Electronic ArchivingOne of the most important decision points in implementing digital asset
management solutions (DAM) is also one of the most frequently overlooked: Who are your users and
how do they work Their technical level, their comfort with existing platforms and networks, as well
as their current workflow will all be major factors in the success, or failure, of a new system.
Champions and evangelists within the various departments of an enterprise are often critical to the
success of this kind of new technology.Once the personnel and technical issues are addressed,
workflow will define the process. In most cases, applications dictating workflow should be avoided.
Instead, efficiencies should come from the automation of proven workflow tasks. Of course,
emulating poor workflow will only let your staff be inefficient more quickly.Having already
identified the goals of your DAM system, step number two in the planning stage is to draw a
flowchart of your current imaging and storage processes. Identify what you like or dont like about
your current workflow, and map out the recommended changes. This step should include participation
from any and all employees involved in the process, as they will all be affected by any changes
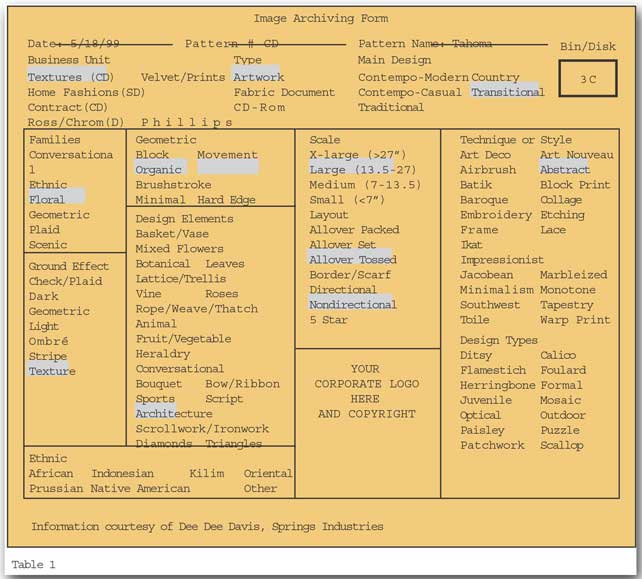
that are made.The next step is to create the attributes and keywords that will be supported by the
database (See Table 1). Attributes include categories such as business unit, type of asset, design
family, ground effect, geometry, design elements, scale, layout, technique or style, etc. Within
each of these categories, your users can identify keywords they might use when looking for a
particular type of artwork, such as floral, plaid, stripe, directional, impressionist, etc.Dee Dee
Davis, a CAD designer for Springs Industries, Fort Mill, S.C., advises that all departments needing
to use the archived files be included in this developmental stage, as classifications used by the
design department are often different from classifications and descriptions needed by other
departments in the company.
System Design PlanningNow you are ready for your system design plan, which will
identify how equipment pieces will need to be connected to one another. Some things to consider
are:How will non-digital art work be digitized, what equipment does it require and who will do
itWho will administer the archiving and who will have access to the filesWhat file formats need to
be saved in order to support various departments andIf you need a variety of formats for the
re-purposing of the files, will this be done at the same time of archiving or at a later date as
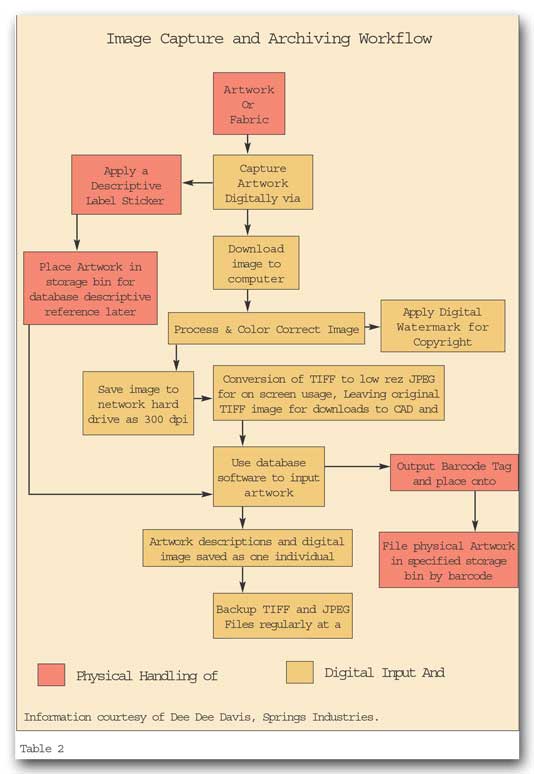
neededA map of the the new workflow should identify who does what, when they do it and how they do
it. (See Table 2.)The final step is to identify and develop the system standards that will identify
workflow issues such as file names, versions, folders, directories and servers. Failure to do so
will simply undermine the system and make it difficult to locate the correct version of a file.
Digitizing Traditional FabricsWhile archiving digitally generated artwork is fairly
straightforward, archiving the fabric samples and hand-drawn artwork that has been collected for
many years provides for some unique challenges and opportunities. Not only will digitizing artwork
make it easier to find, use and re-purpose, but archiving your artwork can also prove to be
valuable for an insurance claim in the event of fire or theft.As it is with the implementation of a
DAM system, you must determine your objectives before digitizing any artwork. There are four
quality standards that need to be considered for the use of your digital files:Product development
and pre-publishing reference;Intra-company report enhancement;Business to business for sales and
marketing; andDirect to consumer e-commerce. Your goals will establish the quality standards,
resolution and file formats for the digital files.While there are several capture devices to
consider for use in digitizing artwork, including digital cameras, flat-bed scanners and drum
scanners, most experts agree that a high-end digital camera is the best solution for the broad
range of texture, repeat size and color challenges that the textile industry presents. Capturing
artwork on a conventional camera and converting the slides or negatives to digital data is not
recommended, as there are too many variables in the conversion process that can cause degradation
of the image in both quality and color. Also, digital photography is both less expensive and faster
than conventional photography, which requires a series of time consuming and costly steps to get to
the digital file format.Another advantage to using photography over scanning is the ability to
control the lighting with the use of a camera. Scanners use only one light source that scans the
entire image, often missing nuances of special textures, yarns, finishes and colors.The use of a
camera will allow you to use multiple lighting sources that can be modified to highlight the
features of a variety of fabrics. In controlling the light source, you can also minimize the effect
of the fabric construction while trying to capture just the print.While there are software
applications such as Pointcarrrom Monarch that will allow you to remove the fabric construction
from a print, this is a step that can be avoided by obtaining a proper capture to start.Digital
cameras range in price from $500 to $25,000. The less expensive cameras are not as color accurate,
capture less data and are prone to digital noise that will create unacceptable artifacts and
mottled solid colors.The best-of-breed for low-end digital cameras, according to Richard Lerner,
president of RSL Digital, New York, is the new Nikon Coolpix. This camera includes many attributes
of the high-end cameras, including a flash sync for setting off studio strobes, excellent color
contrast and balance controls, and it works well in a number of automatic modes. The Right
EquipmentYou should review your workflow and processing time when evaluating digital cameras for
your company.Using a low-end camera is like trying to pass a lot of data on a floppy disk, said
Randy Parker, president of Digital Images, Research Triangle Park, N.C. You are constantly
performing sneaker net, and are required to run back and forth between the camera, which has
limited storage capacity, and the computers hard drive. High-end digital cameras have a direct SCSI
connection to the computer that will eliminate the need for repetitive data transfers. If you are
capturing a lot of images, this capability alone will more than offset the cost of the more
expensive camera.The digital files will range in size from 2 MB to 25 MB or more depending on the
physical size and intended use of the artwork. Resolution requirements range from 72 dots per inch
(dpi) for images to be viewed only on a computer screen, 150-300 dpi for printing to fabrics
(contingent on the type of fabric and amount of color coverage) and 300 dpi for printing to press
for sales and marketing materials. The rule of thumb is to capture a minimum of the same number of
dots per inch as the line screen of the output device, up to a maximum of twice the line screen.DAM
is not just about having the proper equipment, software and workflow, but about having qualified
talent to produce and manage the archiving process. Digital photography is an art in the same way
that CAD is an art. Buying the requisite tools does not compensate for the skillset needed to
produce quality archives. Budget ConsiderationsBudget will play an important role in your
decision regarding appropriate hardware, storage, backup, and communications infrastructure. DAM
software solutions come in many different packages, from a per seat basis for client licenses, to
server solutions that allow unlimited access via Web browsers. If paying per seat, its important to
understand the user mix. Licenses that dedicate one installation per seat can be more costly
compared to those allowing a given number of clients to be on-line at once.More critical than the
price tag alone is a projection of cost savings, ROI and growth catalyst. While archiving, many
companies have discovered they were archiving duplicate artwork purchased by different divisions of
the company, a practice which could be avoided through proper asset management.The time savings, as
outlined in part one, is an obvious ROI. In many businesses, especially media-intensive ones, an
investment in the optimal digital asset management solution can even kick profitability into high
gear and be critical to sustaining a competitive advantage. Besides your employees, your library of
product samples and references are one of your companys most valuable assets. Evaluating DAM
solutions that best suit your specific needs requires that you keep your primary goals in mind. No
one provider offers a solution ideal for every company, and it is entirely possible that no single
vendors solution will solve all of your needs.
Editors Note: This is Part Two in a two-part series written after the CAD Expo plus Show, held
recently in New York. Part One, The Art of Achieving, appeared in the October issue of ATI.
November 1999