Cone Mills Files Chapter 11,Approves Purchase Offer From WL RossCone Mills Corp., Greensboro, N.C.,
has filed a voluntary petition for relief under Chapter 11 of the US Bankruptcy Code. The filing
was made as a condition of a $90 million purchase offer tendered by Wilbur L. Ross Jr., chairman
and CEO of New York City-based WL RossandCo. LLC, and approved by Cone Mills Board of Directors.
Subject to Bankruptcy Court approval and higher and better offers, the transaction is expected to
close before the end of this year.The offer comes on the heels of Bankruptcy Court approval of WL
Rosss bid to acquire Burlington Industries Inc., also based in Greensboro
(See Textile World News, TW, September 2003).This transaction is the best available option
for the companys customers, employees and communities, said John L. Bakane, CEO, Cone Mills. WL
Ross is a well-financed strategic buyer with the means and incentive to strengthen our business. By
joining forces with WL RossandCo., we will be much better positioned to meet the enormous challenge
of low-cost imports while remaining an important employer in the textile industry.Cone Mills has
been buffeted by the recent surge of Asian imports, price deflation and the sluggish US economy.
The company expects the deal to allow it to improve its global competitive position, as well as to
continue US manufacturing operations.To this end, the company also will reconfigure its denim
operations, downsizing denim manufacturing at the Cliffside Weave plant and closing the Cliffside
Finishing and Haynes plants, all located in Rutherford County, N.C. The action affects
approximately 625 employees. The steps are necessary in order for the company to remain competitive
in an environment where unfair trade policies are decimating the US textile industry, said Bakane.
Our current operating strategy of consolidation and rationalization will help us meet the challenge
posed by this unprecedented onslaught of cheap imports. These employees have worked very hard to
adapt to changing and competitive conditions. We regret the personal impact this will have on our
employees and their families as well as the economic effect it will have on the Rutherford County
community.Despite the reconfiguration, Cone expects to maintain a substantial number of
manufacturing jobs in the United States. In addition to its US operations, the company operates
Parras Cone, a profitable Mexican denim-manufacturing facility, jointly with CompaIndustrial de
Parras
(See Parras Turns 10, TW, this issue).
November 2003
Cone Mills Files Chapter 11 Approves Purchase Offer From WL Ross
Making A Difference

Making A Difference
C and A Floorcoverings is a company known for performance, service and environmental
commitment.CollinsandAikman Floorcoverings Inc. (C and A), a Tandus company, Dalton, Ga., is a
leading manufacturer of vinyl-backed commercial floor coverings. The firm originally was a part of
CollinsandAikman Corp., a major automotive textile producer founded in 1843. C and A Floorcoverings
became independent in February 1997, quickly becoming a leader in creating unique, versatile and
innovative floor covering solutions.Future plans include a manufacturing facility in China in 2004.
In fact, it is past the planning stages, and equipment has been ordered. In this new facility,
carpet tile will be produced for the Asian market. GrowthThe year 1999 brought some broad changes
to C and A Floorcoverings. In June, C and A acquired Santa Ana, Calif.-based Monterey Carpets an
award-winning designer and manufacturer of high-end broadloom carpets focusing on professional
architects and designers.August of that year saw the acquisition of Canada-based Crossley Carpet
Mills Ltd., which continued C and As international growth strategy and enabled it to better serve
the Canadian market.The combined companies have annual revenues of approximately $350 million,
employ some 1,600 people, operate almost 2 million square feet of plant space, and have more than
260 sales people worldwide.The year 2000 brought with it the creation of C and As parent company,
Tandus. Tandus was established to serve as an umbrella brand unifying the three brands under one
company identity, offering cost-effective floor covering solutions to customers from a single
source, said Mac Bridger, president and CEO, Tandus. Company capabilities are centered around four
key strategic areas product design and technology, comprehensive services, environmental leadership
and global reach.Product categories include carpet tile, six-foot roll goods, broadloom carpeting,
woven carpets and specialty flooring and accessories. This full range of products is sold both
domestically and internationally.C and A is driven by the desire to create and understand how and
why products work better. This desire has put them on a different path from that taken by other
floor covering manufacturers.Environmental AchievementsEnvironmentally responsible initiatives
began with the invention of its Powerbond® RS process, which eliminated the use of wet glues in the
installation process. C and A uses the term link engineering to describe the Powerbond
construction. It breaks down each component used in the construction including fiber, face density,
backing and installation method. Each category plays a vital role in overall performance. The whole
is greater than the sum of the parts. Powerbond products feature a dense nylon face, a nonwoven
fabric stabilizer, an encapsulating vinyl sealant pre-coat, a vinyl backing, a micro-encapsulated
tackifier and a protective plastic membrane. The tackifier provides the tile or carpet with a
sticky back that aids in installation. The adhesive is designed to hold the product in place while
in use, but it is also easy to remove should a tile or piece of carpet need replacing.Powerbond had
a dramatic effect on indoor air quality. It solved issues associated with sick building syndrome
(SBS) and other building-related illnesses (brI) because it does not incorporate wet glues. All C
and A products meet and exceed industry indoor air quality standards, such as the Carpet and Rug
Institutes Green Label Program and the State of Washington Protocol for Indoor Air Quality.Bridger
noted that C and As focus on recycling started in the early 1990s and was customer-driven. A
recurring theme kept popping up in our hosted mill tours and educational events for end-users and
design professionals: What is C and A going to do with the product after its useful life Resource
utilization questions led C and A to think about a solution to waste, he said. We believed if we
could solve this problem, wed have something our customers would want to buy and specify, and that
would give us a competitive advantage.By developing ecologically responsible recycling initiatives,
C and A discovered solutions to preserve the environment, becoming the first manufacturer to
recycle carpet. Most notably, C and A produces floor covering that lasts up to three times longer
than conventional carpeting and remains the first and only manufacturer to make a 100-percent
recycled-content vinyl backing, ER3®, Bridger said. ER3 backing is made from 100-percent recycled
material and contains a minimum of 74-percent recycled carpet, in which a minimum of 22 percent is
post-consumer carpet. This revolutionary product was awarded the first US patent for a product and
process of its kind.Lee Schilling, senior vice president, said ER3 vinyl backing consistently
outperformed its virgin counterpart in the Powerbond system. In 1998, ER3 became the standard
backing for the companys modular carpet. Carpet tile products featuring ER3 carry a 15-year,
non-prorated warranty.By using waste material as the raw material for the commercial carpets it
makes, C and A has proved that whats good for the environment also makes good business sense.C and
A has turned used carpet into valuable feedstock for the manufacture of new carpet, specifically,
carpet tiles used in commercial buildings. The company literally is mining buildings for resources,
rather than mining the earth.ER3 backing is produced through its Infinity Initiative, a closed-loop
process that reclaims and converts used carpet. The recycled content of the finished Powerbond RS
ER3 modular carpet tile is between 31 and 50 percent, depending on the face fiber used, with a
minimum post-consumer content of 7 percent.After any vinyl-backed floor covering product has passed
its useful life, the product can be returned and will be recycled into ER3 backing used in C and As
carpet tile products. C and A warrants that no portion of the used floor covering that has been
approved for use in its recycling program will be introduced into a landfill, incinerated or
otherwise subjected to any other form of disposal.

Dan Mayfield (left), C and A Floorcoverings director of manufacturing, and Wally Hammel, vice
president of manufacturingManufacturing ProcessWally Hammel, vice president of manufacturing,
discussed the Infinity Initiative recycling process. First of all, we take the whole carpet as it
comes in there is no separation of the carpet and feed it into a granulating machine. This process
shreds the carpet into fine material. To be able to extrude this material, we have to get it into a
pellet form. So, the shredded carpet is fed through another machine that turns it into pellet form.
Later, the pellets are taken to our finishing plant, where they are fed into an extruder and made
into backing material. From here, the material goes through a heated calender and then between two
rolls and comes out in a single sheet. The final step is the bonding process, where the backing is
applied to the carpet, Hammel said.Sounds quite simple, but its actually quite involved. It takes
sophisticated computer systems plus massive amounts of machinery to get the job done. Dan Mayfield,
director of manufacturing, said: Our equipment was either custom-built or modified. Weve also used
machinery not particularly used for this industry. The whole system was developed by dedicated
employees working for a common goal to develop and modify cost-effective equipment that will keep
carpet from the landfill. He added that as ideas were developed, management provided the resources
that allowed these ideas to be implemented. The end result is that we recycle about 1 million
pounds of reclaimed carpet each month, Mayfield said.According to Hammel, C and As approach to
recycling has been different from that of other manufacturers developing green products. Ours was
to mine buildings instead of natural resources. We have a massive extrusion process that consumes a
lot of carpet, and the machinery has been scaled up with the need.Circle Of ResponsibilitySchilling
feels it is important to bring accountability to the table in order to minimize any noise and
confusion about claims of environmental commitment. We actively promote the use of Federal Trade
Commission (FTC) guidelines as a standard and a baseline for accountability. We also use a
third-party firm to certify our claims. Scientific Certification Systems (SCS) came in and did a
complete audit of our entire process to verify and certify that what we claim about recycled
content and recyclability is indeed true, Schilling said.According to the FTC, a recycled-content
claim can be made only for materials that have been recovered or otherwise diverted from the solid
waste stream either during the manufacturing process or after consumer use. Additionally, normal
by-products in the manufacturing operation that routinely have been introduced back into the
process do constitute post-industrial recycled content. In ER3 products, both post-consumer and
post-industrial content meet FTC guides for recycled content and are certified by SCS.Sustainable
initiatives go well beyond recycling to environmental considerations that affect all areas at C and
A. The company is constantly evaluating all aspects of manufacturing operations and making
continuous improvements in its processes. Over the past nine years, C and A has doubled production
while reducing energy usage by 33 percent, water usage by 55 percent and the amount of waste
generated by 95 percent. C and A also has reduced air and greenhouse gas emissions significantly.We
have minimized yarn usage without sacrificing quality by manufacturing products with densely
constructed, low-pile face weights, Schilling said. Our average product face weight is 20 percent
below the industry average.

C and As Haiku carpet tiles are available in an 18-inch or 36-inch square. Designed by Jhane
Barnes for corporate and public space applications, the tiles feature ER3® backing and are
certified by Scientific Certification Systems as fully recyclable.Successful Installations And
Company RecognitionThe Omaha, Neb.-based insurance firm Mutual of Omaha also known for its Wild
Kingdom television show and Wildlife Heritage Center has invested a considerable amount of time and
money into promoting environmental causes. So, when it came time to replace its carpet, it was only
natural that the company wanted an environmentally friendly floor covering. C and As Powerbond RS
tile with ER3 backing product was selected to re-carpet the approximately 1.2 million square feet
of space.C and A has received many awards including the Corporate Conscience Award for
Environmental Stewardship, presented by the Council on Economic Priorities; and The Best of the
Best, awarded by the National Recycling Coalition/Buy Recycled Business Alliance. In an extensive
study of private-sector companies, the Environmental Protection Agency recognized C and A as a
Private Sector Pioneer in environmentally preferable practices. And the company also has received
the US General Services Administrations Evergreen Award, the agencys most prestigious award for
sustainability.Most recently, C and A, in conjunction with Jeffco Public Schools for Prospect
Valley Elementary School, Wheat Ridge, Colo., was honored with the inaugural DuPont Antron®
Sustainable Flooring Performance Award. Open to projects featuring floor covering made using Antron
nylon prior to Sept. 1, 1992, and still in service, the award recognizes sustainable interior
design practices through the use of performance-driven flooring in commercial carpet applications.
Successful ApproachC and As approach to manufacturing extends beyond mechanics and economy to
embrace humanity and the environment, maintaining high, consistent standards. The company is taking
the industry to new heights in innovation, and so everybody benefits. By choosing a different path
to make more than carpet and backing the firm has chosen to make a difference. We have a strong
commitment to improving the quality of life for our customers, associates and community, Schilling
said.
November 2003
TLV Introduces SH Traps For Severe Service Applications
Charlotte-based TLV Corp. has launched its line of SuperHeat (SH) traps for use in medium- and
high-pressure applications including turbines, superheated drips, thermal drains and flash pots.
The company states the traps are exceptionally reliable at pressures of up to 1,500 pounds per
square inch, eliminating steam losses and saving energy, as well as offering prolonged service life
and reduced maintenance costs.TLV traps are available in versions for temperatures up to 1,050°F.
The lines SS series offers several models in stainless steel.
November 2003
Koch Industries Subsidiaries To Purchase INVISTA
Koch Industries Subsidiaries To Purchase INVISTA
Will Integrate KoSa with former DuPont TextilesandInteriors UnitWICHITA, Kan., and
WILMINGTON, Del., Nov. 17, 2003 Koch Industries, Inc. announced today that its subsidiaries have
reached a definitive agreement with DuPont to purchase INVISTA, formerly DuPont
TextilesandInteriors, for $4.4 billion in cash. The two subsidiaries are KED Fiber Ltd. and KED
Fiber, LLC. Closing is expected in the first half of 2004, subject to regulatory approvals and
customary closing conditions.The purchase will include all of INVISTAs businesses, including
Apparel, Interiors and Industrial, and Intermediates. In addition, it includes INVISTAs extensive
portfolio of trademarks and brands including: Lycra®, Stainmaster®, Coolmax®, Thermolite®,
Cordura®, Supplex®, Tactel®, Antron®, DBE®, and C12®, to name a few, as well as over 8,000 patents
and significant proprietary intellectual property. Koch will integrate its KoSa business and its
subsidiaries, global manufacturers of commodities and specialty polyester products, into
INVISTA.This acquisition is an excellent fit with our capabilities and vision for long-term growth,
said Charles G. Koch, chairman and chief executive officer of Koch Industries. By combining
INVISTAs many capabilities and strong brands, primarily in nylon and spandex, with the polyester
businesses of our KoSa subsidiaries, we will create a diverse company, well-positioned to compete
in the global fibers and resins markets, long term. We are proud to carry with us the heritage we
gained at DuPont and thrilled to be headed toward a new company that has proven competitive
capabilities, sees growth opportunities in our businesses, and does not feel bounded by current
industries or product lines, said Steve McCracken, president and chief executive of INVISTA. While
being part of a different and privately held company will be a significant change for us, it will
certainly offer opportunities to improve our focus on long-term success and more stability in
weathering business cycles. McCracken added. It should also provide the scale and scope of
resources well need to more effectively compete in the challenging branded and commodity markets we
serve globally. Together with KoSa, we look forward to creating a renewed superior value offering
for our customers.The new company will be an independent subsidiary of Koch Industries, managed by
its own board of directors. Press Release Courtesy of Koch Industries Inc. and INVISTA Inc.
November 2003
Commerce Department Approves Petitions For Relief From Chinese Imports
Commerce Department Approves Petitions For Relief From Chinese ImportsIn response to petitions
filed by US textile manufacturers, the US Department of Commerce announced today that it will begin
negotiations with China that could result in the imposition of temporary import quotas on
brassieres, dressing gowns and knit fabrics. The action was taken under the so-called safeguard
mechanism in the US/China textile agreement that allows the US to impose quotas on products that
are found to cause market disruption.In making the announcement Commerce Secretary Donald Evans
said: This decision demonstrates the Bush administrations commitment to our trade rules and
American workers. I believe this will advance our future dealings with China, for no market
operates fairly without open dialogue. We look forward to beginning our consultations with the PRC
with the goal of achieving a mutually beneficial result on this issue.While negotiations will begin
soon, there is no guarantee quotas will be imposed, but todays action strengthens the possibility
of that happening. The National Retail Federation was quick to react to todays announcement, saying
the ruling will create shortages that could result in dramatic increases in prices for American
consumers while doing nothing to protect American jobs. The retailers charged there is nothing in
the factual record that supports the contention that Chinese imports are disrupting US
markets.Laura E. Jones, executive director of the US Association of Importers of Textiles and
Apparel, labeled the action pure politics, also claiming that the petitions filed by the textile
industry do not demonstrate market disruption. She said apparently the industry was counting on
pure politics to push the administration to impose quotas, and unfortunately it worked. Jones
believes placing quotas on Chinese imports will simply shift the trade to other countries.Cass
Johnson, interim, president of the American Textile Manufacturers Institute, praised the Commerce
Departments action, but said it is only the beginning. He said todays decision sends a strong
signal to Chinese officials that they should take immediate steps to cease their attempts to
dominate international trade in textiles and apparel, including an immediate end to Chinas blatant
manipulation of its currency. Johnson warned that if flooding of the US and other markets with
unfairly and illegally undervalued textile and apparel products continues, the industry will demand
further safeguard actions.Petitions filed by a united textile/fiber coalition July 24 of this year
cited dramatic growth in the three product categories where quotas were removed in 2001. They said
imports of dressing gowns grew by 905 percent, brassieres by 382 percent and knit fabrics by 905
percent.By James A. Morrissey, Washington Correspondent
November 2003
Solving Wool Finishing Problems
Cimi S.p.A. has conducted research into the use of bisulfite vapor for the stabilization of
woolen fabrics.Stabilizing woolen fabrics in a reducing environment is a widely established
procedure, although there are many doubts concerning certain side effects.Today, the commonly used
reducing agent is sodium bisulfite or its derived and differently formulated products. According to
a mechanism suggested by Angliss, Cook, Delmenico and other researchers at the Commonwealth
Scientific and Industrial Research Organization, Australia, whose general principles are still
valid today, the bisulfite ion reacts through the direct attack of the disulfide bridges in order
to start the formation of thiosulfonate ions (Bunte salts). In the propagation reaction, the thiol
ions break the stretched disulfide bridges to create new disulfide bridges in a non-stretched
position: New thiol ions develop simultaneously and, theoretically, the reaction can continue using
a chain mechanism as long as accessible stretched disulfide bridges are present or the thiol ions
are removed for a terminal chain reaction or other secondary reaction.The terminal reaction occurs
through the addition of thiol ions to residues of dehydroalanine or through the release of
thiosulfate ions from Bunte salt by one thiol ion.Both reactions lead to the formation of
lanthionine and are much slower than the reactions of propagation. As a result, proper fixation can
be achieved in a short time with a very small quantity of reducing agent.
Cimis Multifix machine treats woolen fabrics using superheated bisulfite vapor, providing
higher and more stable fixation than standard treatments.The formation of lanthionine has not
always been confirmed with certainty in the reducing treatments, leading to the belief that its
formation is exclusively linked to the terminal chain reaction that occurs after many propagation
stages.Moreover, with excessive reducing agent, a useless and excessive amount of bisulfite and a
release of thiosulfate ions develop, which, in the operating conditions of the autoclave, can
create color changes and acid vapor that hydrolyze satins and corrode metal parts.Also, working
with excessive reducing agent can change the original structure of wool and its capacity to regain
humidity, thus enhancing the phenomena linked to hygroscopic expansion.Developing the action of the
bisulfite in the vapor stage can enhance the advantages of chemical fixation and reduce the
negative side effects caused by excessive reducing agent.Research into this alternate procedure has
been conducted using the Multifix machine, manufactured by Cimi S.p.A., Italy, and designed to test
woolen fabrics using bisulfite vapor.Standard TreatmentIn a standard 35-meter treatment tank for
bisulfite in a water bath, water usually amounts to about 2,500 liters with a 20 grams-per-liter
(g/l) bisulfite concentration and a product content of 50 liters. During the working stage, a
reintegration of 40 grams per kilogram of fabric is made in order to keep the concentration equal
to that of the initial bath. Treatment of 1,000 meters of fabric weighing 330 grams per meter
(g/m), working at a speed of 20 meters per minute (m/min), will consume 14 liters of bisulfite.At
the end of the treatment, the entire content of the treatment tank 2,500 liters of water and 50
liters of bisulfite is disposed of.Alternate MethodIf a wet saturated vapor tank set at 102°C is
used to develop bisulfite, water and product consumption will be much lower.The development tank
will have a constant volume level adjusted by a device that signals excessive and minimum levels. A
constant concentration of product in the bath will be ensured by the dosing pumps. The tank content
will be only 200 liters with a 30 g/l bisulfite concentration, which will require only 6 liters of
product to obtain the solution of work start. Treating 1,000 meters at 20 m/min will consume 6.5
liters of bisulfite because the bath will have to be reintegrated with only 126 grams per minute
(g/min) of bisulfite to keep the product concentration constant.At the end of the treatment, only
the content of the saturation tank will be disposed of 200 liters of water and 6 liters of
bisulfite thus leading to better materials management and greater purification savings.Moreover,
the amount of product that has reached the fabric and the uniformity of product distribution can be
measured precisely.
Machine DescriptionThe Multifix machine comprises three main parts: the inlet hydraulic head;
the treatment tank; and the outlet hydraulic head. The two heads are made up of a series of
cylinders that guide the fabric, and a suction bar with a liquid ring vacuum pump at the inlet of
the following tank or at the outlet of the previous tank.In the treatment tank, the fabric goes
through a heated impregnation tank that contains 100 liters of product. The product concentration
on the fabric is optimized by an equalizing bar. The fabric reaches the development section which
can either work with high bath for a natural crabbing or washing function, or develop chemical
products previously deposited in the impregnation tank in an atmosphere of saturated vapor created
by water in the tank bottom heated by a coil. This section has a fabric capacity of 48 meters.Tests
And ResultsThe Multifix process is being tested at Botto Giuseppe e Figli S.p.A., Italy, with the
cooperation of the Polytechnic of Turin, Italy. Mercandino Piero from Botto Giuseppe is managing
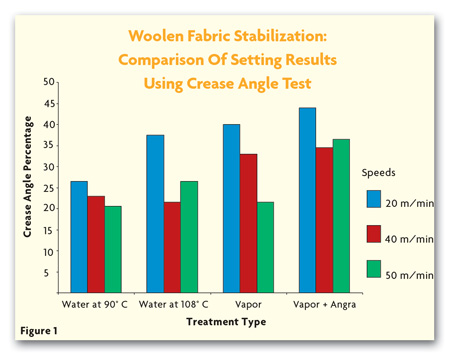
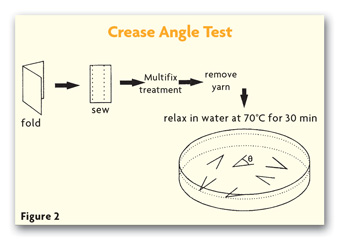
the process experimentation.Measurement of the crease angle, expressed as a percentage, permits the
quantification of the permanent stabilization given by a fixing procedure. One hundred percent
represents complete stabilization this occurs in the procedures that crush the fabric.At a
treatment speed of 20 m/min, water treatment at 90°C creates lower permanent fixation than other
treatments.The difference between the treatments in vapor and in water is obvious during the
different treatments carried out at a speed of 40 m/min. In this case, vapor treatments give a
higher permanent fixation degree.At a fabric-feeding speed of 50 m/min, the treatment that gives
the highest permanent fixation degree is the vapor-plus-Angra (a bisulfite product) treatment.
Research ResultsThese results conclude that the superheated vapor treatment leads to higher and
more stable fixation values up to a speed of 40 m/min; the superheated bath treatment leads to high
permanent fixation values provided that the permanence time of the fabric in the treatment area is
high for a speed of 20 m/min; and at 50 m/min, the only treatment that keeps a high permanent
fixation level is the vapor-plus-Angra treatment.Editors Note: This article, written by L.
Gallotti and M. Zampieri, was provided by Cimi S.p.A., Italy.
November 2003
Benninger Delivers Machinery To Porcher39 S Glass Division
Benninger Delivers MachineryTo Porcher’s Glass DivisionBenninger AG, Switzerland, has delivered
warping and sizing machines to the European Glass Division of Porcher Industries Group, France, for
the weaving of glass filament yarns ranging from 68 tex to 2.8 tex. The yarns are used in such
markets as decorative, composites, industrial and electronics.Benninger has supplied BEN-DIRECT
warping, BEN-FULLSIZE and BEN-SINGLESIZE sizing machines. The company states the machines offer
high operating speeds; good reproducibility; the lowest level of filament breaks; and constant and
uniform thread tension, as well as uniform size pick-up and drying over the entire warp width and
length.
November 2003
Linzbach Heads KoSa Fibers Businesses
Linzbach Heads KoSaFibers BusinessesKoSa, Houston, has named Gerold Linzbach president, Fibers,
with responsibility for KoSas tire cord, technical filament, polyester textile filament, nonwovens
and fine-denier staple businesses. He is located at the companys US/Canada regional headquarters in
Charlotte.Linzbach previously served Germany-based Hoechst AG in various positions including
president of Celanese Acetate.Gerold brings a wealth of expertise, strong leadership skills and
tremendous knowledge of the industry to KoSa, said George Gregory, CEO. I am very excited to have
him join our team to further advance our Fibers business strategy.
November 2003

Gerold Linzbach
Static Electricity Control

A new static control product from Leatex can effectively reduce static electricity problems on
the production floor.Lightning is one often observed result of static electricity (SE). SE
develops within the clouds, and as this buildup of SE discharges into the atmosphere, lightning is
seen. The potentially damaging effects of lightning are well-known. However, SE and its potential
for damage and injury in the workplace, as well as its effect on production, are less
understood.The most obvious consequence of SE is the hazard posed to employees from the shocks they
regularly receive. These shocks are the result of electrostatic discharge (ESD), which is described
as the sudden transfer of charge between bodies of different electrical potentials.Although ESD is
not believed to cause any permanent physical injury, the idea of being shocked many times a day by
tens of thousands of volts is one of the least enjoyable aspects of working in a textile mill. The
typical injuries directly associated with ESD which can be severe result from the persons repulsion
from the shock and subsequent collision into machines, walls or other objects. Additional
consequences include reduced employee and machinery productivity resulting from machine jams or
damaged electronic components; and the reduced product quality resulting from lint attraction,
fabric tangles, and especially, employee reluctance to touch fabric unless absolutely
necessary.What Is Static ElectricityOne of the most common definitions of SE is electricity at
rest, which seems to make sense because electric current is the movement of electricity. However, a
better description of SE is an electrical charge caused by an imbalance of electrons on the surface
of a material the result of the surface of a material adding electrons (becoming negatively
charged) or losing electrons (becoming positively charged). Causes of SE include heating, machine
processing and material separation. The effect is magnified by the tendency of the material being
processed to gain or lose electrons when the material comes into contact with other materials.
Heating a material and causing it to dry out, as well as quickly heating and cooling the surface,
make the material less conductive and more likely to develop a charge. The machine processing of a
material agitates the materials surface, generating an atmosphere for the ready transfer of
electrons between materials. The separation of two materials after they have been in contact causes
some electrons to jump from one material to the one with the stronger attraction. It appears the
separation of the materials after they have been in contact is the main cause of SE, not friction
between the materials.The process of material contact, electron transfer and separation is affected
by the size of the contact area, the humidity of the environment and the speed of the
separation.Tribocharging And TheTriboelectric SeriesAll materials in their natural state have a
neutral charge because, at the atomic level, the number of positively charged protons in the
nucleus of an atom is equal to the number of negatively charged electrons.Tribocharging is the
creation of a charge on a material by contacting and separating it from another material, causing
electrons to transfer between the two materials.The triboelectric series is a ranking of common
materials based on their tendency to gain or lose electrons because of tribocharging. Frequently,
in a triboelectric series, steel is listed as neutral. The materials above steel are listed as
having a positive charge, or having a tendency to lose electrons. The materials below steel are
listed as having a negative charge, or having a tendency to gain electrons
(See Table 1). The listing compares a materials tendency to gain or lose electrons when it
comes into contact with other materials on the list. The electrons tend to transfer from the
materials higher on the list to the materials lower on the list. The further apart on the list two
materials are, the stronger the charge that is created as they are separated.ESD In TextilesThe
textile industry has developed and tried many programs to address SE in the workplace without
significant success.The industry processes many materials, notably man-made materials, that readily
transfer electrons to other materials to create charges. It also has processes notably drying at
high speeds and temperatures that create optimum conditions for tribocharging. On many processes
the charge measured on numerous materials has ranged from 20,000 volts to more than 100,000 volts.
These conditions make ESD and static control (SC) in the textile industry a very big
challenge.Following is a review of some of the methods currently used by the industry and a brief
review of the latest alternative.Traditional SC MethodsThe most basic SC method is the grounding of
equipment and machines in the plant. This is primarily important for electrical safety, but it also
allows high charges of SE to be reduced although not eliminated. A second SC method is to use
climate control devices, which have been built into some newer textile plants or installed in older
mills. Unfortunately, this is prohibitively expensive for most mills, and it frequently replaces a
static problem with a maintenance problem. The use of a humidification system may reduce the SE,
but it also will increase the maintenance of the equipment and machines because of the corrosive
atmosphere it creates. Other mills inexpensively adjust their climate by opening up their steam
pipes to increase the relative humidity, a maintenance and safety nightmare. Another SC method is
the addition of antistatic chemicals during the wet processing of a substrate. Typically 1 to 2
percent on weight of goods of a cationic surfactant is used. While this method improves the static
dissipative effect of the surface of the material, thereby reducing the buildup of SE, it does not
eliminate it. Concerns with these products include recurring annual cost, tendency to cause
substrate yellowing, and addition to the mill effluent.Frequently used SC devices include static
bars and other active electrical eliminators. They generate positively and negatively charged ions
that help dissipate the charge on the material. They require power supplies to step up plant
voltages to higher voltages 5,000 volts to 20,000 volts at low amperages. While these products
reduce static levels in other industries, the static levels experienced in textile processing are
frequently unable to be sufficiently reduced by this method. Additionally, while these products can
be purchased off the shelf, they often need to be custom-built for the specific machine size. Also,
most static bars need to be positioned within 1 inch of the processed fabric in order to achieve
maximum performance.The final type of SC typically used in the textile industry is tinsel, which
utilizes copper to help transfer the electron imbalance from the material to a ground through
induction. Tinsel is an inexpensive and readily available method for SC, but it has limited
effectiveness. The primary reason for this limitation is that any contamination either in its
manufacture or use will severely degrade its effectiveness.Alternative SC MethodA recent SC
development is the introduction of CONTAX by Leatex Corp., Philadelphia. Contax is a highly
engineered construction of extremely conductive materials that economically removes static from
textiles on contact. The technology has been used in the aerospace, electronic and military
industries for many years. The product works through conduction and induction, transferring the SE
on the textile to the Contax.Contax has taken extremely high levels of SE to minimal levels on all
types of textile machinery and textile fibers. It has been used in a number of mills and has
produced immediate and significant improvements in employee comfort and safety, as well as
improvement in productivity and quality. It is easy to install and is adaptable to all textile
manufacturing processes.Case StudyA major vertical manufacturer of knitted apparel was experiencing
recurring severe SE problems, which seemed to get worse every year. A worker had been injured as
the result of a severe jolt of SE. The company used a chemical antistatic product that somewhat
reduced the SE, but problems persisted.The company approached Leatex to find a solution to its SE
woes. Leatex had begun working on its Contax technology, and was looking for the right situation in
which to test its ideas. The textile manufacturers products included various fibers, blends and
constructions; and its many processes included drying, napping, tube reversing and cutting, making
it a perfect testing facility.In the first test, Contax was placed across the width of the exit to
a loop dryer so that goods leaving the dryer would come into contact with it. High levels of SE
were eliminated. The performance was evaluated and compared to that on a control dryer that did not
use Contax. Regardless of fabric type or construction, Contax removed the static. Eventually, the
success was repeated on all of the companys dryers and napping machines.The next test was conducted
on the machine that had caused the employee injury a tube reverser, which turns a knitted tube
inside-out for further processing. Analysis of the process determined it could generate more than
100,000 volts. Because Contax was placed at the exit of the reverser, where it could come into
contact with the fabric, it eliminated the static problem.The final trial was conducted on an
automated cutting machine, which takes four separate tubes of fabric and cuts them simultaneously.
As the tubes were running through the machine, one or more of the strands would jam or tangle,
causing the machine to either shut down or cause poor cutting, creating off-quality material.
Contax was placed on the trays that the tubes ran across, removing and eliminating the static and
improving yields.SC System BenefitsBetter SC in a mill will enhance the comfort, morale and safety
of the workforce. Other benefits include increased productivity of the machinery and workforce, and
improved quality of the finished product because the workers are no longer reluctant to touch the
goods as they are processed. A good SC product must effectively and economically eliminate SE
problems. Investing in a SC system that accomplishes these items will pay for itself many times
over.
Editors Note: Brian D. McChesney is vice president of Leatex Corp., Philadelphia, a supplier to
the textile industry since 1922. McChesney has worked with the company since 1988.
November 2003
Symtech To Represent Roaches, Automation Partners
Spartanburg-based Symtech Inc. has added two new product lines to its offerings for the US textile
industry.
Roaches International Ltd., England, has chosen Symtech as exclusive US representative for
its laboratory dyeing, finishing and testing equipment. Symtech has spare parts in stock and also
provides technical service for the product line. Tony Gowan is Symtech’s product manager for
Roaches’ products.

Roaches International’s Martindale APS wear and abrasion tester
Automation Partners Inc., Sunnyvale, Calif., has named Symtech exclusive representative for
the US market excluding California for its electronic monitoring and control products for knitting
and textile finishing. Symtech has designated Herbert Busch and Tony Gowan as joint product
managers for Automation Partners’ products.
October 2003



