionals, offering editable, digital fashion forecasts. Included on the site are easy-to-use
design tools, clip-art fashion silhouettes, trend forecasts and monthly trend updates available up
to 18 months ahead of season.
November 2002
New Stretch Fiber From Dow Withstands Heat And Chemicals
New Stretch Fiber From DowWithstands Heat And ChemicalsDow Fiber Solutions (DFS), a new business
within the global polyolefins and elastomers portfolio of The Dow Chemical Co., Midland, Mich., has
introduced Dow XLA, an elastic polyolefin fiber. The U.S. Federal Trade Commission has rendered a
preliminary decision to grant Dow a new generic classification, lastol, for this new fiber.Romeo
Kreinberg, business group president, polyolefins and elastomers, stated, We are calling Dow XLA The
Freedom Fiber [W]e are introducing it at this difficult time because we think we can make a
difference. He said development and marketing of this new product are being conducted on a global
basis.Antonio Torres, global business director, DFS, noted the global fibers market is estimated to
be in excess of 125 billion pounds. Elastic fibers, about 250 million pounds, is the
fastest-growing segment, with an annual growth rate of 8 percent.Advantages noted include
processability, design and durability. Dow XLA can be woven like a hard fiber and processed the
same way as cotton or polyester. It does not stretch during weaving. Elasticity comes in how the
fabric is woven and finished. Dow XLA withstands temperatures of more than 220°C. Having the
inherent properties of olefins, it requires no special care. It can be bleached, mercerized,
stone-washed, cone-dyed or thermosol-dyed using standard processes.The first fabrics containing Dow
XLA are selling to shirt and sportswear markets. Denim is a special focus area. Yarns are available
through Drescafil of Spain and Belmont, N.C.-based R.L. Stowe Mills. Arco Texteis, Portugal, is
selling color wovens. Sportswear fabrics are available through Decouvelaere and shirtings through
Emanuel Lang, both based in France. Tejidos Royo, Portugal, will have a line of indigo-dyed
fabrics.Dow XLA was developed using the expertise of technicians from outside sources.
Organizations that contributed to its validation and commercialization are North Carolina State
University College of Textiles, Raleigh, N.C.; Industrial Technology Research Institute (ItrI) and
Hualon Corp., both in Taiwan; and Toyobo, Japan.Initial production is coming from Hualon, with an
increase in production expected in about six months, said Torres.Elongation figures for Dow XLA are
not available. The fiber is described as providing soft stretch comfort to apparel fabrics. Torres
said it is priced competitively with spandex fibers.
November 2002
MmWave Represents Labsphere In Canada
mmWave RepresentsLabsphere In CanadaLabsphere Inc., North Sutton, N.H., has appointed Ontario-based
mmWave Technologies Inc. exclusive Canadian distributor for all Labsphere products and services,
which include integrating spheres, light measurement systems, diffuse reflectance coatings and
reflectance calibration standards. mmWave has offices in Ottawa, Montreal, Toronto, Calgary and
Vancouver.
October 2002
Atlas Updates Abrasion And Wear Instrument
Atlas UpdatesAbrasion And Wear InstrumentChicago-based Atlas Material Testing Technology LLC has
updated its Universal Wear Tester (UWT) because its original mechanical design contributed to high
levels of variation between laboratories. ASTM International organized a consortium of 17 companies
and trade organizations that funded research to determine causes for the variability. Differences
were seen in specimen positioning, non-uniform tensioning and alignment of the reciprocating
table.Based on the research results, ASTM recommended Atlas replace the current cam system with
grips and a pressure pin to improve tensioning, and add a centering mechanism for improved specimen
alignment. Atlas went one step further and also added digital controls for accurate cycle counting
and timing, an improved air-injection system for more uniform inflation of the diaphragm and a
reciprocating table home position for repeatable test starts.The UWT performs a range of tests,
including surface abrasion, frosting, edge wear, and flex and fold abrasion tests on woven,
knitted, pile, nonwoven and coated fabrics.
October 2002
Unifi Announces Developments In DuPont Arbitration
Unifi, Inc. today (October 7, 2002) announced that following the close of business on Friday,
October 4, 2002, in response to a Pre-Hearing Order of the Arbitration Panel, the Company received
information from E.I. DuPont De Nemours and Company (“DuPont”) concerning the damages alleged in
connection with the previously disclosed arbitration proceeding relating to their POY Manufacturing
Alliance (the “Alliance”). DuPont has now alleged damages from its previous breach of contract
claims and certain previously unasserted claims during the course of the Alliance from June 1, 2000
through September 30, 2002 of approximately $85 million.Of these damages, approximately $71 million
relate to DuPont’s contention that after creation of the Alliance, until and unless the Alliance
assets are running at full capacity, Unifi should buy all of its external POY needs from DuPont,
thus, taking business away from Unifi’s other third party POY suppliers. Unifi does not agree that
it was or is obligated to purchase these volumes of POY from DuPont. Had Unifi purchased these
volumes of POY from DuPont, the Company believes that the prices it would have paid DuPont for such
POY purchases would have been at or below the prices it actually paid to its other third party POY
suppliers.The remaining damages asserted by DuPont relate to an alleged approximately $8 million
issue regarding capacity utilization in the Alliance manufacturing facilities and approximately $6
million in interest.The Company continues to deny DuPont’s allegations concerning its arbitration
claims. Further, Unifi does not agree with DuPont’s asserted damage calculations applicable in the
event the Arbitration Panel were to find in DuPont’s favor in the arbitration. However, the Company
believes it appropriate to publicly disclose DuPont’s asserted damages as the same are materially
greater than the potential claims previously disclosed by the Company in its Form 10-K for the
fiscal year ended June 30, 2002, that was filed with the Securities and Exchange Commission
onSeptember 23, 2002. In its Form 10-K, the Company noted that based on DuPont’s claims made to the
date of filing the Form 10-K, DuPont’s claims could amount to approximately $23 million.The Company
continues to deny DuPont’s allegations and intends to vigorously defend against DuPont’s claims and
pursue its counterclaims. However, the outcomes of these claims and counterclaims are uncertain at
this time and any damages awarded to DuPont could be materially more or less than the amount
asserted. The arbitration hearing in this matter is currently scheduled to begin November 1, 2002.
The ultimate resolution of these matters could be material to Unifi’s financial position, results
of operations and cash flows.Copyright PR Newswire 2002
ATHF Inducts Four U S Textile Industry Leaders
ATHF Inducts FourU.S. Textile Industry LeadersIn a ceremony held Sept. 9 at the American Textile
History Museum, Lowell, Mass., the American Textile Hall of Fame (ATHF) inducted four U.S. textile
industry leaders into its Class of 2002. Inductees include: E.I. du Pont de Nemours and Co.,
Wilmington, Del.; Frederick B. Dent, former chairman, Mayfair Mills, Spartanburg, and secretary of
commerce under Presidents Nixon and Ford; James Spencer Love (1896-1962), founder, Burlington
Industries, Greensboro, N.C.; and Whitin Machine Works, Whitinsville, Mass., founded in 1847 by
John C. Whitin, inventor of the Whitin picker for cleaning cotton.
October 2002



