NEW DELHI — September 23, 2021 — Cosmo Speciality Chemicals, a 100-percent subsidiary of Cosmo Films Ltd., has launched Superwash POL — a dye transfer inhibitor to prevent bleeding and staining. The special formulated agent provides an amphiphilic character with polar groups and hydrophilic properties with un-polar groups preventing the dye bleeding and redeposition on white or differently colored textiles.
Compatible with anionic surfactants, Superwash POL improves wet fastness properties like wash and rubbing of dyed/printed goods. Effective in hard water and suitable for a wide range of pH, the innovative washing off agent also helps with avoiding tinted of ground printed goods.
Talking about the new product, Anil Gaikwad, business head, Cosmo Specialty Chemicals said: “With an aim to continue bringing innovative products for the textile industry to deliver new solutions, we are launching Superwash POL. Because of its amphiphilic character it helps avoid tinting of the ground of printed goods while offering an excellent cost/benefit ratio. It is indeed the most effective dye transfer inhibitors for liquid laundry.”
“Cosmo believes in being specialized and niche in its offerings. Therefore innovation is promoted as one of the most important values, driven by the consumer needs and backed by strong tech infrastructure” added Pankaj Poddar, chairman and CEO of Cosmo Speciality Chemicals.
Effective in different shades of dye, Superwash POL works for cotton polyester blends and requires a very less amount to perform in comparison to the competition. A 0.5 to 1.0 percent dose for exhaust application and 1 to 4 grams per liter for continuous application are the recommended dosages of this DTI agent from Cosmo Speciality Chemicals.
MÖNCHENGLADBACH, Germany — September 23, 2021 — Global energy consumption reached a record high in 2019, following a 40-year trend for rapidly increasing energy demand that was only halted by the Coronavirus pandemic.1 It’s estimated that more than 80 percent of this energy is still generated from fossil fuels that produce carbon dioxide emissions and contribute to climate change.2 Renewable energy offers a solution to this problem, but saving energy whenever possible is an even more effective approach. That’s why Trützschler has developed the intelligent card TC 19i, which sets a new benchmark for energy-efficient carding.
Only the intelligent Trützschler card TC 19i features the unique T-GO gap optimizer, which continuously and automatically monitors and adjusts the carding gap to an ideal position during production. By now, more than 2000 intelligent cards sold worldwide prove quality and production leaps in the double-digit percentage range daily, thereby reducing energy demand per kilogram produced.3 Innovative drive- and air technology further reduce energy consumption of the TC 19i. In this way, the TC 19i saves energy to help protect the planet — and also boosts profitability for yarn production.
The most energy-intensive elements in a carding machine are the drive, the dust suction process and the compressed air system. Permanent suction is needed to remove dust and cotton waste in key places. In contrast to Trützschler cards, many cards on the market also use compressed air for suction hoods in the pre-carding and post-carding areas, for example. Smart optimization of these areas has made the intelligent card TC 19i a benchmark for energy efficiency in carding because it uses less electricity, lower suction pressure and less compressed air than other machines, while providing the highest production rates currently available on the market.
In a head-to-head comparison between the TC 19i and a high-performance card from a competitor, the TC 19i consumed at least 10-percent less energy per kilogram of material produced when manufacturing rotor yarn from a cotton and cotton waste mix. The compared energy values included electric power consumption and energy required for suction and compressed air and were measured in both cards at the same production of 180 kilograms per hour (kg/h). A 10-percent reduction in energy per kilogram of sliver produced, as proven here by TC 19i, can have a significant impact on a spinning mill’s profitability; annual savings worth a five-digit sum are frequently possible, depending on factors such as the output of the mill. The customer trial also showed TC 19i’s excellent reliability at the customer’s usual production rate of 180 kg/h, and even demonstrated stable performance at 300 kg/h in the same application. Because the TC 19i with T-GO gap optimizer realizes maximum production rates at no compromise in quality, manufacturers can reduce their energy demand and investment costs drastically: Less machines are needed to achieve the desired output, and energy consumption per production is reduced.
Energy-efficient air technology
Next to increased productivity, air technology plays a pivotal role in the energy balance of the TC 19i. Christian Freitag, head of Air Technology at Trützschler, explained how he optimized the TC 19i in this area. “First, we reduced the need for compressed air wherever possible,” he said. “And second, we reduced suction pressure and air requirements for suction. All of our air collectors, for example, are carefully developed to eliminate potential resistance and facilitate an ideal flow.”
This improvement was made possible by a long and sometimes challenging innovation process involving mathematical models of air flows, as well as flow simulations and prototypes. By combining the final flow- optimized parts in the TC 19i, Trützschler’s experts have developed a card that operates with suction pressure of just -740 Pa and with an air requirement of only 4200 cubic meters per hour. This translates into 40-percent less energy demand for air technology compared to the latest high-performance competitor model.
“These achievements are fantastic — but we didn’t stop there,” said Ralf Helbig, R&D Engineer for Air Technology at Trützschler. “We have also made it possible to further reduce energy demand in polyester applications, which are increasingly important to our customers. In a polyester configuration, the TC 19i can reduce the necessary pressure for waste suction by a further 14 percent because of improvements to elements in the pre-carding and post-carding areas, and the removal of suction hoods. The suction is still just as reliable — but it needs much less energy.”
Good for the environment – and for the balance sheet
With its unique gap optimizer T-GO, its state-of-the-art drives and optimized air technology, the intelligent card TC 19i is leading the market for energy-efficient carding. No other card can match its stable performance at such high levels of productivity, or its consistent quality and energy efficiency. As a result, the TC 19i makes a valuable contribution to global sustainability – and makes mills even more profitable too.
3 Increased production leads to higher power consumption per hour. The increase in output outweighs this factor so that power consumption per kilogram of card sliver produced is lower.
As of late September, spinners reported strong demand across the board. Many plants were operating at or near capacity, limited only by availability of labor.
“We have a nice backlog — orders we would like to be a to quickly fulfill,” said one executive. “We have the mechanical capacity, the materials and the desire. What we don’t have is enough people to get these orders processed as quickly as we would like.”
Said another source: “We’ve been told there are thousands and thousands of people still out of work and thousands of unfilled job openings. It would seem like there are plenty of jobs to go around for those who want to work. But people got used to unemployment subsidies, and now it seems they don’t want to go back to work for what they were making before the outbreak.”
“There are different views on the subject,” said one industry analyst. “Some people say raising wages will get people back into the workforce. But I am sure some companies could not survive if they have to incorporate a massive wage increase into their operations. Margins throughout the textile industry have always been somewhat thin compared to some other industries. There has to be a happy medium out there somewhere. It is easy to sit behind a desk and make a decision. Put that same person on the shop floor and the decision might be different.”
Other executives are not as quick to blame COVID and temporarily enhanced unemployment benefits for labor shortages. “The truth is, we were losing people to other jobs and other industries long before COVID became an issue,” said one manager. “Replacing employees became difficult several years ago. Those we replace them with — when we can actually find replacements — have to be trained and then given enough time to get up to speed. What suffers is productivity.”
Unifi Continues Sustainability Initiatives
Greensboro, N.C.-based Unifi Inc. is continuing its commitment to sustainability by visiting college campuses. The company recently brought its REPREVE® mobile tour to The University of Notre Dame during the school’s home opener football game against Purdue University on September 18.
“Unifi is committed to working today for the good of tomorrow, and that includes educating younger generations about the importance of recycling,” said Jay Hertwig, senior vice president of Commercialization at Unifi. “Our partnership with Notre Dame demonstrates the importance and impact of recycling and how the transformation of recycled bottles into new products results in greener, more sustainable college campuses and helps to protect our natural resources.”
Inside the REPREVE mobile tour, L2 Brands also gave product demonstrations to college students, alumni and friends of Notre Dame, who were able to see firsthand how the bottles they recycle are given a second life and transformed into their favorite Fighting Irish hats, shirts and jerseys.
Earlier in September, Unifi published its latest sustainability report.
Key accomplishments and highlights for the 2021 sustainability report include:
Investing in Sustainability — Unifi is prioritizing new, innovative products and processes to reduce total energy and water impacts throughout the life cycles of both Unifi’s products and those of its customers.
Achieving Further Sustainability Scoring — Unifi’s pledge to continue using Life Cycle Assessment (LCA) on its products provides the company a pathway to further reduce the environmental impact for customers, brands, and end-consumers.
Building the REPREVE Portfolio — Sales of Unifi’s flagship recycled brand continue to grow quarter over quarter, emphasizing the promise to lower-impact materials.
2021 Diversity Champions — Unifi was honored as the 2021 Diversity Champion by the University of North Carolina School of Law’s Director Diversity Initiative, highlighting Unifi’s commitment to diversity and inclusion.
Pursuit of Zero Waste to Landfill Manufacturing — Six of Unifi’s seven owned and operated facilities achieved zero waste to landfill.
A Culture of Safety — Unifi’s Total Recordable Incident Rate continues to stay below 1.0, a testament to its people promoting and embracing a safe work culture.
Alignment with Global Standards — Unifi provides in-progress Global Reporting Initiative and Sustainability Accounting Standards Board disclosure grids in the appendix of the sustainability report.
In Brief
In late August, the Department of Defense (DOD), on behalf of and in coordination with the Department of Health and Human Services, awarded $6.5 million to U.S. Cotton LLC, a subsidiary of Gastonia, N.C.-based Parkdale Inc., to increase domestic production capacity of the polyester-tipped swabs used in COVID-19 home test kits and mass testing settings.
In other medical textiles news, a new market study published by Global Industry Analysts Inc., predicts the global biomedical textiles market to reach $15.4 billion by 2026, growing at a CAGR of 4.2 percent. Biodegradable, one of the segments analyzed in the report, is projected to record a 3.6 percent CAGR and reach $5.5 billion in the next five years. After a thorough analysis of the business implications of the global COVID-19 pandemic and its induced economic crisis, growth in the non-biodegradable segment has been readjusted to a revised 4.6 percent CAGR for the next seven-year period. The U.S. market is estimated to be $3.7 billion during the current year.
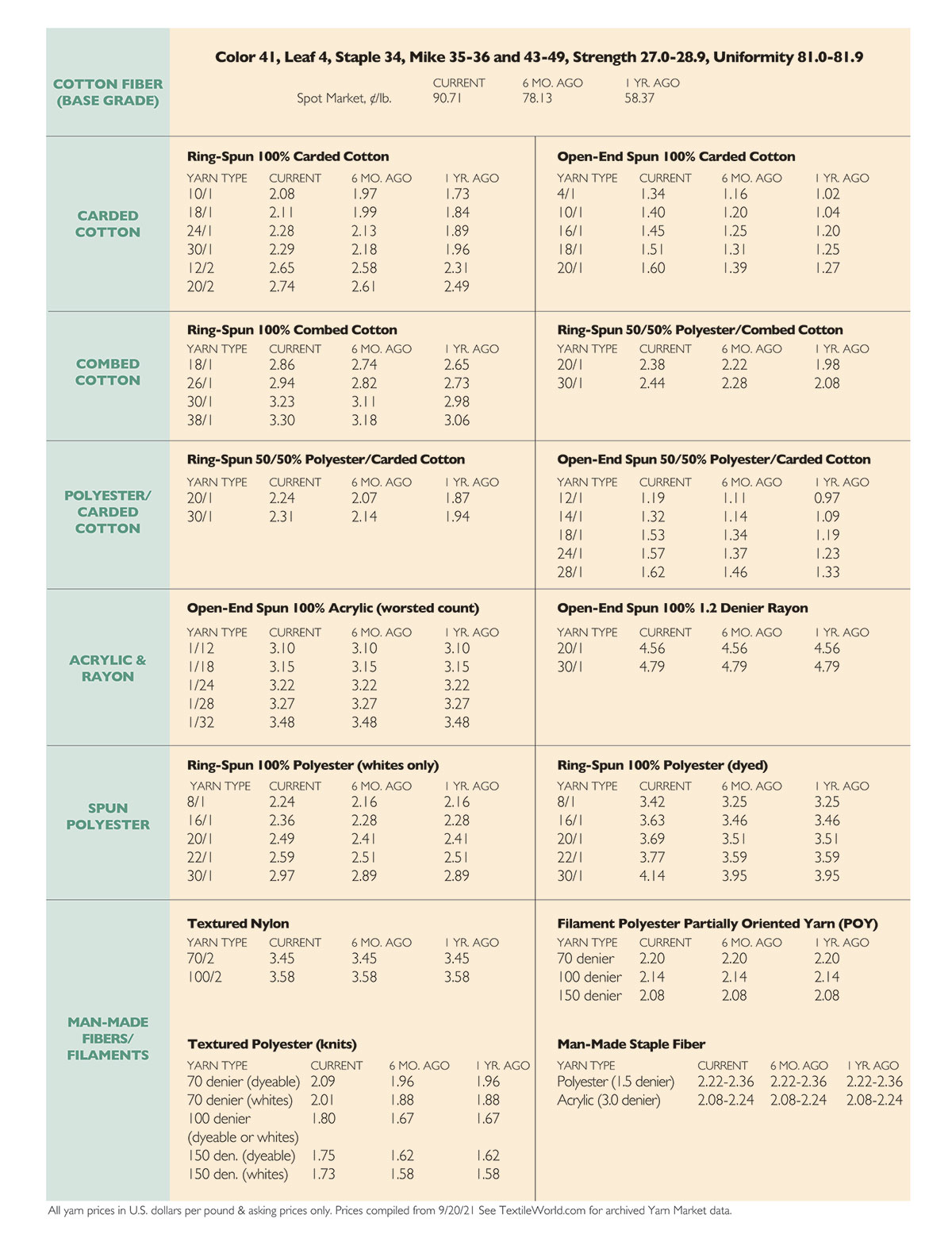
Outside of the medical arena, the global cotton yarn market is expected to reach $95.5 billion by 2026, according to a recent research report. That is up from $77.3 billion in 2020.
And, finally, the price of U.S. cotton remains above $0.90 per pound in late September, continuing a surge that began late last year.
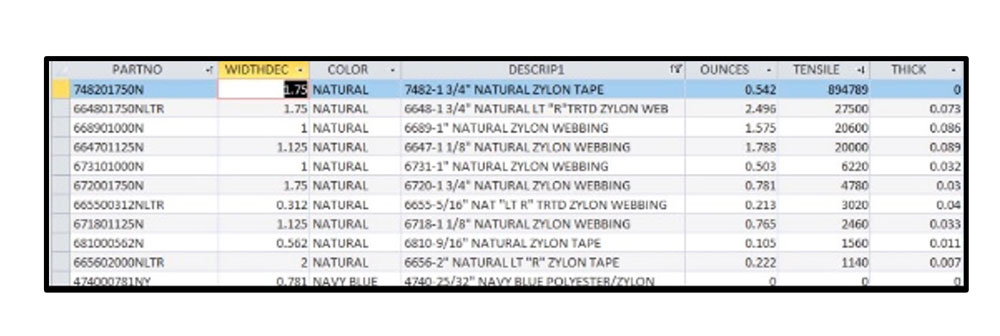
An example of test data linked to various manufacturing processes.
The art and science of developing end materials for challenging new applications
By Ted Fetterman
In the fashion world, textile development is both an art and a feel. Industrial fabric applications do not follow quite the same pattern — they focus more on performance than style. However, there is still an interaction between the customer and the fabric, and most product developers want to touch the fabrics and work with them before using them in an industrial application. To ensure that a woven webbing fabric meets the performance requirements of an application in particular environmental conditions, it is critical that all are prototyped and tested.
What is driving the need for prototype development?
Two very different types of product development drive the need for a custom prototype.
One primary driver is product developers’ need for woven materials that meet the performance requirements of a particular new application. Developers trying to match up all the application performance requirements to an available solution often begin by conducting a simple Internet search on textiles based on published fiber performance and chemistry criteria. Textiles that meet established published specifications offer material performance predictability, but because applications are so unique, testing of prototypes is always required.
The other frequent impetus stems from a chemical company’s development of a novel polymer combination that lends itself to a fiber application. The chemical company then looks for applications for that chemistry and may approach original equipment manufacturers (OEMs) with the new fiber. The OEM in turn may have an application in mind – if they could get the material woven into a narrow fabric. At that point, chemical companies often contact woven webbing manufacturers like BRM to create a textile architecture in which the end material highlights the inherent chemical properties of the fiber. To ensure the fabric is fit for the desired end use and can be guaranteed to perform for a particular purpose and in specific environmental conditions, the customer must perform engineering and testing on a prototype.
Examples of various off-the-shelf narrow fabrics customers can incorporate into their development process.
All applications are unique
All applications feature unique characteristics — they rarely fit into a neat box. This is because, while woven fabrics themselves can be guaranteed to meet material design specifications, it is not possible to predict the performance of any particular woven material for all applications. For example, all materials to be used on the lunar surface must be designed to function within extreme temperatures: daytime on the moon’s equator can be as high as 90°C and nighttime temperatures can be as low as -200°C. Materials must also meet ultraviolet (UV) degradation requirements; prototypes are used to test for exposure time, amount of radiation, and type of radiation.
At BRM, every inquiry goes through a process that includes a regimented data creation method. Extensive sampling is performed on everything woven, dyed, and finished. All information is entered into a vast database of test data linked to all manufacturing processes. Application experts draw from this information during the product development stage to pair products with customer needs.
As one of the few textile companies with such an extensive database, BRM has become a go-to supplier to NASA. The company plays a prominent role in development of material for the US Department of Defense through many of its R&D offices and labs. BRM is also working with the Parachute Industry Association (PIA), US Army Research Laboratory (DEVCOM) and US Defense Logistics Agency to update, modify, and validate modifications to US Mil-specs and PIA specs to regulate quality.
Digging deeper into the prototyping process
When discussing prototyping in woven fabrics, it is important to note that all projects are prototyped and tested for the application — whether BRM has off the shelf fabrics or develops a new fabric.
The process begins with communication between the customer and BRM to understand the application, either using face to face communication or virtual platforms. The customer may show drawings and BRM shares relevant test report information. Then it is time for the prototype stage.
To save time and money, most customers start off wanting to incorporate an existing, off the shelf fabric into their development process. The majority can be handled by an in-stock fabric. Putting samples in fabricators’ hands is critical; samples may be sent for an initial evaluation, based on the project scope. BRM might send several materials that are close to one another but different in some way, along with data sheets or test reports. These prototypes will be tested by the customer for actual application performance with regard to thickness, tensile strength, and the effects of UV or saltwater.
When the project cannot use an off the shelf item, BRM must come up with a new solution to meet the requirements. BRM uses a rigorous regulated project planning control process for custom prototyping — an extensive step by step review of the application to determine what would be necessary to satisfy the customer and mitigate any business risk.
Weaving experts review all the specifications to gain a deep understanding of the environment the fabric will be used in, and what type of chemistry is required. They then enter into a product development agreement for a particular application, which includes producing prototypes for detailed customer testing. For example, BRM tensile strength tests are conducted using an approved ASTM method and known information on the mechanics of the material. However, while speed can be controlled in the lab, customer testing is required to model all dynamic forces under high speed conditions.
In most cases, customers want prototypes to blow apart and model through observation rather than benchtop studies. For example, space programs use prototypes to test the interaction of propellants with all structural materials in the vehicle, including webbing.
The U.S. federal government maintains considerable mechanical engineering laboratory resources for this type of testing. It has been increasing its focus on gathering enough data to predict performance of materials in extreme environments to satisfy recent mission requirements pushing these limits.
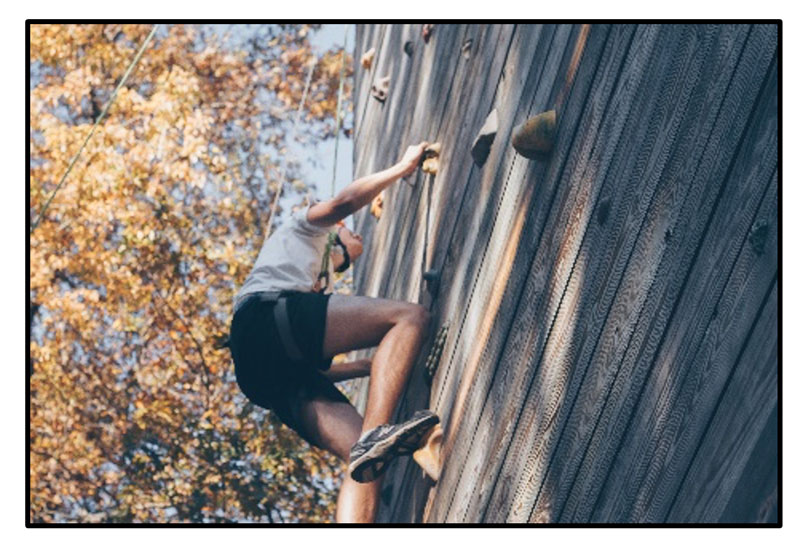
The prototyping process was an integral piece of developing a stronger and lighter material for climbing gear.
Using prototyping process to help come up with a new solution
BRM uses a careful iterative process to come up with new fabric prototypes. When benchtop analysis to eliminate variables has been exhausted, application experts take a snapshot and determine which variables have not been eliminated. Then weaving experts go to the loom and weave a new fabric, using the ideas collected on potential changes in the loom. It is not an exact science — customers know that they will not know how the fabric will actually perform until it has been blown apart. In recent years, BRM has also increased its level of non-destructive testing. Rather than destroying the material at extremes, experts conduct cycle and abrasion testing to measure the effect of some stimulus to the material.
Everything done on the loom is meticulously documented, including any and all changes to the formulation. Internal test results on effects of changes are compiled. Customer testing provides additional feedback, which may lead to another round of changes.
One recent example of the importance of the prototyping process was a project for the recreational climbing market. The customer wanted to develop a stronger yet lighter material for use in sewn slings, structural loops of webbing used to fix gear to a climber or the mountain. This market is driven by weight, and the industry is always looking to get the same or better performance while reducing weight.
The customer wanted higher strength in the base tubular webbing. Established materials for this application must pass a standard — 22 kilonewtons (kN) over a 10 millimeter pin, the diameter of carabiner and connector in the climbing market. A standard sling has a substantial through-thickness and placing the sewn loop over the pin creates internal forces. In substituting material, BRM used a more densely packed yarn to achieve the desired increased strength. Changing just one variable in the weave structure changed the dynamic of the webbing, and the internal pressure forces caused the webbing to melt. This could not have been predicted without testing the solution using a prototype.
After getting the new and unexpected result, the next step was a forensic analysis of the material to understand why it melted. Application experts found that the high tenacity fiber used had a low melt point (lower than nylon) and the pressure caused heat. A visual analysis revealed that the loop had melted into a hard plastic mass, indicating the issue was generated by heat and not mechanical force. After the analysis, the application team investigated ways to modify the design to reduce the density and allow the fibers to be efficiently incorporated into the design without such high pressure. Lowering the fiber content reduced the density of the weave, which allowed all the fibers to load evenly, thereby increasing the woven structure’s tensile yield. BRM regularly applies the concept when trying to increase the performance yield of the fiber inputs.
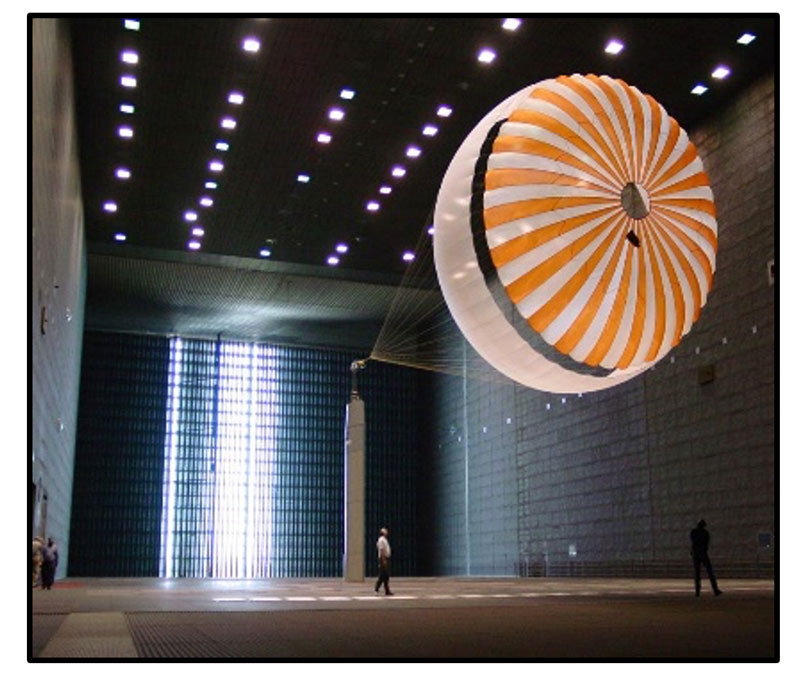
Applications for outer space require very complex and high-performing materials.
Weight reduction is also driving development in the aerospace market. For outer space/NASA applications, it is expensive per pound to transport material from earth to the moon. The same is true in commercial aviation. For example, one current space application project that required higher performance materials for use as a tensile structure and mechanism for actuating a robotic arm on the moon began with standard mechanical engineering specifications but had to be tailored for the extreme environment found on the on surface of the moon. The process included several rounds of discussions and specification requirement changes to the base fiber. BRM and the customer are currently in the process of designing and testing multiple samples, and one will be downselected as the way to go forward.
A third example illustrates the importance of an iterative prototype production and testing process for new applications. It also underscores the challenge of understanding the relationships among the variables, even with a good understanding of the variables present from inputs. The project involves product development on comingled structural fibers with thermoplastic fibers. BRM fabric experts are investigating the properties and values if the material is woven into two-dimensional or three-dimensional woven structures. Three weave design material combinations are being tested to evaluate the performance characteristics of the design combination. While increased interlaminar sheer properties were desired and initially predicted, the increase in strength result was not ideal. However, energy absorption and dissipation properties was discovered to be more valuable as a result of the design.
Finally, prototyping is also valuable for medical applications, though it is less prevalent. The medical arena is a known environment. Performance is well-established and only certain fabrics can be implanted. For example, BRM has long made woven tubular materials used as structural component material for arterial stents and grafts. The woven structures are further processed by medical device manufacturers. In recent years, medical research and development has been focused on smaller and smaller structures, which have been difficult to achieve with existing yarn sizes. BRM is undertaking development with a textile yarn producer, reducing the size of yarn so structures can be smaller and smaller. For this application, prototypes of iterations is the path towards understanding weavability of a new fiber.
Prototyping reaps huge benefits
Prototype development in the webbings market has reaped enormous benefits to customers in a wide range of industries. There are limitations to internal testing – customer prototype testing is essential to ensure performance of the test material relative to the application and environmental conditions in which it will operate.
Editor’s Note: Ted Fetterman is director of sales and marketing, Bally Ribbon Mills, Bally, Pa.
As the textile industry moves toward a post-pandemic future, brands are still recovering from challenges faced over the past year.
The COVID-19-fueled increase in online shopping led to major strategic shifts within the apparel industry. To meet rising consumer demand for quick product turnaround, brands shifted from traditional seasons toward on-demand production of targeted items — meaning today’s textile professionals are under extreme pressure to make on-trend products based on changing consumer needs, while still ensuring top quality.
The pandemic also forced key changes to production management strategies for textile brands and mills. Production problems associated with COVID-19 lockdowns, social distancing and remote work spurred brands to search for digital solutions enabling workers to remain productive away from their desks.
To maintain efficiency in today’s market, textile brands have widely adopted modern color management processes, which provide the tools necessary to remain agile as the pandemic continues to evolve.
The Impact of COVID-19
COVID-19 led to all-encompassing changes for textile brands, expediting industry trends that were beginning to take shape. While digital color management has always been top-of-mind for color professionals, its extensive benefits were magnified with the implementation of worldwide social distancing restrictions.
Pandemic-related lockdowns significantly impacted shopping habits — further increasing consumers’ reliance on e-commerce. Unable to shop in-store, they began browsing even more online and quickly grew accustomed to the convenience provided by next-day delivery options.
To keep pace, the apparel companies began shifting to on-demand production cycles. Brands became more conscious of their product assortment choices, doing smaller buys up front to test the market or shifting product assortments altogether. The resulting pressure to get the right products quickly out the door heightened the industry’s need for digital solutions to ensure efficiency without sacrificing quality.
At the same time, brands and mills began noticing the impact of pandemic-related restrictions on production processes. As COVID-19 lockdowns expanded across various countries, companies were often forced to shift production from impacted areas to alternate locations. The time lost in overseas shipping led to shortened production cycles, which typically meant rushed color approvals, increasing the likelihood of off-shade products. Additionally, many newly remote color professionals lost access to key tools like benchtop spectrophotometers, shifting the workload to regional locations at the point of manufacture.
With decision makers working remotely, there became an immediate need for smaller, portable equipment with excellent inter-instrument agreement (IIA) to support color work away from the office or mill. The rise of remote work also increased the need for cloud-based solutions that make it possible to access color data remotely.
Lessons Learned
As social distancing restrictions remained in place, textile professionals became increasingly aware of the link between modern technologies and efficiency. The intensified need for digital solutions to support remote work and streamline production spurred industry-wide investments in digital color management technologies.
Meanwhile, positive environmental changes resulting from lockdowns grew public awareness of sustainability’s importance. Rising global demand for waste reduction sparked brands’ interest in the climate-friendly benefits of cost-efficient digital solutions. This, combined with younger generations’ focus on sustainable initiatives and resale platforms, made environmental responsibility an increasingly important factor in textile brands’ long-term success.
Pandemic-related changes turned digital color management from a future consideration into an immediate need for textile companies. Tightened deadlines resulting from shifting consumer demand and global lockdowns raised brands’ concerns over rushed color approvals potentially leading to the production of mismatched products. A digital workflow removes this risk by streamlining the production cycle and decreasing waste, without sacrificing the quality and color consistency that consumers expect, no matter the shopping platform.
The Benefits of Digitalization
Traditionally, achieving accurate color involves numerous color corrections, overseas shipments, and extensive back and forth between brands and manufacturers.
Off-shade colors can lead to unnecessary production expenses and delays for suppliers and manufacturers, increasing the risk of over-development, upending tight timelines, raising costs and making it difficult to keep up with competitors. This process has been made all the more difficult by pandemic-related lockdowns, social distancing and travel restrictions. It also decreases efficiency and harms the environment.
By eliminating the need for manual color corrections, a digital formulation and approval process significantly reduces the number of necessary physical samples, thus decreasing shipping costs and lessening the likelihood of delays, while also transforming the entire color correction process by increasing speed and accuracy. Digitalization provides solutions enabling today’s textile professionals to accurately measure color, anywhere at any time, without comprising quality or cost.
An integrated digital color management workflow also eliminates the development of off-shade products by adding objectivity to color measurement, enabling the virtual communication of digital color standards between brands and manufacturers. Objectivity streamlines color management while adding efficiency to the supply chain and ensuring consistency based on each brand’s color requirements.
Now, as the textile industry’s post-pandemic outlook takes shape, brands are continuing to embrace the benefits offered by digital technology.
Looking Ahead
Textile brands’ use of digitalization is expected to rise as we get closer to a post-pandemic phase, especially with workers adjusting to the new hybrid work environment. The industry’s reliance on portability and big data will also escalate, as more textile professionals opt to work remotely on a part-time or permanent basis post-pandemic.
Furthermore, savings resulting from the pandemic’s halt on travel has inspired many textile companies to rethink budgeting. Brands are expected to increase their reliance on portable color measurement solutions and digital color communications to lower travel costs after the pandemic ends.
Sustainability efforts will also gain momentum as individuals and companies come to further appreciate the long-term importance of green initiatives — especially given the environmental improvements seen during COVID-19 along with growing concerns over global warming raised in the latest International Panel on Climate Change (IPCC) report. Textile companies will expand their sustainability efforts accordingly by investing in digitalization to reduce waste, eliminating the need the for production and shipment of physical samples and decreasing unnecessary travel.
It is clear that the textile industry’s large-scale adoption of digital color management was accelerated by COVID-19. Modern digital solutions remain crucial in helping brands adapt to global shifts and as the market changes their reliance on new technology will likely continue to grow.
Editor’s Note: Lisa Beck is a product manager at Lawrenceville, N.J.-based Datacolor
Since 1971, Graf America has been committed to providing partnerships built on the best value for money. The company’s key success factors include an unmatched range of card clothings, a 50,000-square-foot warehouse, shop facility and highly professional technical assistance.
Celebrating 50 years in operation in May 2021, Graf Metallic of America is the oldest continuously operating supplier of card clothings in the United States. The company was established as a sales and full-service business enterprise by Ralph Graf in 1971. Graf + Cie AG was founded in Rapperswil, Switzerland, in 1917.
Through expansion, textile market contractions, the rise of nonwoven products, the advent of natural, synthetic and specialty fibers, and the need for continuously improved performance, Graf Metallic of America positioned itself as global leader in card clothing. Innovative designs and materials such as Hipro tooth designs, multiple material alloys, and material finishes have firmly established Graf products as the industry’s top performers.
Graf Metallic of America’s employees are highly trained and committed to providing technical assistance, winding services, in-shop roll repair and field services for all types of roller top and flat top cards. With more than 1,000 styles and types of materials inventoried in its 50,000 square foot warehouse area, the company offers a wire for any need.
Located in the heart of the textile belt in Spartanburg, S.C., Graf Metallic of America even operates a certified Graf shop located in one of its customer’s facility with a full-time team servicing their carding equipment. “Our technicians are rigorously trained, highly experienced and fully equipped to provide superior service for all types of customer needs true to our motto of providing Partnerships Built on Best Value for Money,” says Jan Justice, market head of Graf.
Building on half a century of success, Justice celebrates this milestone and looks to the future with confidence: “Visit us on www.graf-companies.com as we celebrate: 50 years in the U.S., shaping one of the world’s most important textile markets through innovation, dedication and excellence!”
Dr. Jan Beringer, senior scientific expert, Hohenstein Instititute
TW Special Report
Digitization is more important than ever. As more designers work online and our industry strives to reduce waste and save resources 3D technologies for technical prototyping promise great benefits. While the designs are digital, most apparel is still designed for real people, not avatars. So, realistic visualization is important for designers, manufacturers and consumers.
Digital material parameters are an often-undervalued pillar of 3D design. Brands are building digital material libraries, increasing the incentive for suppliers to offer digitized materials. But, suppliers want their materials represented realistically across all 3D platforms.
To help both suppliers and designers, textile testing and research partner Hohenstein created the Universal Translator Approach for digital material parameters. Dr. Virgilio L. González, correspondent for Textile World‘s sister publication Textiles Panamericanos, recently had the opportunity to interview Dr. Jan Beringer, Hohenstein’s senior scientific expert.
González: What exactly are digital materials and why are they important?
Beringer: Material parameters are measurements of the physical textile (or accessory) that are needed by a software system to make a digital simulation. These can include elasticity, mass, density, stiffness, friction, strain strength and many more. The program’s algorithm turns this data into a 3D object on your screen that is meant to be a digital twin of the material. Ideally, it should look and behave the same as the real material. This accuracy affects not only the appearance, but also the fit, comfort, quality and manufacturing process of the garment. You need to know how a material will behave on a body or interact with other materials, especially if the wearer is planning to move.
González: What is the current state of digital materials?
Beringer: The lack of standardization around digitizing materials is a real challenge to our industry.
To digitize a material for the most popular 3D simulation systems, material suppliers or digital designers must test many distinct parameters for each fabric. Each software has its own requirements for what and how to test. Even the required units differ. For example, the bending parameter is entered as ‘µNm’ for one system, ‘Bend W/L (𝒅𝒚𝒏/𝐜𝐦²)’, for another and ‘Bending weft/warp ((g∗mm²)/(s^2∗rad))’ for a third system.
The problem for material suppliers is that their brand customers may be using different 3D systems. Not only is it unrealistic to test for up to 35 parameters on each material, after following the various test procedures for each, differences in the algorithms result in different visualization and behavior across platforms. And suppliers want their materials represented accurately in every 3D system, wouldn’t you?
It’s no wonder that designers have resigned to using default material libraries or buying parameters from sources that differ in accuracy and methods. Worse, these materials don’t match the current collection.
González: What is the problem with default or inaccurate material parameters?
Beringer: Imagine a designer using different materials in the physical design and prototyping stages than they plan for the finished garment. Everyone knows this does not work for traditional designing. So, why would it work for digital designing?
Digital materials have impacts beyond development, to the physical products that customers buy. Unrealistic designs affect manufacturing, where clear communication and material accuracy are important for production efficiency, repeatability and profitability. Designing with imprecise digital materials can reduce product quality, lowering consumer satisfaction, increasing return rates and hurting the bottom line — not to mention the negative impact on a brand sustainability strategy.
González: How did Hohenstein get involved with this area?
Beringer: Hohenstein garment engineers have conducted applied research and size studies for over 60 years. We’ve always studied new technologies as they develop, such as 3D and 4D scanning, fit in motion and avatars. The Hohenstein Digital Fitting Lab takes the essential knowledge of traditional fitting and helps partners adopt the new 3D technologies.
Given the importance of accurate materials, we wanted to remove the barriers for brands and suppliers. In an extensive research project, we examined the major 3D systems in terms of requirements, formats, units and simulation outcomes. We narrowed it down to five essential parameters with standard test methods: weight, thickness, bending, elongation and fold volume and shape. Then, we developed the Hohenstein Universal Translator Approach, a conversion that assures consistent visualization and behavior across all major 3D platforms.
González: How does the Hohenstein Universal Translator Approach help the industry?
Beringer: First, we reduce time and cost. Only five standard tests are required per material, down from more than 30. We export the data in the file formats required by each software. We can also generate drape images and create physical swatch books with matching digital parameters. It’s straight forward and designer friendly.
With accurate test results and the Hohenstein conversion, the materials match reality, no matter which software is used. Suppliers guarantee that their materials are correctly represented, regardless of the platform used by the designer — ensuring reproducible designs. Designers can access digital materials that correspond to their current collections. Manufacturers receive clear instructions. Finally, consumers get products that match the image they saw online.
González: What other digitization challenges does the industry face?
Beringer: There is no industry standard for material digitization. A standard will allow more businesses to adopt the technology without reducing quality and efficiency and at the same time becoming more sustainable. In fact, Hohenstein is part of an ISO standard working group to develop one. Despite delays with the Covid-19 pandemic, we hope to make an announcement by 2022.
Training is also important. Anyone can purchase 3D software, but you must learn how to use it. Software does not eliminate the need for fitting and pattern-making skills. The Hohenstein Academy offers training on digital and physical garment engineering.
González: What is your next development for improving 3D visualization and technical fit prototyping?
Beringer: We are focusing on next generation avatars — with accurate shapes and movements (rigging). We need accurate simulations of how clothes would fit and move in real life – something that hasn’t been done before. Garments must be created for actual humans in motion, while most default avatars look more like stiff aliens. We are continuing to develop realistic avatars based on sizing surveys and research. We’re also working on rigged avatars that realistically perform movements like walking and raising arms. Realistic avatars, along with high quality digital patterns and materials, are crucial to successful adoption in our industry.
Swiss weaving machinery manufacturers are in the forefront of novel application development
TW Special Report
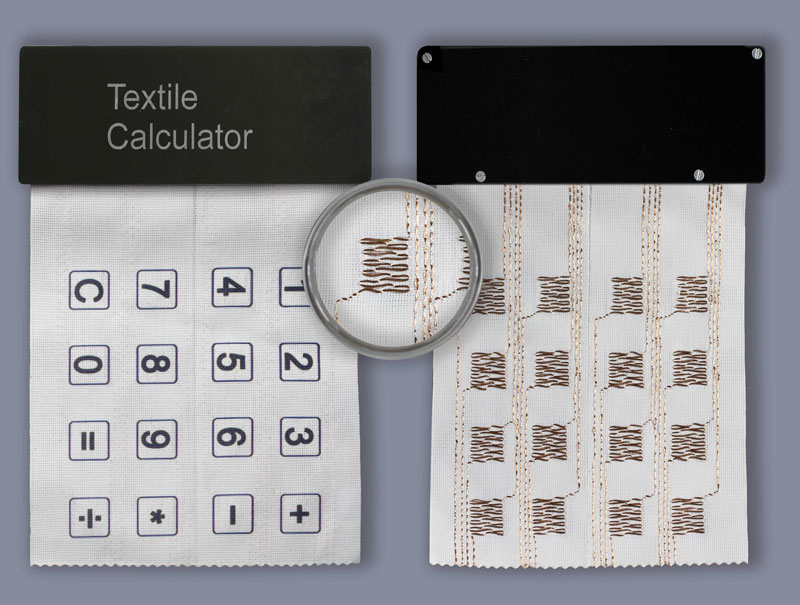
Shoes and electronic calculators are probably not the first products people would associate with the textile weaving process. But they certainly signpost the future for woven fabrics, as two examples of the ever-wider possibilities of latest technology in the field. Fashion and function already combine in the increasing popularity of woven fabrics for shoes, and this is a present and future trend. Calculators in fabrics? That’s another story of ingenious development, using so-called “meander fields” on the back and keys printed on the front of the material.
These glimpses of the outlook for modern weavers are among the highlights of developments now being pioneered by Swiss textile machinery companies. All weaving markets require innovation, as well as speed, efficiency, quality and sustainability. Member firms of the Swiss Textile Machinery Association respond to these needs at every point in the process – from tightening the first thread in the warp to winding the last inch for fabric delivery. They also share a common advantage, with a leading position in the traditional weaving industry as well as the expertise to foster new and exciting applications.
Jakob Müller’s Textile Calculator
Technology and research cooperation
The concept of a “textile calculator” was developed by Jakob Müller Group, in cooperation with the textile research institute Thuringen-Vogtland. Müller’s patented MDW® multi-directional weaving technology is able to create the meander fields which allow calculator functions to be accessed at a touch. A novel and useful facility, which suggests limitless expansion.
Today, the latest woven shoes are appreciated for their precise and comfortable fit. They score through their durability, strength and stability, meeting the requirements of individual athletes across many sports, as well as leisurewear. Stäubli is well-known as a global specialist in weaving preparation, shedding systems and high-speed textile machinery. Its jacquard machines offer great flexibility across a wide range of formats, weaving all types of technical textiles, lightweight reinforcement fabrics — and shoes.
A Multilayer Aramid produced using Stäubli machinery
It’s possible to weave new materials such as ceramics, mix fibers such as aramid, carbon and other, and produce innovative multi-layers with variable thicknesses. Such applications put special demands on weaving machines which are fulfilled by Stäubli high-performance TF weaving systems.
Great weaving results are impossible without perfect warp tension, now available thanks to the electronic warp feeding systems of Crealet. Some market segments in weaving industry today demand warp let-off systems which meet individual customer requirements. For example, the company has recognized expertise to understand that geotextile products often need special treatment, as provided by its intelligent warp tension control system. Individual and connective solutions are designed to allow external support via remote link. Crealet’s warp let-off systems are widely used in both ribbon and broadloom weaving, for technical textiles applied on single or multiple warp beams and creels.
Functional, sustainable, automated
Trends in the field of woven narrow fabrics are clearly focused on functionality and sustainability. The Jakob Müller Group has already embraced these principles — for example, using natural fibers for 100-percent recyclable labels with a soft-feel selvedge. It also focuses as much as possible on the processing of recycled, man-made materials. Both PET bottles and polyester waste from production are recycled and processed into elastic and rigid tapes for the apparel industry.
For efficient fabric production environments, it is now recognized that automated quality solutions are essential. Quality standards are increasing everywhere and zero-defect levels are mandatory for sensitive applications such as airbags and protective apparel.
Uster’s latest generation of on-loom monitoring and inspection systems offers real operational improvements for weavers. The fabric quality monitoring prevents waste, while the quality assurance system significantly improves first-quality yield for all applications. Protecting fabric makers from costly claims and damaged reputations, automated fabric inspection also removes the need for slow, costly and unreliable manual inspection, freeing operators to focus on higher-skilled jobs.
Smart and collaborative robotics (cobots) offer many automation possibilities in weaving rooms. Stäubli’s future oriented robotics division is a driver in this segment with first effective installations in warp and creel preparation.
Control and productivity
Willy Grob’s specialized solutions for woven fabric winding focus on reliable control of tension, keeping it constant from the start of the process right through to the full cloth roll. Continuous digital control is especially important for sensitive fabrics, while performance and productivity are also critical advantages. In this regard, the company’s large-scale batching units can provide ten times the winding capacity of a regular winder integrated in the weaving machine.
The customized concept by Grob as well as design and implementation result in great flexibility and functionality of the fabric winding equipment — yet another example of Swiss ingenuity in textile machinery.
There is even more innovation to come in weaving — and in other segments — from members of the Swiss Textile Machinery Association in future! This confident assertion is founded on an impressive statistic: the 4077 years of experience behind the creative power of the association’s member firms. It’s proof positive that their developments grow out of profound knowledge and continuous research.
PIONEER, Tenn. — September 22, 2021 — Camel Expeditionary, a manufacturer of military tent products, was recently awarded a new five-year, $50 million contract with the Defense Logistics Agency.
Under the contract, Camel will produce light maintenance enclosure (LME) structures, primarily for use by the United States Army. These tents are designed for all-weather use and typically house military vehicles, including high mobility multipurpose wheeled vehicles (HMMWV or Humvee) and M1 Abrams tanks, the main battle tank of the Army and Marine Corps.
In a collaboration with the United States Army Corps of Engineers, Camel helped develop these LME structures in 1999 and has been the primary producer ever since. In addition to use for vehicle storage and maintenance, the tents can be modified for use as laundry facilities and general storage needs.
A contract of this size and scope will allow Camel to grow. As a leading employer in Campbell County, this contract impacts the surrounding region as well as the organization.
“We are truly pleased to make this announcement, especially for our local community,” says President and CEO Mark Riffle. “This contract means we will be able to expand our production capabilities and our staffing.”
“We know this helps us create a strong foundation for future growth, in our company and in our local economy,” Riffle adds. “We plan to be in full production for this contract by the end of this year.”
Camel currently employs 125 people living in Campbell, Anderson, Scott, and Knox counties, and hopes to add 12 more as a result of this contract.
“Citizens from across Campbell County are proud to work for such a dynamic company that provides solutions around the world,” says E.L. Morton, mayor of Campbell County. “These contracts are won because of the quality that is sewn into Camel products and because of Camel’s dedicated leadership team. The impact of such a strong manufacturer in our community is tremendous.”
“With Camel’s response to the COVID-19 pandemic these past two years, that impact has been even greater,” Mayor Morton adds. “Camel is meeting the need on the battlefield and in clinics and hospitals across America where portable shelters are needed most.”