National Textiles Announces Ownership ChangeA group from the management team of National Textiles,
LLC has acquired a majority interest in the company. The new ownership group is led by Jerry
Rowland, president and CEO, and Keith Huskins, chief administrative officer, and replaces financial
investors.Headquartered in Winston-Salem, N.C., National Textiles is one of the nation’s leading
manufacturers of yarn and knit fabrics. The company has more than 4,000 employees in North
Carolina, Virginia, Tennessee, South Carolina and Georgia. National Textiles became an independent
company in 1997 after operating for more than a quarter of a century as part of Sara Lee
Corporation and, before that, Hanes Corporation.In making the announcement, Rowland said,” National
Textiles is a young company with almost 45 years of experience. We provide yarn and knit fabrics to
many of America’s most successful brands. Our goal is to continue the success of the past while we
strengthen the long-term viability and competitiveness of our company. We believe that having a
talented management team who are also owners of the company will certainly give us an
advantage.”Press Release Courtesy of National Textiles LLC
June 2003
National Textiles Announces Ownership Change
Nexcel Named Emerging Manufacturer Of The Year
Nexcel Synthetics, Birmingham, Ala., recently was named Emerging Manufacturer of the Year by the
Alabama Technology Network and the Business Council of Alabama.The award recognizes excellence in
performance, profitability, leadership and work-force relations.We are very thankful for the
success we have enjoyed, said Rom Reddy, chairman and CEO. There are few companies in our industry
that can claim a 30-percent-per-year average growth in sales over the past five years in a
challenging economic environment.
June 2003
June 2003
 Cognex Corp.
Cognex Corp.
, Natick, Mass., has released the Cognex VisionGuide™, a free machine vision application
and reference guide on CD-ROM. Included on the CD are application examples, optics and lighting
videos, a utility program to aid in determining field of view and resolution requirements, and an
interactive tutorial on building vision applications.
“The Consumer Guide to Vortex Shedding and Fluidic Flowmeters,” available from Chestnut
Ridge, N.Y.-based
Spitzer and Boyes LLC
, is an independent guide that ranks vortex shedding and fluidic flowmeters by
manufacturer, performance and size.
Members of the
Screenprinting & Graphic Imaging Association International (SGIA)
, Fairfax, Va., can now submit first entries free of charge to the Golden Image Awards
Competition, to be held in October during SGIA ‘03. Additional entry submissions are $20 each.
The Dow Chemical Co.
, Midland, Mich., has increased the price of Versene, Versenex™, Versenol™ and Versenate™
chelating agents in North America by at least 2.5 cents per pound. The company also has increased
the North American price of propylene oxide by 8 cents per pound.
Lenzing Fibers Corp.
, Lowland, Tenn., has announced a 7- to 9-percent increase in the price of its rayon
staple fiber.
The Italy-based
Italian Trade Commission
has released “Smart Capital: The Sharp Manufacturer’s Guide to Equipment Purchases,” a
free white paper that provides strategies for making capital equipment investments.
Spartanburg-based
Lawson-Hemphill Inc.
has released a new catalog for the FST 3000R shrinkage and shrink-testing instrument for
a range of fibers and yarns.
The
National Cotton Council (NCC)
, Memphis, Tenn., is accepting member applications for its 2003-04 Cotton Leadership
Class through July 1. Interested applicants can visit http://leadership.cotton.org for more
information on the Cotton Leadership Program.
The Color Assessment CD-ROM from the Research Triangle Park, N.C.-based
American Association of Textile Chemists and Colorists (AATCC)
explains and demonstrates AATCC test methods and evaluation procedures.
BBA Nonwovens
, Nashville, Tenn., has increased the price of all nonwoven products.
 Eriez Magnetics
Eriez Magnetics
, Erie, Pa., has made available “How to Choose & Use Magnetic Separators,” a 16-page
overview of magnetic separation equipment; differences in dry, moist and liquid process
applications; and magnetic materials.
Catalog NPB-303 from
Bimba Manufacturing Co.
, Monee, Ill., includes information on stainless steel repairable Original Line cylinders
in two bore sizes, and Pneu-Turn Rotary Actuators with three new options.
The street on which Italy-based
Lonati S.p.A.
is located has been renamed Via Francesco Lonati in honor of the company’s founder. All
other contact information remains the same.
Wilmington, Del.-based
DuPont Packaging & Industrial Polymers
has increased the price of all grades of Elvanol® polyvinyl alcohol by 20 cents per
pound.
Benz Materials Testing Instruments
, Providence, R.I., has made its new-generation electronics system for aging ovens
available for retrofitting competitive ovens.
ASTM International
, West Conshohocken, Pa., has established a free-of-charge membership category for
eligible undergraduate- and graduate-level students.
A new brochure from
GrayWolf Sensing Solutions
, Trumbull, Conn., details the DirectSense™ TOX toxic gas monitor, which uses mobile
Pocket PC computers to take environmental measurements.
Knoxville, Tenn.-based
Online Development Inc.
has updated its website,
www.oldi.com.
June 2003
Still No Mill Pickup
S
econd-quarter results remain quite gloomy, with the industry’s demand and price levels
unable to muster any meaningful turnaround from the low levels of late 2002 and early 2003. Blame
part of this on today’s still-anemic economy, as the gross domestic product (GDP) just barely
manages to stay in the plus column — in marked contrast to the 4- to 5-percent annual growth rates
of a few years back.
Other downward-tugging factors include: lingering Middle Eastern political uncertainties;
consumer job worries; a resumption of strong textile and apparel import gains; a continuing mill
profit squeeze; and a stock market still unable to mount a strong, sustainable rally.
Second-quarter textile mill orders, production and shipment totals leave a lot to be desired.
Output lagged year-ago levels by about 4.5 percent, with shipments off by about 2 percent over the
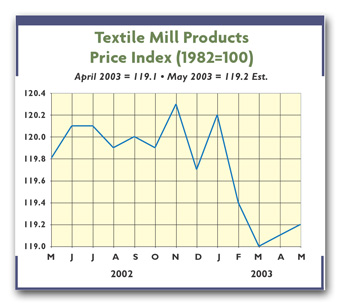
same period. As for prices, the key government greige goods yardstick is off 4.5 percent from a
year ago. Finished fabrics and home furnishing quotes also lag behind year-ago readings.
Some Hope For A Better Second Half
True, nobody sees a major pickup in textiles. But, for the first time in more than a year, there
seems to be some light at the end of the tunnel. The end of the war in Iraq should make both
businesses and consumers a little less nervous. Upshot: Economic forecasters now see some uptick in
GDP growth — perhaps into the 2 to 3 percent range by fall.
The fact that oil prices are easing
also should help, leaving more income available for additional purchases. Even more encouraging is
the turnaround in consumer confidence — with one recent Conference Board report showing the
second-largest gain in more than 25 years. There’s even a positive spin to the recent slowdown in
car sales: Other things being equal, this should free up more money for apparel and home
furnishings purchases. Relatively trim mill and mill product inventories also offer some hope,
suggesting that any new orders will translate quickly into new production.
There’s even a ray of hope on the trade front, as the dollar slowly continues to weaken.
Down about 5 percent over the past year, it will tend to make imports a bit more expensive and
exports somewhat cheaper.
Innovative Products Also Help
The steady flow of new and improved products hitting the market also should buoy the industry in
the quarters ahead. DuPont has announced such new offerings as its CoolMax® Everyday for slacks, a
colorfast sock fiber that wicks and stretches, and a Tactel® nylon/Lycra® blend for warp knits
targeted for
the women’s market. Moreover, the company is promising three more innovations by year’s end.
Elsewhere, khaki makers have introduced specially treated premium-priced slacks that
incorporate stain-repellent molecules into the fiber, making them more likely to shed stains. New
attempts also are underway to beef up somewhat-slow denim-buying. Big things are expected from
elastic fibers that would add denim to the growing list of techno-fabrics. Also, some elements of
the apparel industry are now coming up with electrical connectors and controls physically
integrated into garments. Not surprisingly, the Pentagon is doing a lot of research in this field —
in the quest for high-tech uniforms for its digitally equipped troops.
Fiber Costs Move Higher
Man-made fiber tags are on the rise again. The most recent increases reported include a 5- to
11-percent advance in nylon 6 quotes, a new 10-percent boost in polyester filament, and a 7- to
9-percent hike in rayon staple quotes. These are in addition to increases earlier in the year.
Indeed, when all of the above are fully implemented, man-made fiber price averages should be up
significantly vis-a-vis year-ago levels.
Cotton quotes also have turned a lot more bullish. They recently jumped up into the
mid-50s – a sizable 25 cents per pound above year-earlier readings. Though followed by recent
corrections, the overall buoyancy is likely to persist on a combination of: strong US exports,
which should hit a record 11.5 million bales for the 2003-04 marketing year; expected inventory
drawdowns; and a less-than-sensational US production year. On the latter score, the Department of
Agriculture puts 2003 output at only 17.2 million bales. While unchanged from last year, that’s
below earlier market expectations. Bottom line: further modest sales hikes for this key natural
fiber can’t be ruled out in the months ahead.
June 2003
Ameritex Emerges From Chapter 11 Protection
Ameritex Emerges From Chapter 11 ProtectionBurlington, N.C.-based Ameritex Yarn LLC announced it
has successfully reorganized its debt and emerged from Chapter 11 bankruptcy protection. The
manufacturer of cotton, cotton blend and heather sales yarn for knitted and woven apparel and home
furnishings filed a voluntary petition for protection in the United States Bankruptcy Court for the
Middle District of North Carolina in early 2002. We were very pleased to emerge with an outcome
that was very good for our creditors, company associates, customers and suppliers, said Rick
Bullard, president and CEO. Obviously, there are many challenges before us, but we are a
high-quality, modern, low-cost yarn spinner, and we expect good years to come for our company.
Ameritex emerged from bankruptcy protection with its facilities and employee base intact. All 214
associates at the companys two plants, located in Burlington and Spartanburg, retained their jobs
through the 15-month reorganization period.
June 2003
CAC Introduces Scroll Roll For Wrinkle Removal
Converter Accessory Corp. (CAC), Wind Gap, Pa., has developed an economical, competitively priced
wrinkle removal system for use with textiles, nonwovens, paper, heavier-gauge plastics and foil.
The multi-lead Scroll Roll system is straight rather than bowed, submergible in liquids and
designed to provide uniform spreading across the entire web width. CAC recommends the Scroll Roll
for use in light-tension/high-speed applications that do not require a more aggressive anti-wrinkle
system. The rolls can be used as idlers or as non-rotating dead bars, and may be driven faster than
the web. In independently driven systems, the degree of influence on the web is adjustable
according to the desired performance.Machined screw threads on the roll, configured according to
the specific application, lead from the center of the roll face to the edges, guiding air outward
to exhaust at the edges. The rolls are available in 5-inch to 120-inch lengths and in diameters
from 1 inch to 6 inches. They can be made from steel, stainless steel or aluminum; and can be
coated with plasma, chrome, Teflon® or Winertia®.
June 2003
Contech Presents 24-7 In-Line Sheeter-Stacker
Contech, Goddard, Kan., has developed an in-line sheeter/stacker for non-stop operation. The
automation-engineered system uses a score slitter to edge-trim pressure- and light-sensitive
material, conveys the material to a visual inspection station, and then moves it to the cutter. The
material is cut using a flying knife cutter that locks on at web speed and cuts exact lengths as
the web moves along. The material is then removed to a cart using a vacuum pick-and-place system
that attaches to the sheet. The cart, which contains multiple trays to hold groups of stacks up to
2.5 inches in height, moves the stacks to a packaging operation. Contech can design, engineer and
build the system to meet customer specifications.
June 2003
Yarn Market Double-Dip
Yarn Market

Double-DipBy James L. Lemons, Ph.D., Technical Editor The Department of Commerce (DOC)
recently reported that gross domestic product for the first quarter of 2003 increased to 1.6
percent from 1.4 percent for the last quarter of 2002. The results have some analysts predicting
the economy may not slide back into recession. This is quite a contrast from earlier predictions
that the recovery had stalled and the country was headed for a double-dip recession.With mortgage
rates at their lowest levels since the 1960s, housing sales continue to surge. According to the
DOC, consumer spending rose by 0.4 percent, as Americans streamed to the shopping malls. The
Consumer Confidence Index rose to 81.0 in April from 61.4 in March the biggest single-month
increase in more than a decade.The DOC also reported that orders to manufacturers for durable goods
rose by 2 percent in March. However, corporate earnings have been mixed for the first three months
of the year. Although sales and profits arent robust, business is much stronger than anticipated
and seems to be on a path of growth.Where Is The Marker SystemGrant Aldonas, DOC under secretary
for international trade, recently announced the current status of the textile marker system that
has been under study by Oak Ridge National Laboratory. Ultraviolet fluorescent marks, nano- or
microscopic bar codes and DNA-based markers have emerged as the top choices. These three
technologies used individually or in combination could combat attempts to gain duty-free
orquota-free status for imports. The markers would be used by yarn manufacturers to enable the
Bureau of Customs and Border Protection to readily identify the country of origin (See
Textile World News,
TW, this issue).Although quotas end in 2005, tariffs hopefully will still be in place.
Customs would use one of these technologies to specifically identify the yarn manufacturer and
point of origin, thereby collecting tariffs that might otherwise be evaded. The goal is to find the
technology that will be the least expensive for domestic manufacturers and cannot be readily
duplicated by foreign competition.One spinner said, Its great that they are still looking at this,
but when will it finally happen Another executive observed, They still dont have the funding to
complete the research. How many jobs will we lose while they get their act togetherThe 2004 federal
budget begins in October. It is estimated that it will take $1.2 million to complete this project.
If this isnt a good return on the taxpayers dollar, what is Deals Announced With VietnamThe
Bush administration recently announced a bilateral trade agreement to limit Vietnams shipments of
textiles and apparel to the United States. The accord will place quotas on 38 categories of
textile-related imports, and includes provisions that allow US Customs to inspect factories to
verify production and ensure that Vietnam is adhering to international labor standards. This
provision is especially important since accusations have arisen claiming that vast amounts of
Vietnamese-labeled goods are actually transshipments from China. In fact, the American Textile
Manufacturers Institute had pleaded to forestall the agreement until further investigations of the
transshipments could be completed. The American Yarn Spinners Association and others argued
unsuccessfully that the new quotas should be established using 2001 imports as the base, as opposed
to current levels of imports. US trade officials contend the quotas simply bring Vietnam in line
with other developing nations.Now that the deal is cut, American consumers will have access to a
flood of cheap imports. Hopefully, they will realize one thing: More than 58,000 Americans died in
Vietnam and have their names inscribed on the Vietnam War Memorial in Washington. The US Park
Service maintains a separate memorial where names are inscribed for those who did not die in
combat, but died later as a result of the conflict with Vietnam. Hopefully, The American Textile
Industry will not be added to this memorial.
Download Current Yarn
Prices
June 2003
Key Textile Provision Dropped From Tax Bill
Key Textile Provision Dropped From Tax BillThe final version of the Bush administrations
$350-billion tax cut bill failed to include an extension of the five-year net operating loss carry
back (NOL), which has been so important to textile manufacturers during this period of economic
distress. The current NOL law, enacted last year, permits companies to “carry back” for five years
their net operating losses from 2001 and 2002. This would allow them to get refunds of taxes paid
in earlier, more profitable years. The American Textile Manufacturers Institute (AMTI) had urged
Congress to extend the NOL for another two years to cover losses in 2003 through 2005. While the
extension was included in the House version of the bill, it was not included in the Senate version,
and the provision was dropped in a House-Senate conference. Neither body approved proposals to
permit more liberal tax deductions for research and development investments.The final version of
the bill, signed by President Bush on May 28, does have some provisions that will benefit business
in general. It provides an additional first-year depreciation deduction equal to 50 percent of the
adjusted base of “qualfied property.” Qualified property was defined in the Job Creation and
Workers Assistance act of 2002. The reduced tax rates for capital gains and dividends are expected
to benefit some companies, although the major effect will be on individual taxes.By James A.
Morrissey, Washington Correspondent
June 2003
Material World SPESA Expo To Co-Locate In 2004
SPESA Expo 2004 owned and produced by Raleigh, N.C.-based Sewn Products EquipmentandSuppliers of
the Americas (SPESA) and Material World owned and produced by Atlanta-based Urban Expositions LLC
will be held together May 18-20, 2004, at the Miami Beach Convention Center in Miami Beach, Fla.
The Information Technology Exposition and Conference, owned and produced by both companies, also
will take place.The event will be hosted by SPESA and the American ApparelandFootwear Association
(AAFA), sponsor of Material World.One registration system will serve both shows, and one badge will
provide entrance to the two events.
June 2003



