REMSCHEID, Germany — June 25, 2020 — The China-based industrial yarn manufacturer Zhejiang Kingsway High-Tech Fiber Co., Ltd. is expanding its production capacities by a further 40,000 tons per annum with five Oerlikon Barmag lines. Kingsway is already successfully manufacturing special high-quality yarns, exclusively deploying Oerlikon Barmag industrial yarn systems.
The 21 new spinning positions will be used to manufacture a broad product range: in addition to super-low-shrinkage (SLS) and high-tenacity (HT) yarn, the business also plans to produce automotive yarns for seat belts and airbags. This flexibility is made possible as a result of the Oerlikon Barmag systems’ configuration. The new systems are expected to commence manufacturing next year.
Industrial yarns for greater safety
As a quality-conscious industrial yarn producer, Kingsway has been manufacturing its sophisticated, high-end yarns on Oerlikon Barmag filament yarn systems since 2015. Alex Yang Yu Long, CEO of Kingsway, is proud of relying on engineering artistry from Remscheid: “As expected, the yarns are first-class in terms of quality. Our products are used in safety equipment, sometimes in situations where lives depend on them. Therefore, there can be no compromises. To this end, we select our partners with the utmost care.”
As the U.S. economy attempts to ramp back up, administrators, executives and workers are all learning — often the hard way — how to coexist with COVID-19.
“Some early models predicted a significant decrease in the number of cases beginning in June,” said one analyst. “That hasn’t happened yet, of course. And a big part of the reason is that we have not yet come to grips with the fact that this might be a long-term problem, at least until a reliable vaccine is ready for mass distribution.
“It is unfortunate that some people — both in and out of government and business — aren’t taking this threat seriously enough,” she continued. “Some states that opened up early — perhaps too early — are now seeing record numbers of coronavirus cases. That may be attributed to the current administration’s assertion that more testing is naturally going to produce more infections, or it may be because people aren’t being careful enough. And that’s unfortunate, if it is the latter, since the tools are available to both reopen the economy and slow the spread of the virus.”
She cited spinners and fabricators as critical industries in the fight against COVID-19. Her assertion is supported by news coming from governments, communities and the industry. For example, Parkdale has won a $500-plus million contract for 60 million reusable isolation gowns for medical workers and first responders. Parkdale also has a face-mask contract valued at $11.3 million for 7.5 million masks.
A Parkdale subsidiary U.S. Cotton, a manufacturer of cotton swabs, has joined in an effort with the Food & Drug Administration (FDA), the Gates Foundation, UnitedHealth Group and Quantigen to ramp up production of spun synthetic swabs to help the country’s frontline health care workers administering tests for the COVID-19 disease.
U.S. Cotton has developed a fully man-made, polyester-based Q-tip-type swab that can be used in coronavirus diagnostic testing, according to a recent release. The U.S. Food and Drug Administration just announced that these synthetic swabs — with a design similar to Q-tips — could be used to test patients for the coronavirus.
As previously cited, face masks are a key component in slowing the spread of COVID-19. A recent study by the Chemical Engineering Department of Northeastern University in Burlington, Mass., and Lahey Hospital and Medical Center, also in Burlington, revealed that the top performing face mask was manufactured by Pennsylvania-based AKAS Textiles. The study tested more than 70 different common fabric combinations and masks, including the N95 respirator, for their ability to block the transmission of virus-like nanoparticles.
The mask with the best filtration was made of layers of AKAS ProCool® Performance Fabrics combined with Zorb® 3D Stay Dry Dimple fabric. The combination of these fabrics tested 72 percent more effective than the N95 respirator.
ProCool Performance Fabrics are two-sided fabrics which are inter-knitted to provide filtration. The special wicking fibers in it help in managing the moisture. Zorb 3D Stay Dry Dimple is made with surface layers of wicking Stay Dry fibers with an innermost core of dense cellulosic fibers, which work as the filter.
Sustainability Efforts Continue
Sustainability has been a key topic in manufacturing circles over the past few years — as companies turn from generating tons of toxic waste to finding ways to recycle and replenish Earth’s diminishing natural resources. Yarn spinners, once reviled as among the most egregious of polluters, are now at the forefront of helping create a cleaner, healthier, sustainable planet. Cases in point include two recent developments from established sustainability leaders.
Meridian Specialty Yarn Group Inc. (MSYG) is now offering polyester yarns processed with CiCLO® technology, which allows polyester fibers to break down in landfills and the ocean at rates comparable to natural fibers. Further, the yarns have the necessary properties to meet PPE standards in protecting health care and front-line workers in the fight against COVID-19.
MSYG is currently introducing yarns with CiCLO technology to hosiery markets, initially for performance and hiking socks. Yarns with CiCLO technology are also available to manufacturers of medical PPE for use making medical gowns, lab coats, medical setting curtains and other medical textiles typically made from polyester.
Meridian’s new yarns with CiCLO technology can be treated with antimicrobials proven effective at reducing exposure to viral infections and have the same beauty, wearability, durability, functionality and performance characteristics consumers expect from polyester. At the same time, when thrown away, CiCLO yarns reduce the persistence of synthetic textile accumulation in landfills and synthetic fiber fragments in the ocean.
The yarn is being processed in the United States in MSYG’s new dyehouse in Valdese, N.C.
ITW-owned Texwipe®, based in Kernersville, N.C., has introduced REVOLVE™, a complete line of cleanroom consumable products made from upcycled polyester. Using REPREVE®, a recycled fiber made from plastic bottles and created by Unifi Inc., REVOLVE is a new, environmentally conscious line of products. REVOLVE encompasses a full product line including cleanroom wipers that are sterile and non-sterile, dry and pre-wetted with 70-percent IPA/30-percent deionized water in various size configurations. In addition, a new, patent-pending mop cover and string mop for the cleanroom and critical clean market space will be offered. Each product label will indicate the number of post-consumer bottles used to make the contents of the bag.
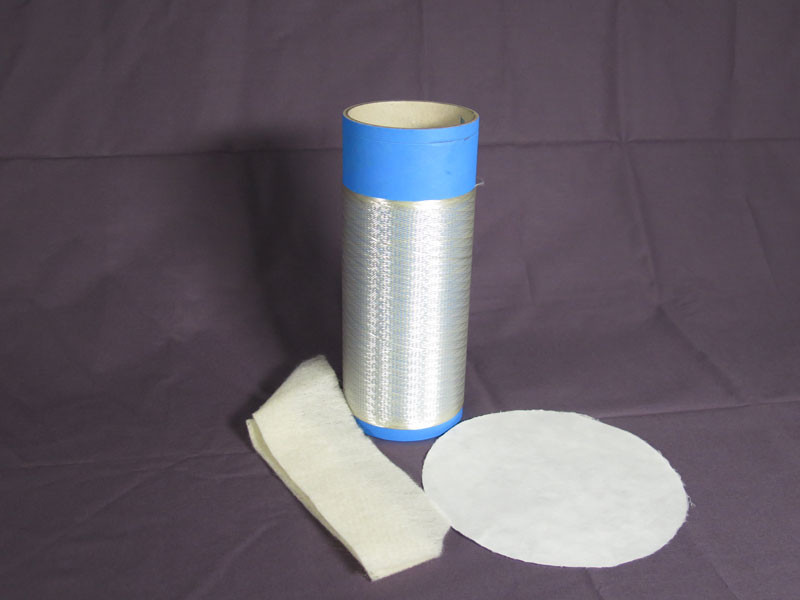
Fibers and textiles made of cellulose-chitin Origin: DITF
TW Special Report
When mentioning chitin, many people first think of insects or crustaceans. However, the sugar, which is widely used in animal shells in nature, could soon be used in medicine, for example in wound dressing materials. This can be realized by a new method developed by researchers at the German Institutes of Textile and Fiber Research (DITF).
Whether crab or beetle: the carapace of many insects and crustaceans consists mainly of the polysaccharide chitin, which makes their shells and wings flexible. Although chitin is abundant and inexpensive in nature, it has so far played any role as a renewable raw material for the textile industry. This is about to change. Researchers at the German Institutes of Textile and Fiber Research (DITF) have developed an innovative method that enables the excellent combination of chitin as a biopolymer with naturally occurring cellulose. The chitin is extracted from crab shells, of which there is more than enough. “We first remove the proteins and minerals from the crustacean before we produce fibers from them,” explains scientist Dr. Antje Ota, who is a researcher at the DITF’s Biopolymer Materials Competence Centre and is a major contributor to the project.
Novel Combination Of Cellulose And Chitin
The production process of the new fiber is based on the application of ionic liquids. They prepare the sparingly soluble chitin in an environmentally friendly way for bonding with cellulose. “We have chosen our ionic liquid solvent in that way that it is equally suitable for processing of cellulose and chitin. For the first time, it is possible to process these raw materials into fibers in a single process step,” explained DITF scientist Ota.
The way from natural resource to fiber Origin: DITF
Speed Up The Healing Process
Ionic liquids (ILs) are salts that are already liquid at temperatures below 100 degrees centigrade and can dissolve many polymers, including the long-chain polysaccharides of chitin. In the DITF process, the chitin content of the biodegradable fibers reached up to 50 percent. A further advantage: the water retention capacity increased by 20 to 60 percent compared to pure cellulose fibers. “We expect the completely novel cellulose-chitin blended fiber to have great economic potential, e.g. for wound dressings in medicine that accelerate the healing process,” Ota said. The high air permeability of the new nonwoven is one of the main reasons for this.
The environment also benefits from the new production processes. The environmentally friendly production of the fibers is carried out without additives, and the solvent is almost completely recovered. Not only for the raw material itself, but also for its processing, the DITF researchers are thus orienting themselves towards the circular economy.
After cellulose, chitin is the second most common biopolymer worldwide. In contrast to bioplastics made from agricultural plants, this means that questions of raw material competition do not arise for the time being — unless other industries also acquire a taste for crab shells, for which the DITF have found a high-quality potential use in medical applications.
The DITF’s chitin research was funded by the Federal Ministry of Economics and Energy and the Ministry of Economics, Labour and Housing in Baden-Württemberg.
As part of the Zuse community, a well-known German research-community, the DITF also carries out practical research. The Cellulose Chitin Project is an example of application-oriented research that supports Germany as an industrial location.
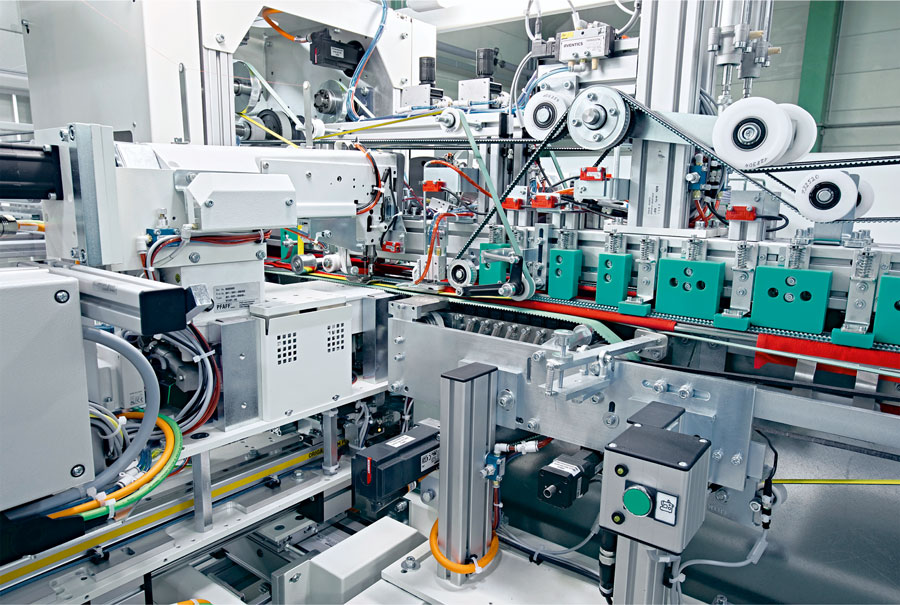
The path from raw material to finished towel is a long one in this large, complex system.
PC-based automation enables rapid development and configuration of manufacturing systems for terrycloth towels.
By Stefan Ziegler
Texpa Maschinenbau GmbH & Co. KG in Saal an der Saale, Germany, specializes in transfer sewing lines for home textiles as well as in plaiting machines. To best adapt these machines to the customer’s requirements, the mid-sized company emphasized modularity as much as possible in its wide-ranging systems, which produce home textiles like bedsheets, pillowcases, drapes and towels.
“Our broad process expertise, consistent equipment modularity and in-house production depth down to highly complex components like sewing tools enable us to deliver machines with extremely short lead times,” said Heiko Hillenbrand, manager of electronics engineering at Texpa. “The time from order receipt to delivery can be as short as three months.”
All machines designed by the company feature maximum flexibility with regard to product sizes and quick product changeovers. Texpa’s new manufacturing system for terrycloth towels exemplifies the importance of the open, flexible and compact PC-based technologies from Germany-based Beckhoff Automation for these applications.
Christian Rott, CTO, and Heiko Hillenbrand, manager of Electronics Engineering from Texpa (right and center), explain the special requirements of terrycloth processing to Mirko Ammersbach (left) from the Beckhoff sales office in Marktheidenfeld, Germany.
PC-based Control Enables Flexible System Configuration
The new transfer sewing line for terrycloth towels offers even more streamlined setup changeover capabilities and increases the user’s ability to select from various straightening systems with the push of a button. Customers configure their machines from a modular toolbox based on individual requirements regarding the seam size or a suitable label dispenser, for example. In this context, PC-based control and the EtherCAT industrial Ethernet system are extremely important, according to Hillenbrand.
“The PC- and EtherCAT-based control and drive technology from Beckhoff has given us the ability to accommodate a wide range of customer requirements on short notice,” he explained. “It’s the only technology that gives us the necessary flexibility. With conventional programmable logic controller (PLC) hardware and the corresponding program modules, this would have been impossible to achieve in a financially feasible manner. With TwinCAT software, on the other hand, all we need to do is enable the respective module in the control program.”
The transfer sewing line, which is roughly 40 feet (12 meters) long and 23 feet (7 meters) wide, can produce towels ranging from 12 by 12 inches to sauna towels as large as 6 by 6 feet from large reels of continuous fabric material. The machine uses operator input via a visualization system to adjust itself automatically. The maximum output rate for the smallest size is 1,800 towels per hour.
At the start of the process, the continuous terrycloth fabric is fed into a straightening and cutting station. This equipment ensures the fabric is inserted straight, which is particularly important with terrycloth in order to guarantee a flawless hem. Next, the material is cut to size and transferred to a conveyor. After this, up to four tagging stations sew on up to eight different tags, strings or hangers. At the subsequent hemming station, the towels are hemmed and transferred to the “thread hacker.”
“The thread hacker cuts the warp threads,” Hillenbrand explained. “This is where we deployed for the first time eXtreme Fast Control (XFC) technology and the distributed clocks in EtherCAT in order to compensate for the latency times that occur when switching the pneumatic valves on the two cutting wheels. In this way, we can achieve much more precision, i.e. the necessary thread length, at all transport speeds.”
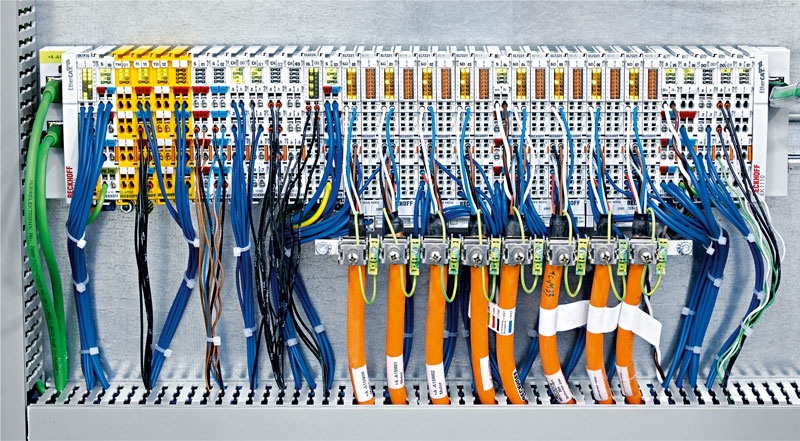
Christian Rott, CTO of Texpa, adds: “The entire system uses 17 XFC EtherCAT I/O terminals, specifically the EL1252 and EL2262. We benefit especially from the EtherCAT timestamp functionality, with which the signal curves can be coordinated across the system via the distributed clocks function.”
The modular terminal system from Beckhoff, which integrates all necessary functions from I/O to safety to motion control, provides everything the user needs for a system with decentralized control and drive technology.
A Powerful And Open Control Platform
The main reason Texpa switched to PC-based control in 2005 was the engineering team’s desire to use a single control hardware for all machine tasks after their previous hardware PLC had been discontinued. Integrating functions such as human-machine interface (HMI) and machine control, for example, in a single device eliminated the need for a separate PLC. The resulting cost advantages were immense, according to Hillenbrand. In addition, the EtherCAT-based communication structure eliminated the need for costly fieldbus masters and simplified data transmission considerably.
Starting in 2007, the company also transferred the motion functions, which were previously integrated in the drive controllers, to the system’s control software by means of TwinCAT NC PTP. “Using TwinCAT NC PTP and centralizing the automation technology has shortened commissioning times significantly,” Hillenbrand said. “If you add the capabilities of the modern modular program structure, the total optimization factor was between twofold and threefold.”
The limited performance of the hardware PLC was another aspect, according to Hillenbrand. “We increasingly reached the limits of the old system, which led to more decentralization,” he said. “At the end, we had to install five or more controllers in one machine, which required a huge communication effort. With its outstanding performance, PC-based control allowed us to make system control more centralized and much more efficient.”
Hillenbrand also values the openness of PC-based control, especially the easy integration of IO-Link into EtherCAT networks. “We often use IO-Link to collect the previously analog sensor signals digitally, which requires much less wiring than before. The numerous valve clusters and the overall system modularity are other areas that benefit from PC-based control. We deploy the EL6224 IO-Link master terminal from Beckhoff, which can be easily parameterized via the EtherCAT master,” he adds.
The hemming station illustrates the high level of process complexity in towel production.
Ultra-Compact Controller And One-Cable Technology Shrink Footprint
Due to the high complexity and extensive modularity of the manufacturing systems, Texpa always pays special attention to the required electrical cabinet footprint. Fortunately, PC-based control from Beckhoff offers many opportunities to minimize this space. Hillenbrand points to the new C6030 ultra-compact Industrial PC as an example: “The C6030 delivers great computing power in an extremely compact format. It takes up much less space than the C6640 and C6650 cabinet IPCs we previously used. Another advantage is the fact that it can fit into existing spaces with great flexibility, for example in extremely flat cabinets. Despite its small size, it still features sufficient interfaces for applications such as providing end users with operating data in connection with Industrie 4.0 concepts.”
With up to 53 NC axes in a single manufacturing system, the drive technology must be equally compact. With One-Cable Technology (OCT), Beckhoff drives require less wiring, produce fewer chances for error and take up less space because of their smaller power supply chains. Texpa deploys them in smaller processing stations and for the tag handling. “We use both EL7041 stepper motor terminals and EL7221 servomotor terminals, the latter in combination with AM8100 OCT servomotors,” Hillenbrand says. “This drive technology in terminal block format reduces space requirements further, minimizes power losses and supports the decentralization of drive technology via easy placement of switching cabinets.”
With the ultra-compact C6030 Industrial PC (bottom) and the IP66-compliant CU8210-M001 cabinet dome (top), Texpa employs state-of-the-art PC-based control technology.
Wireless Connectivity And Protected Power Supply
Texpa keeps benefiting from the continuous expansion of the Beckhoff product portfolio in other aspects of its transfer sewing lines as well. The latest example is the CU8210-M001 cabinet dome for industrial Wi-Fi and mobile communication components such as the CU8210-D00x USB 2.0 sticks. With the cabinet dome, which complies with the IP66 standard, a USB port for wireless connections can be fed out of the control cabinet while still being securely protected.
“We always want to be able to maintain our systems remotely. Normally, we do this over the customer’s intranet, but this means that we must depend on their network administration,” Hillenbrand explained. “When time is of the essence — for example, when a machine has shut down — access might not be possible if the network configuration has changed. With the new cabinet dome and a machine USB stick, on the other hand, we can always access the system without having to go through the customer’s intranet.”
Texpa will also use the new CU81xx series of uninterruptible power supplies (UPS) in the future, according to Hillenbrand: “We prefer the capacitive CU8110 UPS because it does not require maintenance. What’s especially interesting in this context is the UPS-OCT one-cable solution, which employs a 24V DC cable for both the power supply and the communication, which makes the wiring much easier.”
Editor’s Note: Stefan Ziegler is in marketing communications with Germany-based Beckhoff Automation
With iPQ-Check, the module of the iPQ Center for 100 percent inspection, increasing quality assurance requirements, for example for materials produced from recyclates, can be covered.
By Dr. Michael Dattner
Germany-based BST eltromat’s quality assurance systems support the efforts of web-processing industries to promote sustainability in a number of ways. In the film and packaging sector in particular, the circular economy has been an increasingly important topic for several years now. This sector is experiencing a radical change that presents new challenges, also for quality assurance systems. As a globally leading manufacturer of these systems, BST eltromat is also at the forefront of helping to shape the transformation process toward a circular economy.
Web guiding, register control, web monitoring, 100-percent inspection and color measurement — quality assurance systems are minimizing material and energy consumption as well as waste, particularly in the manufacture of flexible packaging. The systems are simple and safe to operate and they shorten the setup processes and guarantee a constant level of production quality. And, for the purposes of Industry 4.0, they allow for cross-process integration with upstream and downstream production steps. Manufacturers thus enable different areas to share process data between their machines and solutions. This integration opens up additional, previously unknown options for increasing efficiency in web-processing industries — and thus increasing sustainability.
With all of this, quality assurance in the film and packaging industry leads to improved environmental footprints in production processes and products along the entire value chain. But other web-processing industries are also benefiting from the improved sustainability made possible by BST eltromat’s quality assurance systems. Examples include the nonwoven, battery and tire industries.
Legislative Decisions Are Propelling Change
In recent history, the improved sustainability of industrial production processes has been one of the main topics at nearly all of these industries’ exhibitions and conventions. Manufacturers of film and flexible packaging in particular have been under enormous pressure to substantially increase the environmental sustainability of their products. Across Europe, the EU Commission’s “A European Strategy for Plastics in a Circular Economy” from early 2018 and the “Directive (EU) 2018/852 Amending Directive 94/62/EC on Packaging and Packaging Waste” have been setting the agenda: packaging should be 100-percent recyclable, reusable or biodegradable. In Germany, this has resulted in the German Packaging Act (VerpackG) that came into force at the beginning of 2019.
There is also pressure coming from the branded goods industry. It is giving manufacturers of flexible packaging until 2025 to deliver novel packaging solutions that are 100-percent recyclable, reusable or biodegradable. At the plastics exhibition K 2019 in Düsseldorf, functional monopolymer materials were first presented as a replacement for multipolymer composite materials that generally have been used for flexible packaging up to now. In addition, major efforts are underway to manufacture packaging from recycled plastics. The special challenge in the development and manufacture of new packaging materials is that not only do they have to hold up to the performance and visual quality of the previous materials, but they must allow for the same level of efficiency in their production.
New Requirements For Quality Assurance
The new materials, including recyclates, have special characteristics that impose new quality assurance requirements — for example, on web guiding or on surface and print inspection. BST eltromat meets these requirements in part with adjusted web guiding systems, sensors and inspection systems. For example, when manufacturing new kinds of packaging materials, it may be necessary to collect experiences and process expertise in order to adjust the coatings on the web guiding rollers.
Another example are the Digimarc barcodes that are being used increasingly in the field of manufacturing packaging. In contrast to the previous one- and two-dimensional barcodes, the Digimarcs are components of the packaging design and thus are not immediately discernable to the human eye. They are usually integrated into the artwork on the packaging in several places. Digimarcs can be read from practically any angle and at the highest machine speeds. They also make it possible to automatically sort plastic packaging from recycling companies’ sorting units and send it directly to the recycling stage.
Digimarcs also create new challenges for quality assurance. BST eltromat is tackling these challenges with its iPQ-View for digital web monitoring and iPQ-Check for 100% inspection. Both solutions are modules of BST eltromat’s iPQ-Center, which includes four seamlessly integrated high-end modules for quality control and management in web printing, and whose functionality covers virtually all of the market’s current requirements.
Additionally, innovative sensor technology can contribute to minimizing material consumption in the manufacture of flexible packaging. BST eltromat will soon be presenting possibilities for how web guiding can save even more material than before, even at high machine speeds. BST eltromat is known on the global market for facing new challenges and working together with its customers to develop new solutions for individual requirements. Regardless of the direction in which new packaging materials develop, the company will continue providing flexible support to the market with its solutions.
A concrete example of how integrated processes support more sustainability in packaging production is shown by the interaction of the CLS PRO 600 digital line and contrast sensor from BST eltromat with a ConSlitter-Typ slitting machine and the integrated platform the@vanced from Kampf Schneid- und Wickeltechnik. This integration eliminates sources of error and thus avoids waste.
Industry 4.0: The Key To Increased Sustainability Across Processes
The integration of the different process steps in the manufacture and further processing of flexible materials — from film extrusion to printing and packaging — presents various options for increasing sustainability. BST eltromat aspires to provide its customers with every possible option when networking its quality assurance systems. To this end, the company collaborates in working groups including the VDMA’s OPC UA (Open Platform Communications Unified Architecture). This interface aims to standardize the networking of the different production systems.
At exhibitions and other events during 2019, Industry 4.0 was an important topic for BST eltromat. For example, at the VDMA’s Circular Economy Forum at the K 2019, in its presentation “Quality Assurance Customized for Products Made of Recyclates” during the session on “Recyclates in Products,” the company showed how integrated processes support the manufacture of innovative plastic materials.
In 2017, BST eltromat helped to found the Converting 4.0 network, initiated by the company KAMPF Schneid- und Wickeltechnik. At the K 2019, the two companies used a simulation to show the interaction of a CLS PRO 600 digital line and contrast sensor from BST eltromat with a ConSlitter-type slitting machine and Kampf Schneid- und Wickeltechnik’s the@vanced integrated platform. The integration allows the sensor technology and the motor-driven knife axle of the slitter to be set up automatically, which simplifies the cutting process and significantly shortens the setup times. Furthermore, it eliminates sources of error, thus preventing waste, which clearly shows how integrated processes support more sustainability in packaging production.
Artificial Intelligence In Error Classification
In mid-November 2019, BST eltromat took part in the fourth gathering of the Converting 4.0 network at Windmöller & Hölscher (W&H) in Lengerich. The event dealt with data communication across process boundaries. BST eltromat highlighted how bringing together quality data leads to greater efficiency and security as well as more convenience and sustainability, provided the information is available in synchronized form. For example, artificial intelligence can significantly benefit process analyses in terms of error classification. Currently, members of the Converting 4.0 network are developing scenarios that describe how more added value can be generated by taking additional process and material data into account. Here, too, the future promises to be exciting.
Industry 4.0 can contribute to increased sustainability in the manufacture of flexible packaging in many other ways. For example, in the framework of its cooperation with SeeOne Vision Technology, a manufacturer of surface inspection systems based in Florence, Italy, BST eltromat is linking information from film extrusion with quality data from the printing process. SeeOne’s systems detect surface defects in different materials such as films, metallized films, paper or cardboard, and use artificial intelligence to classify them as holes or inclusions, or as foreign matter such as insects or dirt. The findings gained from surface inspection can be used in various ways to optimize production processes.
If the quality protocoll feed into BST eltromat’s iPQ-Workflow, for instance, it becomes possible to interpret defects across process boundaries. One example of this: In film extrusion, if quality assurance detects anomalies in a specific linear meter of the film, this is recorded in the quality log. If undesired results appear in the same section of film later during the printing process, the cause can be identified as relating to the film extrusion process.
Additionally, BST eltromat is working with partners from the industry on possibilities for further minimizing waste in web printing.
Editors’ Note: Dr. Michael Dattner is an innovation manager at BST eltromat International, Germany.
Activewear and performance fabrics offer a myriad of challenges that make it difficult to effectively measure, formulate and replicate color from design through production. From sheerness and open fabric structures that make measurement challenging, to color formulation considerations related to product performance and metamerism/flare, there are a lot of nuances that need to be considered.
When tackling any of these color concerns for activewear or performance fabrics, be sure to consider the following essential items.
Measurement Technique
Traditional solid-colored fabrics are measured using a spectrophotometer as part of well-established color management processes. However, some activewear and performance fabrics present unique challenges that prevent using traditional tools or workflow. Take, for example, performance fabrics with open structures, like mesh, or complex compositions like heather. Or consider the various components that go into a complete garment, such as a jacket with buttons, zipper and cords.
Not that long ago, there was no technology capable of measuring either of these textile scenarios or the additional non-textile components that go into a complete garment. Thankfully, hyperspectral imaging has been introduced to the textile industry and new hyperspectral spectrophotometers can measure essentially any material a company is producing — effectively eliminating what was once known as “the unmeasurables” within the industry.
The ability to objectively measure every material as part of the color management process is particularly important, but those measurements must be compatible whether using traditional color measurement or hyper-spectral imaging. When one can measure something, not only is the color development timeline decreased significantly, but costs also are reduced. This a very exciting development for performance fabrics and the textile industry at large.
Color Formulation
When it comes to color matching, feasibility considerations are often top of mind. Color formulation software helps facilitate the shade matching process by using a sample’s reflectance curve to produce a dye formula that meets the desired color expectations. This process is used throughout the textile industry as it reduces the need for back and forth visual color evaluation and helps avoid scenarios where color development is worked on for several weeks only to learn the process needs to be started over again.
Colorant Limitations
Part of the color formulation process involves taking colorant limitations into consideration. Consider once again the athletic jacket with zippers, buttons and cords. When thinking holistically about that complete garment, colorant limitations come into play.
This is because the colorants available for the plastic zipper are quite different from those available for textiles. With textiles, on has a number of dye options available that increase the likelihood of achieving the exact shade you want. Not so much on the plastics side of things, where the colorant options are more limited. The challenge here is to match both materials so they look good without limiting the designer too severely.
Even when considering just the textiles, there are still colorant limitations. For example, a bright fluorescent shade may be available for cotton, but you can’t match it on polyester. Or perhaps it can be achieved, but it doesn’t have the wash fastness or another necessary performance characteristics.
The key here is to understand these characteristics, so one can determine what can be best achieved across these needs and still have a marketable product. It’s not just measuring the color, but understanding the ability of colors to work on these specialty fabrics in terms of color feasibility.
Fastness
Colorants also have specific performance capabilities that need to be considered as part of the color formulation process. For example, performance fabrics and athleticwear often have an elevated need for wash and light fastness. Since these textiles are exposed to sweat as well as significant amounts of natural daylight, they need high fastness properties, so the garment won’t fade over the seasons or bleed with sweating.
Colorant selection is essential to ensuring the end product performs to the expected degree. For both wash and light fastness, specific grayscale tests can be performed instrumentally to evaluate fading from light exposure or from bleeding that transfers dye to another material as a result of washing or sweating. Measuring fastness results with a spectrophotometer greatly improves accuracy and data collection compared to the subjective visual process of fastness evaluation.
Metamerism And Flare
Another performance consideration tied to colorant selection has to do with sample color change in various lighting conditions. Athleticwear purchased in store — often under LED lighting — also needs to look equally good, with similar shade properties, in natural outdoor lighting. This isn’t a given, as metamerism — when colors match under one lighting condition but not under another — and flare — when the color of a material changes when it is viewed under different light sources — can greatly impact consumer perception of an end product across different lighting scenarios.
If the end product was intended to be part of a coordinating or matching set of goods, these color discrepancies could be disastrous. With multi-sourced programs or multi-component products, issues with metamerism and flare must be identified early in the color development process to prevent these problems from showing up in the final product.
It’s important to understand how some combinations of colorants may flare less — or flare in different directions — under changing light sources. Metamerism and flare can be detrimental to your product quality and consumer perception, but can be predicted and accounted for with instrumental color measurement and computer color formulation. Customers expect consistency and associate this with the quality of goods. Variations in color are one of the first quality characteristics consumers pick up on.
When it comes to color management for activewear and performance fabrics, there are additional nuances and considerations that should be kept top of mind. With the right tools in hand and the appropriate processes implemented, it’s possible to effectively and efficiently manage color for any textile category, including activewear and performance fabrics.
Editor’s Note: Ken Butts By Ken Butts is a global key account team manager at Datacolor, Lawrenceville, N.J. Butts has more than 25 years of experience as a solutions consultant in the textile and apparel industry. While with Datacolor, he has analyzed existing product development processes and implemented effective color management solutions for more than 40 of the world’s most well-known retail/brand apparel companies and their global supply chains.
While 2020 is turning out to be a rather interesting year from any number of different perspectives, one perspective I’m actually glad to see is the large number of people who are beginning to understand that the textile industry truly is an “essential” business to the United States and the world. The advent of the global coronavirus pandemic has reiterated just how important textiles are to sustaining and protecting our everyday lives in a number of ways. Yet, the textile industry continues to instill a perception that often includes images of sweat shops, rusted out mills and dye houses, decrepit run down mill towns and low wages. Well, ok, the low wages one may still be a bit true, but regardless, the reality is that most in the general public still thinks of the U.S. textile industry as being dead, if not remnants from a by-gone era.
Now, given the realities of living through a global pandemic, imagine the look on the faces of people who thought textiles were irrelevant as they eventually realized that personal protective equipment (PPE), the variety of protective masks that many — including my niece — have started home sewing businesses to produce, as well as linens, bedding, and unfortunately even the body bags seen on the evening news, are all products of the textile industry. Lest we forget about the filter media in respirators, ventilators and clean air systems, the swabs for testing, the curtains and room dividers being used to separate patients, the list goes on and on. And it doesn’t take long to realize that the textile industry is far from dead; it is in fact a very integral part of our everyday lives. But the majority of those reading Textile World, already know that, at least I hope we do?
One of the most relevant lessons learned over the past several months is that while we really do live in a global economy, having a strong, efficient and competent localized supply chain is paramount to surviving any number of global challenges. The real question, and the purpose for the above commentary, is that many facets of the textile industry are certainly not dead, and in fact appear to be reinvigorated as many companies focused on essential product categories look to improve their local supply chains. So how do we in the industry keep this new found momentum moving forward?
And given this new attitude and a re-emphasis on a strong textiles supply chain, I think most would agree that this industry could definitely use an infusion of new faces, new business perspectives and new employees. Maybe even a new localized and even global marketing campaign to convince prospective workers and the public in general that the textile industry has in fact changed, or maybe evolved into an industry full of advanced technologies, incredibly diverse products, applications and much, much more than those old images, opinions and perceptions continue to portray.
Prior to this new era in which we currently reside, virtually anyone I spoke with throughout the textile industry supply chain expressed a need for “new blood” at pretty much every level from operators, technicians, engineers, chemists to industry and product savvy sales folks, managers and everything in between. But almost universally, the biggest need is for machine mechanics, fixers and technical types who actually understand textile machinery and have the experience and wherewithal to make the products run and machines hum. Yep, the machine whisperers! The folks who can identify a problem just by listening to the machine run, then massage and coax it back to life with a subtle turn of a wrench or tap of a hammer or even simply a few choice words offered in a way that only the machine can understand. Unfortunately, the really good ones still working, if you can actually find them, are getting older and older. Of great concern is the fact that there are fewer and fewer young ’uns or apprentices coming in to fill the growing void.
Part of this ongoing challenge is that in addition to the negative perception of the textile industry, there continues to be the largely incorrect notion that you need to have a college degree to get a good job, and a stigma may be attached to someone choosing not to go to college. The perception and emphasis on the need of a college degree for recent generations has resulted in a reduction of people looking to the trades as a career option and with that it feels like something we used to refer to as “good common sense” has regrettably gone away … but that’s a subject for another article. We’ve all seen it demonstrated time and again that intelligence is not only the result of having a Bachelor’s, Masters or Ph.D.-level education and I will offer that many of the most intelligent down to earth people I’ve ever met are machine operators, mechanics and technicians who never went to college. They may not be able to recite a Shakespeare sonnet or spell Pythagorean theorem, but they typically have a common sense view of the world and understand how to get the most from their position in life.
Another item I was reminded of not too long ago is that a fairly high percentage of people currently working in textiles most likely have a parent or relative — in my case it was my father — who was working in the textile industry and got them interested. I really haven’t come across too many folks in textiles who found the industry intriguing enough to make textiles a career without having that personal connection. This also has to change. The question really becomes how do we reverse these trends and entice new folks, young and old alike, to give the textile industry a look as a potential career and maybe help to change that negative view that the industry carries?
Austin Conner, a project engineer at SAERTEX-USA in Huntersville, N.C., and recent graduate of the Wilson School of Textiles at North Carolina State University, said: “I think when a lot of young people hear the word ‘textiles’ or ‘textile manufacturing’ they think of old stuffy mills that people their grandparents age used to work in and a lot of people who were alive to see the textile industry get largely outsourced in the 80’s and 90’s still feel that there isn’t any job security. In order to lose this stigma, I think textile companies need to do a better job promoting the cool technologies and exciting textile applications they are a part of. Maybe use modern marketing strategies such as social media more effectively to promote their businesses. Although some of the industry’s technology is rooted in the old, there is plenty of new. And new is exciting to young people!”
“The textile industry is really about more than clothing, as evidenced by its ability to rapidly transition to the production of PPE in a time of crisis,” stated Dr. Chris Pastore, professor of Transdisciplinary Studies and Engineering at Jefferson University. “It is an industry that actually remains vibrant, is constantly pushing the bounds of technology and is people oriented, all the things that I’d be looking for in a new career path.”
“Another thought is to possibly incorporate basic fiber science and textile knowledge into entry level science courses,” Conner added. “Educate youngsters in high school and college about the fundamentals of textiles and their many uses. The fact that everyone wears clothes but many people don’t know anything about how they are made is crazy!”
Fortunately, there are a few organizations and individuals who have been listening and are taken up this effort to change perceptions of the textile industry and get more people interested in the opportunities it presents. Cotton Incorporated, the not for profit U.S. cotton research and promotions company, in partnership with Young Minds Inspired, recently created a series of Science, Technology, Engineering and Mathematics (STEM) Program-focused teaching kits intended to engage 4th to 8th grade students and introduce them to cotton science and sustainability. Dan St. Louis, director of the Manufacturing Solutions Center (MSC) in Conover, N.C., and a long time champion of the textile industry, has been working with STEM Education departments at high schools for years to promote STEM tours of MSC and introduce students to various textile programs MSC supports. The Textile Technology Center at Gaston College has been offering and providing textile-based education programs and consulting to the industry for more than 75 years and continues to do so. As do higher education centers like North Carolina State University’s Wilson School of Textiles and Jefferson University, formerly the Philadelphia College of Textiles and Sciences, both of which offer a variety of textiles focused programs with an eye towards the future. But as mentioned earlier, colleges and universities are not always for everyone, so we should also promote trade schools and apprentice programs as viable options throughout the textiles supply chain with as much passion as parents have been promoting the need for degrees.
We all know that the textile industry has and continues to remain a significant component of the global economy, but as the past several months have shown us, it is an essential business and worthy of that recognition. Here’s to hoping that the textiles supply chain uses this time in the spotlight to effectively foster an image change and get more young and old people alike interested in the variety of career options that the industry offers. We need that new blood and energy to help keep that spotlight shining bright or once again, we may find our industry and ourselves looking back and wondering what the heck happened?
BURLINGTON, N.C. — June 24, 2020 — Sunbrella unveils its latest innovation — Sunbrella Assure, a fluorine-free textile that delivers water repellency, stain resistance and enhanced durability. These fabrics bring new opportunities to create healthy and sustainable indoor and outdoor spaces that are still hardworking, according to the company.
Sunbrella Assure offers stain resistance through a proprietary bio-based formula that combats the absorption of water-based spills and messes without the use of fluorochemicals. Oil-based stains can be removed easily by following the cleaning and care guide. Sunbrella Assure is also highly durable, with abrasion resistance up to 100,000 double rubs. The new fabric delivers on these high-performance standards while fulfilling the Sunbrella brand promise of design and function, as well as staying soft to the touch.
“Sunbrella Assure is yet another example of how we continue to build on our legacy of smart design and environmentally conscious actions,” said Steve Pawl, chief marketing officer at Sunbrella. “Sunbrella Assure brings together the benefits of fluorine-free technology with the leading design, performance and warranty that we’re known for and has been counted on for 60 years.”
Other properties of Sunbrella Assure include:
Fade-resistant;
Bleach-cleanable and able to be sanitized;
PFC-Free;
GREENGUARD Gold certified;
Achieves OEKO-TEX® Standard 100 and Facts Silver Certifications; and
Compliant with the Healthier Hospitals Initiative (HHI) and Prop 65.
The first collection, Balance featuring Sunbrella Assure, includes six different patterns in 43 colors and is available now from CF Stinson in partnership with Sunbrella Contract.
Behind every Sunbrella upholstery fabric is a five-year warranty, the most comprehensive guarantee in the industry.
MINNEAPOLIS — June 24, 2020 — Cargill is pleased to announce that Hank Gray has joined the team as the U.S. Origination Manager for cotton within Cargill’s Agricultural Supply Chain business, effective June 22. In this new role, Gray will focus on setting and executing on Cargill’s farmer-facing strategy in the cotton space.
Gray brings extensive experience from across the cotton industry as he has worked as a trader, broker and manager for over the last two decades. Additionally, Gray has participated on the Board of Directors for American Cotton Shippers Association (ACSA), Texas Cotton Association (TCA), Western Cotton Shippers Association (WCSA) and the Memphis Cotton Exchange.
Gray will report to Robin Pigot, global head of merchandising for Cargill’s global cotton business.
“We are delighted to welcome Hank to the team and look forward to having his outside perspective drive more value to our customers,” Pigot said.