Part two of a two-part series about the technical textiles industry.
By Stephen M. Warner
Smart textiles are the new exciting products everyone is talking about. They represent the next generation of textiles anticipated for use in apparel, home furnishings and technical textile applications. The vision of the smart textile is a material with added functionality.
There is a common misconception that smart textiles are the same as e-textiles. The fast definition is that e-textiles should be considered within the smart textiles market segment, but not all smart textiles are e-textiles. Besides the electronic component, smart textiles can be passive with the fiber, yarn or fabric as a whole reacting to physical changes such as moisture, temperature, physical force and light differences.
Commercial application success, especially in the e-textile segment, currently is most likely to be found in medical, sports and protection applications. At least in the near future, the fashion apparel market will be difficult for e-textiles to penetrate because of issues with laundering, lack of good conductive threads and ways of connecting to electronic equipment. A game-changer would be for a company to develop and introduce a viable yarn made using a conductive polymer.
Unlike market segments such as geosynthetics and airbags, the smart textile industry is still in the early developmental stages. There are many companies coming up with innovative products. Most of these companies are small start-ups, but there are some notable heavy hitters investing in smart textile technology including Microsoft and Google. There are a number of smart textile startups coming out of the Silicon Valley region.
The primary driver in smart textiles growth is how well textile technology can blend with the trends and current technology in the market it is trying to penetrate such as electronics, fashion and healthcare. Still, the market is extremely tempting. One market research company estimated that the global smart textiles market was valued at $795 million in 2014, and is expected to grow to $4.2 billion by 2020.
Geotextile applications include reinforcement for road construction.
While the demand for geosynthetics globally has almost doubled in a decade from $3.2 billion to $6.1 billion, the U.S. market, particularly for roads and bridges, was slow in 2015. Growth increased only about 3 to 5 percent last year.
The passage in November of the Fixing America’s Surface Transportation (FAST) Act will provide $325 billion over the next six years to repair the nation’s crumbling roads and bridge infrastructure. FAST will be a boon for the geosynthetics industry, particular for those products used in road construction. On top of the Federal outlay of transportation funds, there are many states increasing their own funding.
The U.S. market for geomembranes has been helped by increased U.S. Environmental Protection Agency regulations for coal ash storage, gas fracking recovered polluted water storage, and the Water Resources and Development Act of 2014.
Thus, the market driver over the next few years for the geosynthetics industry will be focused on both government regulations and government funding.
Trade And Trade Agreements
One of President Barack Obama’s key legacy objectives was to increase U.S. exports. In 2010, President Obama announced the National Export Initiative (NEI), with the goal of doubling U.S. exports from December 2009 to December 2014, which would result in U.S. jobs and an overall boost to the economy. While it is debatable whether the doubling occurred, the NEI did lay the groundwork for trade agreements such as the Trans-Pacific Partnership (TPP) and the Transatlantic Trade and Investment Partnership (T-TIP).
The dominant trade issue in 2015 was the passage of Trade Promotion Authority (TPA) and the conclusion of the TPP talks. The final version of the TPP was signed by all 12 participating countries in February 2016. It is still not a done deal because each nation must go back to its constituents for passage. In the United States, it is doubtful if the agreement will be discussed before the Congressional session after the national elections in November. Therefore, any impact of TPP will not be felt until 2017.
TPP likely will have little substantial impact on the technical textiles industry. The United States already has very low tariffs on coated fabric products involving many of the TPP nations. The TPP inclusion of the yarn forward rule of origin is good but the United States already has a strong domestic technical fabric yarn industry. The restrictions of the Berry Amendment have been preserved in TPP.
The greatest impact of TPP will be on exports to Malaysia and Japan where the United States is the second largest supplier of technical fabrics, behind only China. U.S. exports currently face tariffs of up to 8.2 percent in Japan and 20 percent in Malaysia. Under TPP, nearly all these tariffs will be eliminated immediately once the agreement is enacted.
Still under negotiation is T-TIP. The negotiations remained largely out of the headlines in the United States because of the TPP activity in 2015, but it potentially has a much more devastating impact on the U.S. domestic technical textiles industry. A stated objective of the European Union in the agreement is gaining access to the U.S. military and other government markets currently protected by the Berry Amendment and Buy America Act.
Government Research Initiatives
Perhaps the most exciting seed that was planted in 2015 for the technical textiles industry was the development of the government funded innovation institutes.
In March 2015, President Obama announced that the Department of Defense (DoD) would provide funding for the organization of a Revolutionary Fibers and Textiles Manufacturing Innovation Institute. The DoD launched a competition for leading manufacturers, universities, and non-profits to form a new manufacturing hub focused on fiber and textile technologies (See “Textile News,” TW, this issue). The DoD is providing an initial $75 million in funding over three years, with the expectation of a matching $75 million raised by state and local governments, and private industry.
Two other government initiatives also were announced in 2015 that are of interest to the technical textiles industry. The Flexible Hybrid Electronics Manufacturing Institute — for wearable smart products — is located in San Jose, Calif. It also is funded by the DoD. The Institute for Advanced Composites Manufacturing Innovation is located in Knoxville, Tenn., and is funded by the Department of Energy.
Forecast For 2016
In 2016, major market drivers for technical textiles include:
Weather conditions for those supplying technical textiles for outdoor applications such as awnings, marine products, signage and outerwear;
Government regulations and funding availability in major impact areas including military, environment, transportation and protection;
Production costs including fuel, labor and equipment;
Technology transfer such as the ability to adapt applications for technical textiles to exploit emerging market applications; and
Trade agreements.
Overall, the technical textiles segments account for 37 percent of domestic textile manufacturing, a sharp transition from the 25 percent it accounted for in 1998. The domestic market growth for technical textiles in 2015 is estimated at 2.7 percent. The estimated U.S. market value of technical textiles in 2015 is $32.5 billion.
Editor’s note: Stephen M. Warner is publisher of BeaverLake6 Report, beaverlake6.com, a Web-based newsletter reporting on trends, data and issues that he feels influence the technical textiles industry. He also is former president and CEO of Industrial Fabrics Association International. The article is based on Warner’s presentation given at the 2015 Textile World Innovation Forum.
TOKYO, Japan — May 23, 2016 — Teijin Ltd. announced today that it has developed a new masterbatch flame retardant that combines Teijin’s phosphorus flame retardant FCX-210 with a polymer for use on fiber as well as resin. This granular type enables textile manufacturers to impart superior heat resistance to a wide range of products without the need to construct a dedicated facility or to add traditional flame retardants to raw materials in advance.
Launched in 2013, FCX-210 lends high flame retardancy to a broad range of plastics without losing any of its flame resistance or changing the original characteristics of the plastic. Additionally, only a relatively small amount is necessary. OEM production began in Taiwan in 2014, and FCX-210 has since been widely adopted for electronics and automobiles parts.
Additionally, FCX-210 is a halogen-free product, making it safer for end-users and more environmentally friendly.
The new masterbatch FCX-210 will bring those same strengths to textile manufacturing, as well as the world’s highest transparency for unmatched colorability. Moreover, unlike traditional phosphorus flame retardants, FCX-210 is insoluble, that realizes easier draining process.
Teijin has begun supplying samples to expand applications for FCX-210 into interior products such as curtains, carpets and wallpapers, which require high heat resistance. Teijin expects revenue from FCX-210 to reach 2 billion JPY ($21.9 million) by 2020.
Digital printing technologies shown at ITMA 2015 prove the technology has reached a level of performance that meets market needs in terms of efficiency and speed.
By Dr. Lisa Parrillo Chapman
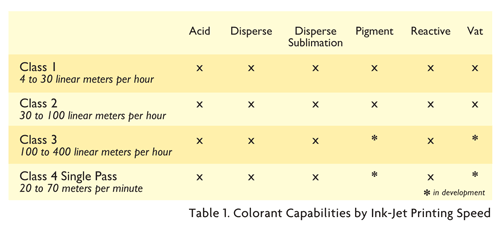
High-speed digital printers capable of printing 70 meters per minute (m/min) now are competitive with rotary screen printing in terms of speed and cost, and offer an advantage when printing shorter runs or multiple colorways. Ink-jet printing garnered excitement at ITMA 1999, but low production speed was a major limitation of the digital printers available at that time. At ITMA 2003, digital ink-jet printing machines demonstrated printing speeds of 150 square meters per hour (m2/h). However, even with increased speed, the printing technology was suitable only for short to medium production run lengths, and was well below the speed required for long runs. At ITMA 2007 and 2011, digital ink-jet printing machines had an increased presence, but it was not until ITMA 2015 that the textile industry paid serious attention to ink-jet printing for long runs. Once recognized only for sampling, ink-jet printing onto textiles is rapidly developing into a viable method of printing for smaller run specialty and customized fabrics, as well as for large run productions. By eliminating the screen preparation process, ink-jet printing allows more flexibility in the printing process, provides capability for fine line detail, near infinite number of colors, freedom from repeats and the ability to engineer a print design within a garment or furniture marker. The fine line detail and increased number of colors produce a near photographic image on the textile substrate, enabling new product categories. Currently, ink-jet printers can be classified into four categories based on speeds ranging from 4 meters per hour (m/h) to greater than 70 m/min (See Table 1).
Single-Pass Printers
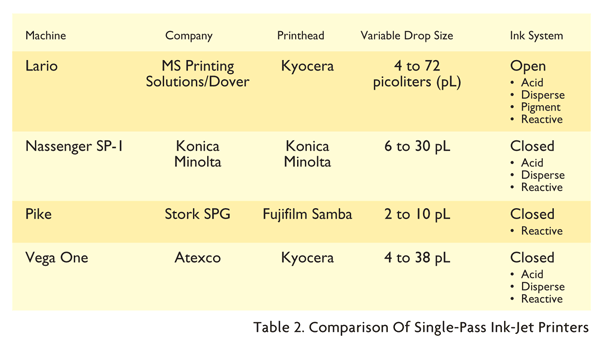
Much of the digital printing excitement at ITMA 2015 centered on the four single-pass printers shown: Italy-based MS Printing Solution’s Lario; Japan-based Konica Minolta’s Nassenger SP-1; The Netherlands-based SPGPrints’ (Stork) Pike; and the Vega One from China-based Atexco (Hangzhou Honghua Digital Technology Stock Co. Ltd.) (See Table 2). Digital textile printers that employ single-pass printhead systems print on the substrate as the fabric is fed under a fixed printing unit. Single-pass printers print at significantly higher speeds — up to 70 m/min — than scan-type printers that print by moving the printhead carriage back and forth. In single-pass printing, each printhead station jets one color — cyan, magenta, yellow or black (CMYK) — and up to four additional stations of colors can be added such as blue, green, violet, grey, red, or orange. The footprint of single-pass printers is considerably larger than scanning mode printers, however the speed of single-pass printers justifies the large square footage because these printers are capable of printing up to 70 m/min.
MS Printing Solutions, a Dover company, was the first company to market a single-pass printer and has demonstrated leadership in this category. MS has installed 15 Lario machines worldwide, with the first installation in 2012. Italy-based Miroglio Group has three Lario machines. The printer has recorded print speeds of 72.6 m/min and is capable of printing 80,000 meters per day. The Lario printing sublimation paper can be printed at speeds in excess of 100 m/min.
Konica Minolta’s Italy-based digital printing research and development center houses the Nassenger SP-1, as well as a Nassenger 8 and 10. The Nassenger SP-1, featuring 1,024 channel heads with independent-drives, delivers both high-quality and high-speed digital prints. The variance in drop size, from 6 to 30 picoliters (pL), provides high-definition prints. When needed, the SP-1 model also is capable of printing with fairly good ink penetration from the face to the back of the fabric. Another notable capability of this printer is an automatic printhead maintenance system that consistently checks nozzles and allows for stable, high-quality printing and continuous production. In addition, device diagnostics and remote operation are possible through a network equipped with remote maintenance functions. To further decrease printer downtime, the Nassenger is equipped with a fabric wrinkle-detection function and concave printhead nozzle surface to prevent transport problems.
SPGPrint’s Pike printer has printing speeds of between 40 and 90 m/h depending on the desired print quality. Reactive, acid and disperse colorants can be used with the six-color machine. Each of the six colors has a dedicated Archer® print bar containing 43 printheads, giving a printing width of 1,850 millimeters (mm), a native resolution of 1,200 by 1,200 dots per inch (dpi), variable drop sizes from 2 to 10 pL, and a jetting frequency of 32 kiloHertz. The modular construction will accommodate models with up to nine colors. Wider versions of the Pike, up to 3.2 meters, also are planned. “We researched what users want in the next generation of digital textile printing technology and discovered that the essentials include solid blotches, fine geometrics and — above all — a robust industrial solution,” said Jos Notermans, SPGPrints’ commercial manager for digital textiles. “That’s what the Pike delivers, at high speed and with low, predictable costs.”
Specialization
While increased production speeds were in the spotlight at ITMA 2015, so too was the development, or in some instances the refinement, of printers for specialized markets such as grand-format printing; sublimation printing; printing/pretreatment systems; high-density fabric printers for carpet and fleece; product printers for sweaters, jeans and leather goods; and high-quality printers servicing the luxury market.
Grand-Format Printers
Grand-format ink-jet printers have the capability of printing widths of up to 3.2 meters with the primary market intended for printed sheeting and top-of-bed. Three companies produce grand-format printers: MS Printing Solutions; Italy-based EFI Reggiani; and Italy-based Durst Phototechnik AG. MS produces the JPK and Lario in a 3.2-meter print capacity. More than 100 JPKs have been installed worldwide over the past two years, and one 3.2-meter-wide Lario is installed in Turkey. EFI Reggiani makes The TOP printer in both 1.8-meter- and 2.8-meter- and 3.4-meter-widths. The TOP can be used with acid, disperse, reactive, sublimation and pigmented inks.
The Top printer from EFI Reggiani is available in both a 1.8-meter-and 2.88-meter-wide version.
Kornit’s Allegro
The Allegro from Israel-based Kornit Digital Ltd. uses a wet-on-wet technology to jet a pretreatment and seven-color set of Kornit’s water-based NeoPigment™ inks. The seven-color set consists of cyan, magenta, yellow, black, red, green and gray. The Allegro is equipped with 64 Spectra Polaris printheads, and an adhesive conveyer belt that synchronizes with the axial unwinding system, which has adjustable fabric width and tension mechanisms. With a printing width of 70.8 inches, the Allegro is capable of printing 300 m2/h in high-speed mode.
Zimmer’s Coloris3
Austria-based J. Zimmer Maschinenbau GmbH’s third-generation Coloris3 has the capability to vary the drop size from 10 to 240 pL making it well suited for printing fashion fabrics as well as fleece, towels and carpets. The Coloris3 printhead is based on Santa Clara, Calif.-based Fujifilm Dimatix Inc.’s Starfire technology, a robust and reliable head because of its circulating system. When used in conjunction with Zimmer’s ChromoJET pretreatment, and the SupraPRESS inline pretreatment application unit, good color penetration of terry towels, fleece, needlepunched products and carpets may be achieved. In May 2016, Zimmer will open a 2,000-square-meter (m2) technology center in Kufstein, Austria. The technology center will provide printing, technology evaluation and training.
Epson
At ITMA, Long Beach, Calif.-based Epson America Inc. showed its new dye-sublimation transfer printer system, as well as the collaborative Monna Lisa® line. Epson’s range of SureColor F-Series printers, equipped with MicroPiezo® TFP® printheads and loaded with Epson UltraChrome® DS1 inks, offer all new dye-sublimation ink technology.
In collaboration with F.LLI Robustelli S.r.l. and For.Tex S.r.l. both based in Italy, Epson showed the Monna Lisa series of printers. The Monna Lisa Vinci and Monna Lisa Evo Tre feature Epson Micro TFP printheads for high-precision printing with variable drop sizes from 3 to 6 pL. The Monna Lisa series of machines can accommodate 12 ink colors and can be used with Genesta® acid, reactive, disperse, pigment or sublimation-disperse inks. This robust printer’s image resolution is unmatched in the industry, and is used by companies that value print quality over print speed. “Our company was the first in Italy to produce a digital textile printer,” reported the company. “And via continuous development with our customers, Monna Lisa technology is being used by 85 percent of the printing companies serving the high fashion brands in Italy.” Epson recently opened a Textile Solution Center in Como, Italy, for the research, assistance, training and promotion of industrial textile digital printing. The center is a joint venture between Epson ink-jet technology and For.Tex.
Shima Seiki’s SJp-160 Flat-bed Printer is suitable for printing fabric too delicate or too difficult to feed through a roll-to-roll printing system.
Shima Seiki’s SJp-160 Flat-Bed Product Printer
Japan-based Shima Seiki Mfg. Ltd.’s SJp-160 is an eight-color flat-bed printer capable of product printing or printing on fabric too delicate or too difficult to feed through a roll-to-roll printing system. This second-generation textile-printing machine features a printing area of 1,600 millimeters (mm) by 2,400 mm. The SIP-160F2L was developed primarily to print knit products such as sweaters, dresses and scarves, but is also being used for products such as jeans, leather jackets and terry towels. A camera is available for accurate positioning of the CAD graphics and product to be printed. Both reactive dyes and pigment inks can be used to support different types of print applications. A stainless-steel Ricoh printhead features multidrop ink-jet technology that rapidly deposits many drops of ink in different tones in a single pass, permitting subtle gradations at high levels of productivity. In addition, the printing head can be raised or lowered to allow printing on fabrics with 3-D textures
Shima Seiki also makes pre-treatment and finishing equipment for a full solution product printing system.
The MTEX Mini-Lab
The new Mini-lab from Portugal-based MTEX Solutions S.A. comprises a coater, steamer, washer and dryer that when coupled with a digital textile pigment, acid or reactive printer, will produce 1 m2 samples accurately in a controlled, professional environment. The entire workflow takes between 20 and 30 minutes depending on the dye type and length of time in the steamer.
“This is one of the most important launches into the industry this year as it will offer textile printers an extremely easy and cost-effective way to produce samples on their own equipment to the highest professional standard without having to compromise on any part of the textile printing workflow,” said Eloi Ferreira, CEO, MTEX Solutions. “We have invested months of research and development into this solution, proven our determination and commitment as a company to truly digitize the whole textile printing process, from sampling, through to coating, printing, steaming, washing and drying.”
Printheads
The vast majority of digital printers on display at ITMA 2015 utilized piezo-based printheads with companies such as Epson, Fujifilm Dimatix and Konica Minolta, as well as three Japan-based companies — Kyocera Corp., Ricoh Co. Ltd. and Seiko Group — dominating the textile ink-jet printing market. Performance differentiators between the various printheads include variable drop size capability, the range of variable drops, firing frequencies defining the speed at which the heads can deliver color to the substrate, and the printhead’s size and number of nozzles. The Kyocera head currently is enjoying the major market share for higher-production printers with installations in MS and Reggiani machines. This printhead has a very high jetting frequency enabling fast printing, and a large printhead measuring 10 centimeters (cm) in length that accommodates more than 2,500 nozzles. Kyocera’s printhead has a native resolution of 4 to 19 pL, with integrators such as MS generating drop sizes of up to 72 pL through its drop placement strategies. The Ricoh Gen 5 printhead reportedly is featured on the Durst machines. With a 9-cm-width and 1,280 nozzles per head, the Ricoh Gen 5 printhead is somewhat smaller in size than the Kyocera head. The drop sizes range in from 7 to 35 pL.
The Fujifilm Samba head is used by SPGPrints in its single-pass Pike machine. Fujifilm Samba printheads incorporate a recirculating ink channel system that prevents ink clogging. Featuring Archer technology, a highly accurate print-bar technology, the printheads can jet accurately across a distance much greater than other heads currently widely used in textile digital printing applications. The jetting accuracy of the printheads allows the plates to be positioned 4 mm away from the print substrate, greatly reducing the risk of a head strike. SPGPrints offers a unique arrangement in conjunction with Pike® inks, in which the customer initially will receive a number of spare heads and any faulty heads returned will be replaced free of charge for a period of two-and-half years. Employing MEMS technology, the Samba printhead has a drop size range of 1 to 10 pL and is a larger head with 2,048 nozzles.
The Konica Minolta printhead is featured on the Konica Minolta Nassenger machines. It is a large head with 1,024 nozzles, capable of printing up to eight drop sizes as employed in the Nassenger machine.
The Seiko head was not identified in any of the printers, but has been used in the past by system integrators such as Zimmer. It is a medium-sized head with large variable drop size capability of up to 84 pL.
Epson’s new Type-T2 printheads are specially designed to be used with Genesta textile inks. The head has a total of 1,440 nozzles arranged in eight rows of 180 each. Thus, a single printhead is able to simultaneously print in eight different colors at a resolution of 180 dpi; or, alternatively, in four different colors at a resolution of 360 dpi. Another important feature of the new printing heads is their variable dot size, which makes it possible to choose from between levels of color dot heaviness from 3 to 6. The use of these new heads on the Monna Lisa thus allows not only an extraordinary increase in production speed, but also a significant increase in print quality.
Colorants: Pigments
Pigments developed for ink-jet printing typically have a smaller printable range of colors or color gamut, and lower wash- and wet and dry crockfastness. However, ink-jet pigments offer an advantage in that the ultraviolet resistance is higher; and the printed fabric typically does not require post washing, which saves time, money and resources. Improvements in dye chemistry for colorants and pretreatments has led to larger color gamuts, improved hand of printed fabric and improved runnability. A number of notable pigment developments were shown at ITMA.
Three companies — MS Printing Solutions; Milwaukee, Wis.-based Sensient Technologies Corp.; and Kiian Digital, a brand of Italy-based JK Group S.p.A. — launched pigments developed for the high-speed Kyocera heads.
Kiian’s Digistar K-Choice series consists of a CMYK set plus an additional six colors — orange, blue, violet, green, gray and red. MS Printing Solutions’ Pigmento CMYKRB set was demonstrated in a JPK printer during ITMA, and exhibited excellent runnability.
Other new pigment launches included Velvet Jet from Bordeaux Digital PrintInk Ltd., Santa Clara, Calif.; Onyx™ metallic decorative ink-jet inks from Xennia Technology Ltd., a Sensient company; and Fujifilm Imaging Colorants’ Pro-JET TX pigments.
Velvet Jet’s Eden latex inks were developed for piezo drop-on-demand wide-format textile printers, and are available in CMYK and light cyan and light magenta. Developed for Epson DX printheads, the colorant is made up of a pigmented water-based polymer dispersion capable of direct printing onto cotton, polyesters and blends as well as transfer printing onto polyester and polyester blends.
Another notable development was Wichita, Kan.-based DuPont’s Artistri® PK2600 inks developed for cotton textile roll-to-roll printing on EFI Reggiani printers. The new inks offer color and hand comparable to reactive printing, and excellent fastness performance without steaming or washing production steps that hinder turnaround times. “When two market leaders come together to collaborate on a high-growth area of technology as important as pigment inks for roll-to-roll printing, it’s a powerful combination,” said Ted Zhi, textile market segment leader, DuPont Digital Printing. “We expect the new DuPont Artistri PK2600 inks and the innovative printing process developed by EFI Reggiani will considerably enhance the role of pigment inks for high-speed digital printing applications in the future.”
Colorants: Dyes
Reactive, acid and disperse dyes developed for ink-jet printing traditionally have excellent fastness, runnability and color gamuts. Significant new ink-jet dye developments shown at ITMA included:
Japan-based Mimaki Engineering Co. Ltd.’s two fluorescent inks for its TS300P-1800 ink-jet textile printer, and India-based Kothari Info-Tech Ltd.’s high-energy disperse fluorescent inks for direct printing on polyester fabrics;
Switzerland-based Archroma’s Inkpresso® system developed in conjunction with Switzerland-based Ink-Situ AG, which claims to eradicate the costly problem of expired inks by providing colorant in powder form that can be stored and mixed on demand by the printing facility;
Singapore-based DyStar Singapore Pte. Ltd.’s first-to-market Jettex® vat inks; and
Singapore-based Huntsman Textile Effects’ Novacron® XKS HD reactive inks that are specifically designed to deliver deeper shades, particularly black with a significant increase in depth, and are suitable for use with Kyocera printheads.
Jettex vat inks are commercially available in a CMYK set. However during the second quarter of 2016, the company plans to release eight additional vat colors to increase the CMYK color gamut, followed by five colors developed for the military camouflage market expected to be commercially available during the fourth quarter of 2016.
Developments such as the Inkpresso system may further improve sustainability benefits of ink-jet printing. “A major component of ready-mixed inks is water,” said Rainer Roesch, head of global business development, Archroma Textile Specialties. “This, however, leads to higher transport costs, increasing environmental impact and reduced shelf life. The Inkpresso system enables mixing of the required ink on site and on demand.” The main component of the system is the Inkpresso Ink Formulation Unit (IFU), where eight color modules are available.
Pretreatment
England-based Technijet Ltd. showed its unique pretreatment technology. Swiftjet, a compact model meant to work in-line or separately from the ink-jet printer, uses a spray rather than pad application of pretreatment. Varying the spray drop size enables the pick-up and amount of pretreatment to be changed based on the substrate. The spray application, while allowing precise control for flat woven and knitted fabrics also is suited for pile fabrics that may be crushed during a padding process.
Lubrizol Corp., Wickliffe, Ohio, showed two new pretreatment technologies that dramatically improve digital print quality of pigmented and direct dye sublimation inks for textiles. PrintRite™ DP 300 Series pretreatments are waterborne formulations that extend the pigment color gamut by bringing the colorant closer to the fabric surface and preventing ink migration. The pretreatment provides more vivid colors, darker blacks, sharper definition, and excellent wash durability, without affecting the fabric hand. “It’s truly a whole new wow factor for digital textile printing,” said Kelly Lawrence, global marketing manager, Lubrizol Performance Coatings. “Our new PrintRite DP 300 Series pretreatments are transforming digital textile printing by enabling completely new levels of performance. And perhaps the best part — due to the excellent adhesion of ink to substrate via the pretreatment, a topcoat is not necessary, so there is very little change to how the fabric feels to the touch.”
Digital Printing Outlook
The development of ink-jet printing machines has reached a level of performance that meets market needs in terms of printing efficiency and speed. While single-pass printers offer speeds and prices that are competitive with rotary screen printing, class 1, 2 and 3 printers often meet the needs of sampling, prototyping and specialty print markets. Research and development in machine technology such as variable drop sizes in printhead, fabric handling, nozzle failure and fabric wrinkle detection systems as well as chemistry developments in colorants and pretreatments have improved printing efficiency, lowered costs and increased color gamuts. For successful implementation of this technology, research and development should shift to pre- and post-chemistries with a focus on water and price reduction; and supply chain management with a focus on substrate development.
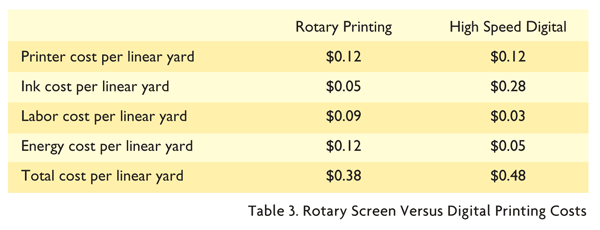
Based on data collected on reactive high-speed digital printing, costs now are comparable to rotary screen printing. Table 3 shows a comparison between screen printing and digital printing costs when printing the same image file. The costs of the 12-color design was compared using a rotary screen printing machine and the Lario single-pass digital printer from MS Printing Solutions. While this comparison doesn’t represent all types of prints, it does give a snapshot of real costs possible when converting from rotary screen to digital printing. Data from the table indicates that ink costs are higher for digital printing, while labor and energy costs are lower. Reactive inks, one of the first colorants developed for digital printing, range in price from $25 to $50 per liter, while pigments range in price from $50 to $90. It should be noted other advantages of digital printing that come into play include a no-cost impact for small run sizes for, as well as a no-cost penalty for number of colors. Other advantages of digital printing include reduced environmental impact, and higher uptime of the printer because of no screen changes.
Editor’s Note: Dr. Lisa Parrillo Chapman is an assistant professor at Raleigh, N.C.-based North Carolina State University’s College of Textiles, Department of Textile and Apparel, Technology and Management.
WAKAYAMA, Japan — May 23, 2016 — Leading computerized knitting machine manufacturer SHIMA SEIKI MFG., LTD. of Wakayama, Japan will participate in the ITM Texpo Eurasia 2016 exhibition in Istanbul, Turkey in June.
A prominent market for SHIMA SEIKI computerized knitting machines with both an established export base to Europe as well as a growing domestic market, Turkey is proving to be a high-potential market for the company’s WHOLEGARMENT® knitting technology.
Accordingly at ITM 2016, SHIMA SEIKI will exhibit a wide range of its products, including new proposals in seam-free WHOLEGARMENT® knitting technology that offers an alternative to labor-intensive manufacturing in Turkey and other inter- national markets. Featured is the flagship MACH2XS WHOLEGARMENT® knitting machine with original SlideNeedle® on four needle beds and spring-loaded moveable sinkers, as well as the compact SWG091N2 for producing smaller WHOLEGARMENT® items and accessories. Novel proposals in knit-weave hybrid fabrics will be made on a pair of SRY machines featuring specialized loop presser beds. The SVR workhorse series, touted as the industry benchmark for shaped knitting, will be shown in a variety of gauges, while the SSR series offers industry-leading technology in an eco- nomical package. SCG122SN will round out the flat knitting machine lineup with specialized coarse gauge knitting. SHIMA SEIKI’s SIP-series inkjet printing machine will also demonstrate high-speed high-quality printing directly on fabrics and even finished goods.
Demonstrations will be performed on the SDS-ONE APEX3 design system that is at the core of the company’s “Total Fashion System” concept. With comprehensive support of the knit supply chain, APEX3 integrates every stage from plan- ning and design to machine programming, production and even sales promotion into one smooth and efficient workflow. Photo-realistic simulation capability allows Virtual Sampling to minimize the need for actual sample-making, effectively reducing time, material and cost while increasing presentation quality in the sampling process.
The wide variety of weaving machinery on display at ITMA allows manufacturers to create basic products through to on-trend niche fabrics and 3-D structures.
By Dr. Abdel-Fattah M. Seyam
The weaving and weaving preparation stands at ITMA 2015 were extremely busy throughout the entire show. The event can mainly be characterized as one that illustrated the benefits of previously developed weaving technologies, but there were some new developments in weaving and weaving preparation technologies.
Tying-In And Drawing-In
Germany-based Groz-Beckert KG continued to establish its presence in the drawing-in and tying-in machinery market. The company exhibited its WarpMaster automatic drawing-in machine that draws warp from a single yarn package followed by a tying-in process. Using this approach, the setting time for the weaver’s beam behind the drawing-in machine is eliminated; the use of one yarn is less complex; and the drawing-in speed is higher than drawing-in from a warp beam, especially when the warp contains different yarns of different sizes and properties. The WarpMaster is designed to occupy a minimum footprint and requires only simple training. The machine is equipped with computer system with touchscreen user interface with operator guided visualization.
Groz-Beckert showed different versions of its KnotMaster automatic tying-in machines for different warp types that are capable of double-end detection from leased or unleased warps. They also are equipped with a warp end break detection system.
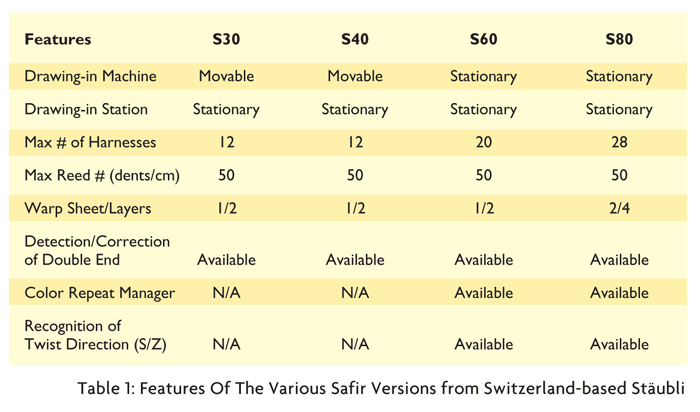
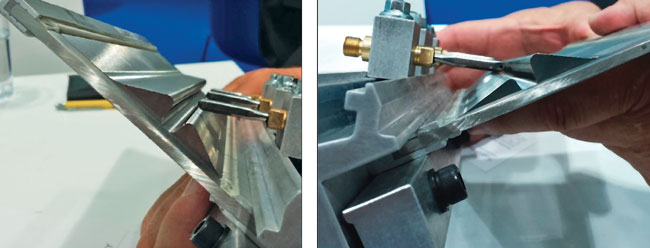
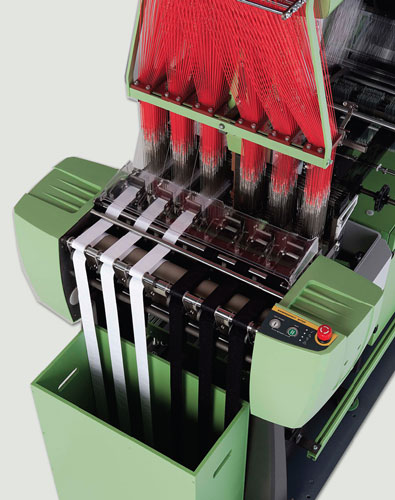
Switzerland-based Stäubli International AG exhibited its Safir, which combines the Delta automatic drawing-in machine and the Opal automatic leasing machine. The Safir S80 was introduced for the first time at ITMA 2007 and was shown also at ITMA 2011. At the most recent ITMA, the company revealed the Safir S60. The machine already was commercialized before the show and is being used successfully in weaving mills.
Recognizing the different wants for different fabric types, Stäubli offers a range of Safir versions — the S30, S40, S60 and S80. Safir machines can handle leased or unleased warp sheets. Unleased warp sheets save time at the indirect warping process stage and eliminate the lease post direct warping process. Safir S60 and S80 machines are equipped with a color management system that detects and corrects the desired color sequence. The system also includes a storage area for keeping out of sequence yarn until it is needed; and recognizes yarn structure including twist direction, hairiness and yarn denier. When yarns of similar deniers are used and the thickness measurement is not accurate, force measurement may be used to differentiate between yarns. Table 1 illustrates the features of the different Safir versions.
It is worth mentioning that the Safir S30 and S40 drawing-in machines are movable and can be used to service two drawing-in stations, which saves the preparation for the drawing-in setting time. The setting at the spare drawing-in station is handled while the drawing-in is conducted at the active drawing-in station. In general, the setting time for preparation for drawing-in may be longer than the drawing-in process itself, and thus having two drawing-in stations is almost equivalent to having two stationary drawing-in machines along with their drawing-in stations. The S30 and S40 machines are suitable for plants requiring frequent style change and/or a high number of weaving machines.
Woven Sample Production
Global competition requires continuous innovation and product development, which in turn requires samples and prototypes for evaluation prior to production. Traditionally, woven fabric producers used wide production weaving machines to produce small samples. This method leads to a loss of production and significant raw material waste. To overcome this problem, machine manufacturers have developed weaving equipment dedicated to sample and small order production.
Taiwan-based CCI Tech Inc. specializes in sample warpers, sizing winders and dobby weaving equipment. At ITMA 2015, the company showed a broad range of its sample machines including the Mini Lutan sample warper, which is a smaller version of the Lutan v3.6 — which produces warps with lengths of 11 to 200 meters — and the Lutan v5.0 — which produces warps with lengths of 15 to 500 meters. The Mini Lutan offers automatic color change with leasing at the beginning and end of a warp and is capable of producing warps up to 30 meters in length.
CCI Tech also showed a single rapier jacquard sample weaving machine in two versions — the Evergreen J500 and J900 capable of weaving fabrics in widths of up to 500 and 900 millimeters (mm), respectively. The company also exhibited a single rapier terry sample weaving machine in two versions — the Evergreen 500 and 900 capable of weaving fabrics of widths of up to 500 and 900 mm, respectively. Its sample machines are supplied with integrated controllers and CAD systems with a user-friendly interface for weave and pattern creation.
Weaving
Germany-based Lindauer Dornier GmbH exhibited a total of six rapier and air-jet weaving machines — four on its own stand, one at the Stäubli booth and one on Belgium-based Bonas Textile Machinery NV’s stand — weaving a diverse range of fabrics for apparel, home textiles, and industrial textiles. One of Dornier’s highlights is the new generation positive rapier P2 Type TGP 6/S G18 machine, which soon will be commercialized. It was shown weaving heavy construction filter fabric from a two-beam polypropylene (PP) monofilament warp in a width of 320 centimeters (cm) at 240 picks per minute (ppm), or a filling insertion rate (FIR) of 770 meters per minute (m/min). The features of the P2 model include 5 tons or 5,000 kilograms (kg) of beat up force that is required for heavy tight fabrics, a separate SyncroDrive motor for dobby, electronic let-off motion and electronic take-up motion.
Dornier’s P2, TGP 6/S G type rapier weaving machine with a nominal width of 320 centimeters was weaving a high-density filter fabric during ITMA 2015.
The company showed three P1 rapier machines weaving upholstery and womenswear fabrics, as well as carpet and tapestry using a Bonas jacquard mounted directly on the loom frame with a separate drive.
Two A1 air-jet machines were shown weaving menswear and seamless air-bag fabric using a Stäubli jacquard featuring a separate drive. Mounting the jacquard directly on the loom frame eliminates a massive gantry and hence the need for a high ceiling. The separate jacquard drive eliminates the complex coupling of the weaving machine and jacquard head — a trend that was pioneered by Stäubli.
Germany-based GITEC Grosse Internationale Technologie GmbH (Grosse) continued to expand the application of its Unished 2 jacquard machines. At ITMA, the Unished 2 was shown on a Japan-based Tsudakoma Corp. water-jet machine weaving a seamless side air-bag fabric from a high tenacity polyamide yarn provided by Wichita, Kan.-based Invista. The 12,672 warp yarns were individually controlled using actuators. The water-jet machine was running at 700 ppm over a width of 280 cm for a FIR of 1,960 m/min.
Italy-based Itema S.p.A. showed six of its rapier and air-jet weaving machines producing a range of fabrics for apparel, home textiles and technical textiles. Two of the machines belong to the new generation R9500 rapier machines. One model, the R9500p, was weaving a 180-centimeter-wide denim fabric at 750 ppm using a Stäubli 3060 dobby; and the R9500terry was shown weaving terry towels over a width of 234 cm at 550 ppm using a 2,688 hook Stäubli jacquard with independent drive. Two additional R9500 machines were demonstrated at Itema’s headquarters showroom — one was weaving a 520-cm-wide coating fabric using a Stäubli 3020 dobby; the other was weaving a 271-cm-wide seamless air-bag fabric using a Stäubli LX 3202 jacquard. The features of the new R9500 include: a sturdy frame for low vibration at high speeds a reduced footprint; beat-up motion with high force; quick style changes such as quick beam release and single support template for quick change if needed; harnesses are closer to the reed for quick shed formation and increased speed; longer beat-up stroke allowing high beat-up force; and separate electronic let-off and take-up motions.
Italy-based P.T.M.T. S.r.l. (Panter) showed six machines at ITMA 2015 — two Maxi, two Hercules and two Unirap — weaving versatile fabrics for apparel, home and technical textiles. The Unirap machines are single positive rapier. At the show, a Unirap 160, which is in the prototype stage, was weaving fabric using 3-mm-wide PP tape in the warp and weft directions with a side withdrawal weft feeder with a rotating package to keep the tape flat without adding twist.
The weft feeder is a Panter development that is comparable to Greenville, S.C.-based Izumi International Inc.’s WF-510 no-twist weft feeder, which is capable of handling tapes and fiber tows of up to 20 mm wide. Izumi indicated that its weft feeder is limited to 1.7-meter-wide machines running at maximum speed of 300 ppm.
The other Panter machine on display at ITMA was the Unirap J 190 shown weaving upholstery jacquard fabric. The advantages of a single rapier include elimination of weft transfer and associated mechanical settings, elimination of weft tension variation during transfer, and the ability to weave virtually any type of weft yarn. However, the weaving speed and FIR of single-rapier machines are much lower when compared to double-rapier machines.
The two double-rapier Hercules machines — one Hercules 320 and one Hercules 550 — were shown weaving technical textiles for filtration and geotextiles respectively. Hercules machines offer quick changes of 20 to 30 minutes from positive to negative rapier — a Panter specialty; the ability to handle a variety of weft yarns with linear density ranging from 10 decitex (dtex) to 48,000 dtex; and high beat-up force up to 10,000 Newtons per meter or about 500 kg for a 5-meter-wide machine, which allows construction of tight fabrics for industrial applications.
One double-rapier Panter Maxi 190 machine was weaving shirting fabric, and a Maxi 230 was demonstrated weaving fancy a womenswear fabric. The MAXI 230 is able to handle a broad range of weft yarns from drastically different yarn types.
Belgium-based Picanol Group exhibited a total of 12 air-jet and rapier machines — 10 machines at its own booth and two machines at the Bonas and Stäubli booths. The machines were demonstrated weaving a range of fabrics including shirting, denim, terry, heavy filter, lining, automotive and intricate patterned jacquard fabrics. Picanol introduced the OptiMax-i rapier, TerryMax-i rapier and Terryplus Summum air-jet machines with new and improved features.
The OptiMax-i machines are available with width range of 190 to 540 cm, which competes with projectile widths. One OptiMax-i 4-P 540 was running at 280 ppm with a warp width in reed (WIR) of 491 cm — 1,375 FIR — producing a technical textile fabric.
Picanol Group’s OptiMax-i 4-P 540 is suitable for technical textile fabrics.
Picanol introduced a new development in rapier design termed Free Flight Positive Gripper (FPG). In traditional rapiers, grippers are opened and closed mechanically by fingers located at the transfer area. The timing of the opening and closing of the grippers is set and fixed before weaving. This poses a challenge when using different filling yarns that require different timing. In such situations, the timing of opening and closing the grippers must to be optimized to work with the different weft yarns, a matter that requires time and leads to a loss of production. The opening and closing of the FPG rapier grippers are controlled electronically and can be timed differently for each filling type, which provides new opportunities to mix virtually any combination of filling yarns in the same fabric. At ITMA, the FPG was introduced on the new OptiMax-i 8-J 190 machine weaving an intricate jacquard pattern with variety of weft yarns supplied from eight different feeders. While Picanol successfully demonstrated the FPG technology at the show, it is not yet commercialized. It is worth mentioning that in this set up, a PES tape was fed from stationary package —over-end withdrawal — which caused the tape to twist. Zero twist in this case was not a requirement. If zero twist is required, a second weft feeder is used to remove the twist from the tape prior insertion. The approach of using two weft feeders for tape insertion provides high speed and productivity compared to using a side withdrawal technique.
Picanol also showcased an improved version of its pick repair automation (PRA) for air-jet machines. The new PRA II Plus is available on Omniplus Summum machines and also can be installed on previous Summum machines. A rotating pneumatic clamp with suction chamber is used on the PRA II Plus to extract the defective weft in less than 15 seconds, which is much faster than the previous-generation model.
Picanol also introduced an air-jet machine system that eliminates the catch cord at the right side of the machine, which reduces raw material waste. The system features a ring jet suction device to hold the newly inserted weft yarn, then the filling is caught by clamps mounted on the reed holder that brings the yarn to the fell of the cloth where it is cut. Then the cut portion is taken by air suction to a waste container. Advantages of this system include elimination of the catch cord/selvage, catch selvage package and its holder, and catch selvage waste handling system including guides, drive, and can; and improved filling waste recyclability because it is not mixed with a different material used in the catch selvage provided that one type of fiber is used.
In addition, Picanol showed an improved Adaptive Relay Valve Drive (ARVD) named ARVD II Plus. In this system, each relay valve is individually controlled, which shortens the blowing time of relay nozzles. Depending on filling yarn type, the ARVD II Plus reduced the air consumption by up to 20 percent compared to 7 percent for ARVD and 12 percent for the ARVD Plus. The ARVD II Plus is available on the Omniplus Summum and Terryplus Summum air-jet machines.
Italy-based Trinca specializes in shuttle and shuttleless weaving machines with customized features based on the end-product requirements. At ITMA, Trinca showed a Fastrong T.E.M.2AR.3200 double rigid rapier machine for the first time weaving filter fabric using polyester monofilament warp and weft yarns. The machine features a rotary dobby shedding motion with individual harness control of between 2 and 52 harnesses with the option of open or closed shed, separate drives for let-off and take-up, variable speed up to 250 ppm, maximum beat up force of 3,000 deca N/m, maximum warp tension of 2,000 deca N/m, three roller take-up and warp tension monitored at four positions to maintain fabric and warp tension at desired level. These features make the machine suitable for a heavy fabric.
Japan-based Toyota Industries Corp. showed new JAT 810 air-jet machines, which evolved from the JAT 710 machine. Four JAT 810 machines were exhibited weaving side-by-side bath towels at 850 ppm/2,270 m/min FIR; 170-cm-wide fancy corduroy at 1,200 ppm/2,040 m/min FIR; 190.2-cm-wide gingham shirting at 1,000 ppm/1,902 m/min FIR; and a 312.4-cm-wide pintuck curtain fabric at 700 ppm/2,187 m/min FIR. The company continues to develop its E-Shed individual harness control dobby shedding system. E-Shed is incorporated in Toyota’s terry and wide machines, which offers flexibility in the number of harnesses based on a customer’s requirements. This is a feature that cannot be found in traditional dobby motion with a fixed number of harnesses.
Comparison of the traditional reed profile (left) and JAT e-Reed (right) from Japan-based Toyota Industries Corp.
In terms of air consumption reduction, Toyota engineered a new relay nozzle design with an optimized tapered angle for lower air pressure. The new profiled e-Reed also reduces air pressure. The JAT e-Reed was introduced at ITMA 2011 as prototype and now is successfully commercialized. The new design of the profiled reed allows the relay nozzles to be set closer to the reed as a result of reduction in dimension of the bottom portion of the reed wires. The closer setting makes the air blowing the weft yarn more effectively with less energy dissipation.
Toyota and Switzerland-based Uster Technologies AG introduced the jointly-developed ALPIN, a new adaptive control system that reduces air consumption and currently is in the prototype stage. In this system, Uster sensors are situated between the filling feeders and weft package to monitor filling yarn characteristics and airflow is adjusted accordingly.
Tsudakoma exhibited a new prototype air-jet machine identified as Concept Model-190-2C-S4 running at 2105 ppm while weaving a 159-cm-wide pongee fabric. The FIR was 3,204 m/min, which was the highest weaving rate demonstrated at ITMA 2015. Such a high FIR was attained by using lightweight carbon materials for the harnesses and main shaft; incorporating a slow start/stop to absorb impact and avoid damage to loom parts, yarns and fabric; crank shedding motion; and fabric construction. While the machine is attractive in terms of productivity, it is limited to plain weaves and palin weave derivatives.
Tsudakoma also exhibited the ZAX9200i Master air-jet loom, which is an upgrade of the ZAX9100 professional machine. This version possesses wider versatility according to the company. It offers various shedding motion systems; robust let-off and take-up enables weaving fabrics of varying tightness; and twin auxiliary main nozzles allow thick weft yarn insertion. Tsudakoma reports the machine can run at higher speed and consumes less power using a reduced beat-up stroke because the harnesses and reed are situated closer to the cloth fell, and a lighter hollow reed holder is used. The reduction in air consumption is achieved by using new profiled reed design and new patent-pending Auto Jet Control (JC-S), which controls relay nozzle blowing time. The machine was weaving an intricate 313-cm-wide jacquard fabric for interior applications at speed of 850 ppm/FIR 2,660 m/min. The FIR demonstrated at ITMA is a record for jacquard weaving.
Jacquard Carpet Weaving
Schönherr Carpet Systems, a Stäubli business unit, showed its new Alpha 500. Features include width of up to 5.3 meters; ability to construct high piles of up to 14 cm; high warp density with reed up to 120 dents per cm; and up to 12 weft feeders. The Alpha 500 machine exhibited at the show was producing a carpet with 3,000,000 points per square meter/7,620 points per square inch. The Alpha 500 Leantec version is capable of producing carpets for printing and artificial grass. In addition to the jacquard head, the Unival 500 dobby with individual harness control is available for the formation of the ground weave. The Alpha 500 is equipped with two individually controlled ground beams for ground warp. The beams are located and designed to be changed from the side while the pile warp is threaded.
3-D Fabric Formation Using Jacquard Shedding
At its booth, Stäubli displayed 3-D fabric samples featuring high-performance fibers to demonstrate the capabilities of jacquard weaving. The samples were woven on the TF20 weaving machine from the company’s Technical Weaving System (TWS) division.
The samples included stitched multilayer fabrics; 3-D orthogonal fabrics; spacer fabrics; 3-D variable thickness fabrics that were net shaped; and unstitched/stitched double cloths for the insertion of equipment, or electronic or ceramic plates for ballistic protection. These woven forms are suitable preforms for composites, soft and hard body armor, embedded electronic textiles and sensors, among other applications.
Belgium-based NV Michel Van De Wiele highlighted a variety of products at ITMA 2015, including its more traditional carpet products as well as machines for technical textiles and 3-D fabrics such as spacer and stitched/unstitched multilayer fabrics. According to the company, the VSi42 distance weaving machine in conjunction with the Bonas H3D offers many options for technical textile structures.
Narrow Weaving
Switzerland-based Jakob Müller AG — the largest manufacturer of narrow weaving, knitting and crochet machinery since acquiring Italy-based Comez S.p.A. — highlighted two narrow weaving machines at ITMA — the NHJM2 53 and the NH2 53.
Switzerland-based Jakob Müller AG’s NHJM2 53 narrow weaving machine
The NHJM2 53 6/42 z4 version shown at ITMA was equipped with an electronic jacquard shedding system driven by individual motors, eight-harness electronic dobby shedding system with individual harness control, individually controlled filling feeders, and six heads to form up to six tapes simultaneously each up to 40-mm-wide. At ITMA, the machine was running at 1,000 cycles/minutes/2,000 ppm producing elastic tape with hidden lettering that appears when the tape is stretched.
A NH2 53 6/27 S2 SNO2B model needle loom also was demonstrated at ITMA. It is equipped with six heads to form up to six tapes simultaneously each up to 27-mm-wide, 16-harness dobby shedding motion with individual harness control, and electronically controlled filling feeders and fabric take-up. The machine was weaving gift ribbon with woven-in cords termed “easy bow” — so-called because of the bow’s easy formation by simply pulling on the cord. The machine was weaving six 22-mm-wide tapes at 1,000 cycles/minutes/2,000 ppm using PES monofilament, Lurex gold and silver tapes and PES monofilament filling yarn.
Trends
ITMA technologies focused on the capabilities of jacquard weaving for the growing area of 3-D fabrics for automotive, aerospace, defense, and embedding electronic devices.
Individual drive for jacquard and dobby, pioneered by Stäubli, is becoming the trend. Installing the jacquard directly on the loom frame to eliminate the massive gantry and need for high ceiling, which was initially implemented by Grosse, also is becoming the norm with the jacquard head dimensions matching the weaving machine width. Stäubli’s individual harness control of dobby shedding motions also is being explored by other companies.
This ITMA reinforced that multiphase weaving has disappeared, marked the disappearance of projectile weaving technologies and continued the shuttle weaving comeback from Mageba. While shuttle weaving has been limited to a small number of applications such as for tubular fabrics used in medical arteries, fire hoses, endless belts and hydraulic hoses, these end uses are very specialized and profitable niche markets.
Editor’s Note: Dr. Abdel-Fattah M. Seyam is a professor at Raleigh, N.C.-based North Carolina State University’s College of Textiles, Department of Textile and Apparel, Technology and Management.
Farm/garden overalls from Rosies Workwear for Women
San Luis Obispo, Calif.-based Rosies Workwear For Women has introduced farm/garden overalls to its product line. One product was added to the industrial workwear line and features a water-resistant finish, and a second style is a feminine-cut denim overall.
Baltimore-based Under Armour has partnered with The University of California, Berkeley, in a 10-year agreement. Under Armour will design and supply footwear, apparel and equipment for the athletic department’s men’s and women’s sports, and also will provide internships, employment opportunities, charitable partnerships and exclusive product discounts.
Research Triangle Park, N.C.-based AATCC has published an updated online Buyers’ Guide featuring a new format. Additionally, AATCC now also offers a standard laundry detergent for use with high-efficiency washing machines — AATCC Standard Reference HE Liquid Detergent.
Dallas-based TissueGen® Inc. has earned ISO13485: 2003 certification. The company also moved production of its Elute® fiber to an ISO Class 7 cleanroom facility to comply with the Federal Drug Administration’s CGMP requirements for manufacturing a drug product.
Birmingham, Ala.-based Motion Industries Inc. has relaunched its website located at themotorspecialist.com. The redesigned site includes expanded resources for the electrical motor industry.
Westerly, R.I.-based George C. Moore Co. has been selected by Fruit of the Loom Inc. for the 2015 Supplier Innovation of the Year award and also as a Top 10 Supplier.
Private label wet wipes and coffee filter producer Rockline Industries, Sheboygan, Wis., is celebrating its 40th anniversary.
Valdese, N.C.-based Valdese Weavers has promoted Scott George to senior vice president, marketing and sales of the Valdese Weavers Contract division.
Bob Burns is celebrating 30 years with Top Value Fabrics, Carmel, Ind.
Parrish
Belgium-based Devan Chemicals has established Devan-US and appointed Kenny Parrish to lead the new venture as country manager.
Holz
Klaus Holz has extended his contract with Germany-based Trevira GmbH and will continue as CEO until the end of 2019.
Cuyahoga Falls, Ohio-based Americhem Inc. has named Kam Lui development specialist, nonwovens; and Greg Kern account manager, nonwovens.
Thomas Nasiou now is CEO of Switzerland-based Uster Technologies Ltd.Dr. Geoffrey Scott and Philip Mosimann have joined the Board of Directors as cochairs, and Koichi Ito succeeds Susumu Toyoda on the board.
Pendergrass, Ga.-based TenCate Geosynthetics Americas has named Lee Bryan global director of product supply, and John Henderson president.
The Crypton Companies, Broomfield Hills, Mich., and Nanotex® recently named Michael Grigat vice president of research and development, and Hardy Sullivan vice president of market development. In addition, John McMichael is the new business development manager for Nanotex in North America.
Adams
France-based Lectra has named Jason Adams president, Lectra North America, Atlanta.
Dr. Seshadri Ramkumar, professor at the Department of Environmental Toxicology and The Institute of Environmental and Human Health at Texas Tech University, is the recipient of the 2016 President’s Excellence in Commercialization Award.
Promats Athletics uses NET Systems’ Ultra Cross knotless netting made with DSM Dyneema’s Black Dyneema® fiber in ballpark installations that provide invisible protection to fans sitting closest to the action.
By Janet Bealer Rodie, Contributing Editor
This season, many major and minor league baseball fans are enjoying a new level of nearly invisible protection from foul balls and other such hazards, thanks to ballpark installations of extended netting systems made using the Netherlands-based DSM Dyneema’s Black Dyneema® ultra-high-molecular-weight polyethylene fiber.
Promats Athletics LLC, Salisbury, N.C., designs and installs the new systems using Ultra Cross Black Dyneema knotless netting manufactured by NET Systems Inc., Bainbridge Island, Wash.
The Ultra Cross Black Dyneema® knotless netting protective system does not interfere with the viewing experience at the Cleveland Indians’ Progressive Field.
Until recently, ultra-strong, -lightweight, and abrasion- and ultraviolet-resistant Dyneema fiber was available only in white and had to be coated if color was desired. However, coatings don’t stick easily to the fiber’s slick surface, and they eventually wear off. In response to customer requests, DSM developed a way to essentially dope-dye the fiber, and late last year debuted Black Dyneema, which exhibits the same performance properties as white Dyneema. According to Ken Giese, responsible for application development technical service, Commercial Marine & Sports, the company has seen enough demand for the black fiber to dedicate one production line to its manufacture.
“Black appears to be very popular,” Giese said. “We’re finding a lot of new applications and end-uses.” Giese noted performance apparel in addition to sports and fishing applications.
NET Systems is the exclusive US manufacturer of Ultra Cross netting, which has a four-strand braided construction. Since the 1980s, the company has supplied Ultra Cross to the fishing market, but over time, it has branched into aquaculture, sports, defense, entertainment and industrial markets as well. The braided netting is thinner, less visible and more durable than knotted netting, which is prone to failure at the knots.
Dan Oliver, president, NET Systems, described the Ultra Cross manufacturing process: “The Ultra Cross loom actually makes the braided net from the fiber stage. Because we’re dealing directly from the fiber stage, and because it’s braided, we’re able to maintain close to the original tensile strength of those fibers. This really became meaningful once we started using high-tech fibers.”
Promats — a manufacturer of protective padding, netting systems and other products for sports facilities — has an exclusive arrangement with NET Systems to supply Ultra Cross for the baseball stadium market, and also is installing such systems in football stadiums and college football training facilities.
Promats has installed complete Ultra Cross Black Dyneema systems at numerous MLB stadiums. “It’s a thinner, stronger material [than what was previously installed], and some people can’t even see it,” said Matt Cross, Promats’ general manager. “At Fenway Park, a gentleman said that he didn’t even think the netting was installed yet. But that’s our goal — to provide something that’s strong enough but that’s great on the eyes.”
For more information about Black Dyneema®, contact Ken Giese ken.giese@dsm.com; UltraCross, contact Dan Oliver dan@net-sys.com; and Promats Athletics, contact Matt Cross mcross@promatsathletics.com.
WASHINGTON — May 20, 2016 — Today, President Obama signed H.R. 4923, the American Manufacturing Competitiveness Act, into law.
Endorsed by the National Council of Textile Organizations (NCTO), H.R. 4923 reforms the process by which Congress will consider future Miscellaneous Tariff Bill (MTB) legislation. Through the MTB, Congress temporarily suspends or reduces tariffs on certain imported products not made in the United States to help American manufacturers reduce costs, create jobs, and compete in the global marketplace.
“We thank President Obama for signing this bill,” said NCTO President and CEO Augustine Tantillo.
“U.S. textile companies are anxious to start submitting requests for tariff relief as quickly as possible,” Tantillo continued.
“The MTB is essential to American competitiveness because U.S. textile manufacturers reinvest the duty savings to boost jobs and innovation,” Tantillo finished.
Posted May 20, 2016
Source: National Council of Textile Organizations (NCTO)
ROGERSVILLE, Ala. — May 19, 2016 — Custom Synthetic Fibers LLC announced today a new recycled polyester fiber plant will be operational in mid-summer 2016. The operation, located in Rogersville, Ala., is owned by a group of individual investors including the majority owners of Custom Polymers Inc., a plastics recycler and reprocessor based in Charlotte, and Custom Polymers PET LLC, a post-consumer PET bottle recycler, located in Athens, Ala.. The chief executive officer of Custom Synthetic Fibers is Joseph Ku, an experienced fiber industry professional.
The plant will operate out of an 80,000 square foot facility and will produce 40 million pounds annually of recycled polyester staple fiber for sale into a variety of applications including automotive, home furnishing, industrial, apparel and consumer goods. The facility is sized to allow for future fiber line expansion of an additional eighty million pounds. The operation will initially employ up to fifty individuals.
“We are extremely excited to announce the impending operational start-up of Custom Synthetic Fibers,” said Mr. Ku. “Our plant will produce high quality recycled polyester fiber by incorporating recycled polyester raw materials in an environmentally friendly and cost effective manner. Our state-of-the-art technology will enable our customers to benefit from fiber in various denier sizes to meet their stringent quality and consistency requirements.”
“The Rogersville area has welcomed us with open arms. We are very pleased to be a part of the Rogersville Business Park community,” Ku added. “I especially want to thank Governor Bentley, the Alabama Department of Commerce, the TVA and its local distributor Florence Electric, Mayor Herston and the Town of Rogersville, the Boards of the Shoals Economic Development Authority (SEDA) and the Shoals Industrial Development Committee and SEDA president Forrest Wright, SEDA vice president Susie Heard and their staff for their assistance.”