American FibersandYarns Looks AheadChapel Hill, N.C.-based American FibersandYarns Co. (AF and Y)
reports it has met the targets set by its financers and exceeded its own goals, including achieving
its year-to-date revenue and manufacturing goals. It also has expanded its customer base. Earlier
this year, AF and Y reorganized its debt and received significant financing from its majority
owner, Monitor Clipper Partners, Cambridge, Mass.The textile industry has been attempting to adapt
to the ever-growing import market, said Mike Apperson, president and CEO. We at AF and Y believe we
have an edge in our service, flexibility, yarn fiber technology development and enhanced color
services over foreign markets.
September 2002
American FibersandYarns Looks Ahead
DyStar To Acquire Remaining MDB Shares
DyStar, Germany, has agreed to acquire the remaining shares of Mitsui BASF Dyes Ltd. (MDB), Japan,
pending approval by the Japanese Fair Trade Commission.DyStars acquisition of BASFs textile dyes
operations in October 2000 gave it a 50-percent interest in MDB. Upon completion of the
acquisition, the Japanese textile dyes company will be integrated into the DyStar Japan
organization.Acquiring MDB and its production site in Omuta strengthens our market position and
competitiveness in Japan, said Alfred X. Rad, CEO, DyStar. It also expands our market leadership in
disperse dyes.
September 2002
RadiciSpandex Offers High-Temperature Resistant Fiber
RadiciSpandex, Fall River, Mass., has developed Type S 45, a multi-purpose elastane fiber
engineered specifically to resist the damaging effects of high-temperature dyeing.It is now
possible to dye blends of polyester and spandex to deep, dark shades without disintegrating the
elastane at the elevated temperatures needed to dye polyester.RadiciSpandex collaborated on the
project with the fabric converter Cyberknit. The New York City-based company said Type S 45 has
surpassed its expectations, allowing the firm to offer its customers the rich colors they have been
seeking in polyester microfiber/spandex blended fabrics.
September 2002
FloorTek Space Filling Up
FloorTek Space Filling UpExhibit space for FloorTek 2003 is filling up, according to Wanda Ellis,
executive director, American Floor Covering Alliance (AFA), Dalton, Ga.AFA expects 150 companies to
exhibit and hopes to have more than 3,000 attendees at the show to be held at the NorthWest Georgia
TradeandConvention Center in Dalton, April 22-24, 2003.The enthusiasm of this community truly
drives the continued success of FloorTek, and we are pleased to see so many companies signing up to
ensure their participation, said Ellis.
September 2002
Spectrum Elca Form Honduras Joint Venture
Spectrum Dyed Yarns Inc., New York City, has joined with Elasticos CentroAmericanos S.A. de C.V.
(Elca), Honduras, to form Spectrum Central America S.A. de C.V. The new yarn-dyeing facility is one
of the first investments by a U.S.-based textile company in the Caribbean Basin. It will provide
dyed cotton, polyester/cotton, filament polyester, spun polyester and nylon yarns to companies
located in Latin America, Central America and the Caribbean.With the combined technical expertise
and market knowledge of Spectrum and Elca, yarn dyed product will now become a sourcing reality
from vendors located in the area, said Doug Blanchard, president, Spectrum; and Juan M. Canahuati,
president, Elca; in a joint announcement. The market has been anxious for this to happen.The new
facility is scheduled to begin operations in the third quarter 2002.
September 2002
InterfaceAR Syndesis Strike Deal
InterfaceAR, Syndedis Strike DealSyndesis Inc., Santa Monica, Calif., has granted Grand Rapids,
Mich.-based Interface Architectural Resources (AR), a division of Interface Inc., exclusive use of
its Syndecrete® technology in the raised-access flooring market.InterfaceAR will use Syndecrete in
its TecCrete and TecFloor access flooring products, the first such products to use
Syndecrete.Syndecrete process technology, developed by architect David Hertz, utilizes hard carpet
waste as feedstock to create a precast, lightweight, cement-based composite. InterfaceAR will use
reclaimed carpet fiber from another company division, Interface Flooring Systems, in its flooring
panels. Topical colors can be applied to the surface of Syndecrete, giving InterfaceAR the
opportunity to create decorative, exposed concrete panels that are also functional. Santa
Monica-based investment banking firm C.Y.G. advised Syndesis on the transaction.
September 2002
China Planning The Future
China: Planning The Future
8th CITME draws global attention, while China’s developing economy and WTO entry cause concern
among U.S. textile manufacturers. With 2005 fast approaching and the global textile
landscape preparing for major changes in world trade, the China International Textile Machinery
Exhibition (CITME) 2002 is an opportunity to gain real perspective on Chinas plan for its future.
The 8th biennial textile machinery show will take place in Beijing, Oct. 15-19.
Chinas future establishes global trends in manufacturing, consumer prices, economic
development and political stability. Both championed and feared by many in the United States,
Chinas accession to the World Trade Organization (WTO) is thought to mark a positive shift for
China toward openness and individual freedom. Concerns remain, however, regarding the level of
openness that will be achieved compared with the competition, thought to be unfair, during the
coming years of transition.Time will tell, as the commitments negotiated by Chinas Ministry of
Foreign Trade and Economic Cooperation regarding opening markets are examined, and the WTO reviews
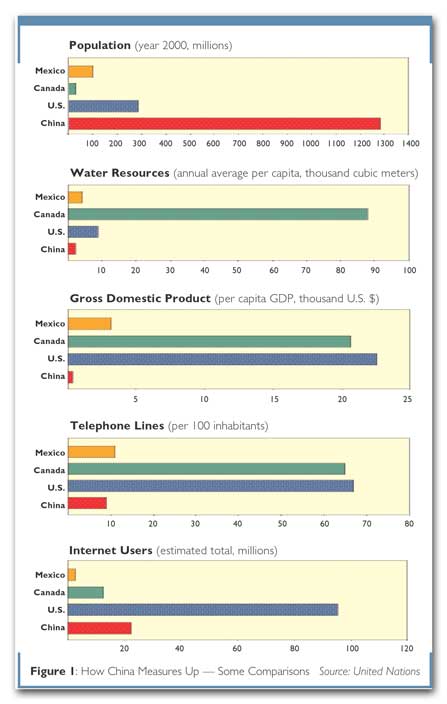
Chinas free-trade commitments.Chinas population in 2000 was roughly three times that of the United
States, Canada and Mexico combined (See Figure 1). The United Nations estimates there are
22,500,000 Internet users in China almost twice the number in Canada and ten times that in Mexico.
The United States is estimated to have 95,354,000 Internet users. These broad statistics, coupled
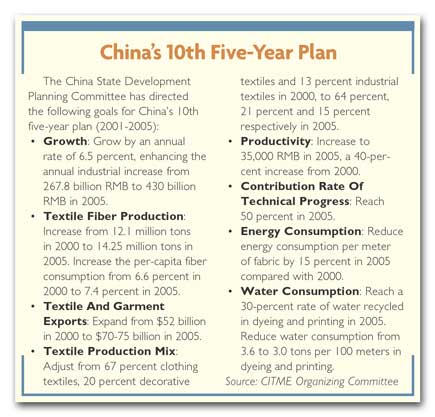
with the directives of Chinas 10th five-year plan emphasizing targeted investment and growth of the
textile industry, illustrate the very real potential for Chinas economic growth and global
influence. Textile Technology FlowThe Italian Association of Textile Machinery Producers
(ACIMIT), Milan, has observed strong trends in Chinas consumption of Italian textile equipment.
ACIMIT representative Mauro Badanelli stated, In 2001, the main markets for Italian textile
machinery were China, Turkey and the United States. However, while China continued to account for
an increasing number of Italian textile machines, with an increase of more than 100 percent in
2001, Turkey and the United States were subject to sudden downturns last year, due to a very
negative general economic situation.For many years, Chinese operators have been purchasing Italian
textile machinery. In 2001, weaving machines were largely requested (44 percent), followed by
spinning machines (32 percent), knitting machines (13 percent) and finishing machines (11 percent).
Analyzing the 1997-2001 period, we observe that the annual growth rate of the Italian exports
toward China was 11 percent. A higher annual growth rate was observed by sales of spinning
machinery (more than 28 percent), followed by finishing machinery (22 percent) and knitting
equipment (15 percent), Badanelli explained. Regarding the regional investment areas in China,
Badanelli stated, In recent years, some textile areas adjoining the Beijing and Shanghai zones have
emerged as potential markets for the Western manufacturers of textile machines. We refer to the
well-known provinces of Guangdong, Jiangsu, Shandong and Zehjiang, but also to the emerging markets
of Inner Mongolia, Liaoning, Shanxi and Xinjiang.When asked about the market focus of textile
investment and areas of development, Badanelli added, For example, in Jiangsu, the textile sector
is focused on wool treatment activity. In Inner Mongolia, the activity is mostly in cashmere and
wool production. In Guandong, the knitting industry is prevalent. Generally speaking, we observe a
growing attention paid by Chinese operators to man-made fiber production. Furthermore, in some
developed provinces (Jiangsu, Guangdong, Shanghai and Zhejiang), nonwoven fabric production
capacity increased enormously in recent years.How does Chinas appetite for technology compare with
the rest of the global textile machinery market Approximately 70 percent of the Italian machines
produced are exported, said Badanelli. In 2001, Italian sales abroad of textile machines involved
130 countries, as follows: Asia (37 percent); followed by the European Union (EU) (24 percent);
North America (10 percent); non-EU Europe (10 percent); Eastern Europe (8 percent); and Central and
South America (7 percent).When asked to look to Chinas future, Badanelli said, China will remain a
major market for the Italian textile machinery industry. The quota removals and the WTO entry of
China represent further steps in order to strengthen relationships among Italian manufacturers of
textile machines and Chinese textile operators.
German Textile EquipmentThomas Waldmann, managing director, VDMA Textile Machinery
Association, Frankfurt, reported, In the last decade, the Asian market has developed extremely
well. Nowadays, German manufacturers export some 30 percent of their machines in this region. Being
a textile giant, China surpassed even the United States and became the number-one country in 2001
for German textile machinery exports. Waldmann continued, European countries, such as Italy, Spain
and Turkey and the United States enjoy high reputation for quality products. Therefore, these
countries remain major markets for our member companies in the medium and long term. However, their
future development depends on adapting their strategy to the new developments in Asia.Echoing
ACIMITs observations on Chinas regional developments, Waldmann said, Traditionally, the eastern
part of China obviously [has been] at the heart of development. However, market players report
interesting developments in more remote areas, too. German manufacturers produce machines for all
aspects of the textile chain. All of these machines are heavily requested from Asian
countries.Waldmann added, A specific new development which [has been] going on for some years, and
seen especially in the United States and Europe, is nonwovens. There we had, in recent years,
double-digit growth rates for some nonwoven products. At the moment, we witness a strong
development of nonwoven textiles in Asia. We therefore predict similar growth potentials for
nonwovens in Asia.In our industry, the development of the Asian and Chinese markets is seen as a
positive development. Most member companies [have been] active in the Chinese market for many years
now. The importance of China has led some of the German manufacturers to establish local
manufacturing capacities or to set up service stations. On the other hand, the textile industry is
used to seeing ups and downs, in ever shorter cycles. There is no guarantee that China will be the
most important export market for our manufacturers in the forthcoming years. We recommend our
member companies not focus on Asia alone, but hold a strong foot in Europe and the United States,
as these are the markets which still generate the main innovations, Waldmann said.What should U.S.
textile manufacturers do to succeed in today’s marketplace, and beyond 2005 WTO quota removals with
China Waldmann replied, The 2005 WTO regime will result in more competition in the textile
industry. Whereas much has been written about the threat which Western countries might be facing
from the Asian region, it should not be underestimated that the Asian countries will face strong
competition between each other. This will open niches and new possibilities for American companies
in the future. “Remember that European companies had to adapt to new market situations years ago.
By concentrating on the new technical applications in the automotive and other industries, new
business sectors could be entered. Furthermore, in Europe we still have the traditional textile
industry which has specialized in high quality products, and finally, there are completely new
applications in the technical and nonwoven areas. We expect similar development in the U.S.
market. Other Associations AgreeClay Tyeryar, executive vice president, American Textile
Machinery Association (ATMA), Falls Church, Va., reported on behalf of its members that the
machinery manufacturers need to continue to provide competitively priced, distinguishable products
and look at new ways of doing business, participate in trade events such as CITME and ShanghaiTex,
focus on research and development of products, and apply know-how in order to influence market
focus.Lukas Sigrist, Ph.D., secretary general, Swissmems Textile Machinery Division, Zurich,
reported a clear shift to the Asian market with a focus on the Far East including China. Swiss
exports to Asia rose from 22 percent in 1998 to 38 percent in 2001.Evelyne Cholet, secretary
general of the Paris-based French textile machinery manufacturers association (UCMTF), concurred.
For nearly all the sectors of the French textile machinery industry, Asia now represents about
one-third of their sales China more specifically is always in the top five. Our main exports
concern spinning machinery, fiber processing, nonwoven lines, weaving equipment and finishing
machinery. The particularly active areas are Jiangsu, Zhejiang, Shandong and Yijian and coastal
areas from Hong Kong and Guandong.How will the direction of China effect the French manufacturers
Cholet responded, The business should increase after the removal of quotas. If China will respect
the WTO rules, no particular problem can be seen, and China could be considered as a normal market.
The main problem lies with regard to the intellectual property, a problem China cannot skip and has
to quickly solve by respecting the international regulations.
Intellectual PropertyThe abuse of intellectual property rights (IPR) reaches far beyond
textile pattern and textile machinery designs. Concerns range from consumer products to industrial
components and software design. Many exporters to China balance the risk of IPR abuse and the
market for their patent-laden machinery and designs.Nicholas R. Lardy, senior fellow in the Foreign
Policy Studies program at the Brookings Institution, Washington, reported in April of 2001, China’s
legislative body, the National Peoples Congress, has already amended a number of important domestic
laws covering patents, copyrights, trademarks, and foreign investment to make their provisions
consistent with WTO commitments. Although these examples do not necessarily guarantee that China
will be able to meet all of its commitments, they do suggest that the government is making a very
substantial effort to comply with a broad range of its obligations and that it believes that
further economic liberalization and opening up are essential to meeting its own long-term economic
goals.Lardy added, Despite these efforts, it would be extraordinary if China were able to implement
all of its WTO commitments in every detail and on schedule. As part of the process of accession
negotiations, the Chinese government identified 177 domestic laws and regulations dealing with
customs administration, the administration of foreign investment, intellectual property, and
services that must be amended to ensure consistency with WTO obligations. Although a start has been
made, the work of revising all of these laws and getting them approved by the legislature is likely
to take several years. It will take even longer to train the judges and develop the legal
institutions and processes necessary to ensure that these laws are fairly and impartially upheld
and that legal judgments are enforced.The American Textile Manufacturers Institute (ATMI),
Washington, made a submission to United States Trade Representative (UStr), Robert B. Zoellick, on
the pending Doha Round of WTO negotiations, strongly recommending that IPR issues be a high
priority for the United States. We asked that the unfinished trIPS (Agreement on Trade Related
Aspects of Intellectual Property) agenda of the Uruguay Round universal protection of intellectual
property with penalties meted out to offenders be completed in the Doha Round, said Patty Adair,
ATMIs assistant vice president, textile productsandstandards. While U.S. law has provisions to
attack piracy of copyrighted or trademarked designs in our domestic market, enforcement in too many
foreign countries is either unacceptably lax or, worse, non-existent. ATMI asked for WTO agreement
that intellectual property piracy of any kind is wrong and that injured parties may obtain
effective remedies internationally or have the right to retaliate. Questions RemainThe
aggregate increase in advanced textile technology in China, its growing domestic market and hungry
export market, and WTO entry have set the stage for tremendous impact on global markets. With
aggressive development plans and dramatic low-cost labor shifts from farm to factory China has
engineered a plan for its future. The execution of that plan will define the future for businesses,
workers and consumers on a global scale.
September 2002
Lenzing Expands Production
Lenzing AG, Austria, is to expand its fiber and pulp production with a 90-million-euro investment.
Viscose and modal fiber capacity is set to increase by 20,000 metric tons per year, to a total
production of 200,000 metric tons by the end of 2003. After the expansion, pulp capacity will
expand by 35,000 metric tons.There is a continuously strong demand for our fibers, especially for
Modal, said Franz Raninger, Ph.D., member of the Board of Management. In order to fully utilize the
potential for growth, the expansion of capacities is necessary, as well as economically highly
attractive.In related company news, Lenzing has announced plans to build a second production line
at its Lyocell plant in Heiligenkreuz. The investment will increase capacity to 40,000 metric tons
at a cost of 35 million euros. The facility recently celebrated five years in operation.
September 2002
From Concept To Consumer
AATCC Show PreviewBy Jennifer Wheeler, Assistant Editor From Concept To Consumer
AATCC’s annual conference and exhibition offer insightinto color management
solutions. Controlling color, from design board to shopping cart, is the theme of this
years Research Triangle Park, N.C.-based American Association of Textile Chemists and Colorists
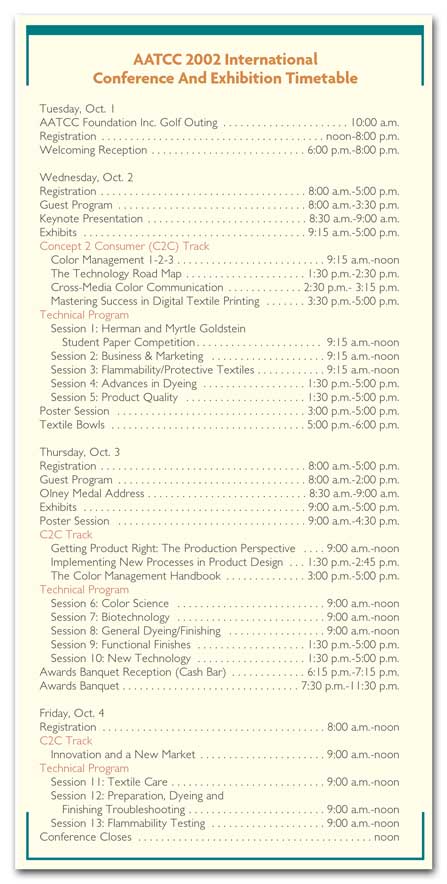
(AATCC) International Conference and Exhibition
The Concept 2 Consumer (C2C) track will provide attendees with technical sessions, exhibits,
exhibitor product demonstrations, poster presentations, a guest program and an annual awards
presentation.The conference will take place Oct. 1-4 at the Charlotte Convention Center in
Charlotte. Events will begin with a welcoming reception at the Convention Center the evening of
Oct. 1.John A. Boland III, GTMA Executive in Residence at the Georgia Institute of Technology,
Atlanta, will open the conference Wednesday, Oct. 2, with a morning keynote presentation entitled:
Politics, Viagra and Other Popular Remedies: Catch 22 and the Textile Industrys Search for
Relevance.The C2C track will offer seven seminars Wednesday, Oct. 2, through Friday, Oct. 4. It
will cover such topics as color management and communication, new design and production technology,
and ways to reduce costs and condense lead times.Thirteen technical sessions also will take place
Wednesday through Friday. They will include sessions related to business and marketing, advances in
dyeing, functional finishes, biotechnology, troubleshooting for preparation, dyeing and finishing,
innovative technologies, color science, product quality and textile care. Conference papers are
available on CD-ROM and are included in the registration fee.
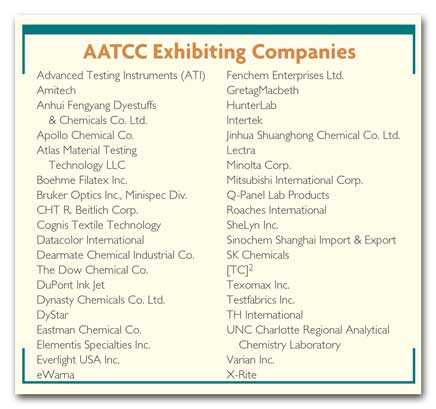
Visitors will be able to view exhibits Wednesday, Oct. 2, and Thursday, Oct. 3.
Exhibits will feature CAD/CAM systems, digital printing equipment, color management, color science,
dyes and chemicals, and testing services for the apparel and textile wet-processing industry.
Commercial exhibitor demonstrations of products and services also will take place.Thirty poster
presentations will be on view Wednesday and Thursday. Presenters will be in attendance both days
from 3 p.m. until 4 p.m.The Herman and Myrtle Goldstein Student Paper Competition will take place
Wednesday.The student textile bowl competition also will take place Wednesday. Teams of college and
university student chapter members will compete for prizes. Academia/industry teams will
participate in a separate bowl, answering questions submitted by students. This years Olney Medal
Address will be presented Thursday morning.Awards for the competitions will be presented Thursday
evening at a banquet, which will be preceded by a reception. The Harold C. Chapin Award for service
to AATCC also will be presented, as will the Henry E. Millson Award for Invention. The AATCC
Outstanding College Graduate of the Year will be recognized that evening as well. This years
conference guest program will, for the first time, offer on Tuesday a golf outing, sponsored by the
separate charitable organization, AATCC Foundation Inc. A shopping expedition is planned for
Wednesday. Thursdays guest activities include a tour of historic homes in the area. Participation
in the guest program requires a pre-registration fee of $120 per person.
For more information about the AATCC 2002 International ConferenceandExhibition, contact AATCC,
P.O. Box 12215, Research Triangle Park, N.C. 27709; (919) 549-8141; fax (919) 549-8933;
www.aatcc.org/ice/index.cfm.
September 2002
No Shortage Of Solutions
No Shortage Of Solutions
Textile industry looks to suppliers for chemistry that simplifies processes, improves quality
and adds value. What trends do leading suppliers to the industry see on the horizon in
textile chemistry Customers are looking for better removal of waxes and oils, and to improve the
rewetting of the fabric so that wetters and other dyeing auxiliaries are kept to a minimum or
eliminated altogether, stated Scott Jacobs, marketing communications manager,Cognis Textile
Technology, The Netherlands. The trend for volatile organic compound (VOC), and HAP-free
chemistries is continuing we observe a new push for reduction of alkyl phenol ethoxylates in many
areas of the country. Best known for the manufacturing of flame-retardant (FR) chemicals for
the textile and paper industry, Apex Chemical Corp., Spartanburg, S.C., is also looking to the
future. Jeffrey Chamberlain, technical sales manager, said, Today, a large portion of our business
now rests with auxiliary type products such as ultraviolet (UV) absorbers, fluorochemicals, stain
blockers and dye assistants such as levelers, deaerators and dispersants.
Flame test is performed on a 100-percent cotton sample treated with Apex Chemical’s
Flameproof 1725 FR coating. Because we are conventionally a flame retardant manufacturer, we
can look at our market driven somewhat in this order: regulation; innovation; and customer
expectation. We have recently developed a sublimation-fast UV absorber (Uvapex CFW) for
polyester, which contains a unique dispersion package that inhibits spotting on jet-dyed polyester
while offering great lightfastness. The product allows the user to run many more lots of goods
through a jet without cleaning, as our product prevents spotting which commonly occurs due to
build-up of trimer in the jets. Flame RetardantsIf it were not for regulation, there would be
virtually no need for flame retardants, said Chamberlain. We have developed solutions for pending
regulations relating to the manufacturers of mattress ticking and furniture upholstery.We have also
seen an increased need for flame-retardant back coatings, which offer to the consumer a soft hand.
Too often it is felt that certain desirable fabric properties must be compromised in order to meet
flame retardant regulations often this is not true.On other areas of development, Chamberlain
added, There seem to be many innovations introduced using wool. Although wool is an inherently
flame-retardant product, there are certain applications where FR treatment is required. For that we
have developed Apex Flameproof 1694, which rivals the acclaimed Zirpro process in performance but
surpasses it in ease of application.Mike Zavaglia, vice president, Amitech Inc., Oxford, N.J.,
said, We see excellent growth for the domestic textile industry for flame retardants. In the last
few years, we have come out with over two dozen brand new FRs, plus we carry most of the me-too
products. One wrinkle we have focused on is making halogen-free exhaustible FRs for almost every
fiber type. We now have exhaustible products in our line for polyester, nylon, acrylic, wool and
other synthetics. Among the benefits of exhausting over padding [are] softer handle, less color
change from finishing on a frame, better wash durability, better uniformity of the application of
the flame retardant and, in the case of the polyester, the FR actually has increased dye yield
slightly.Our intumescent line is another hot area. We are working with customers in so many
different areas: knits, wovens and nonwovens. The new mattress flame-resistance regulations pending
in California are giving us many opportunities to meet the new requirements with intumescents. Our
intumescent products, we call Pyromescents, can be coated, sprayed or padded on. They can be made
durable to washing, and our entire line has very low smoking properties when the flame is
applied.Pyrozyl 6P is our exhaustible, durable FR we sell mostly into the airline blanket and
automotive industries, said Zavaglia. Improving PerformanceBayer Corp. has a lot of new
protective finishes for textiles and carpets under our BayProtect® hang tag, said Brad Potter,
sales and marketing manager, Technical Textiles. Specific products include Baygard® EDW, which is
an oil/water durability extender based on polyurethane chemistry. Also, along the same lines, is
our line of Baypret® polyurethane finishes for improved abrasion resistance and hand modification.
A recent improvement in our fluoropolymer line of Baygard water repellents is offering new
opportunities in traditional apparel finishing that was not present before.Within the dye
auxiliaries category, Bayer has developed Tanasperse OLG, a unique in-bath trimer reducing
agent.OMNOVA Solutions, Performance Chemicals, Fairlawn, Ohio, recently announced the formation of
RohmNova, a joint venture of OMNOVA and Rohm and Haas Co., Philadelphia. According to OMNOVA, the
joint venture will market, sell and service latex binders, synthetic pigments, and specialty
chemical additives for coating applications in the global paper and paperboard industry. The
parties had been operating successfully as a strategic alliance for more than a year. Products
introduced in late 2001 to the floor care, carpet, and specialties markets, including applications
utilizing the companys proprietary PolyFox fluorochemical technology, are also gaining market
acceptance.Endurion, OMNOVAs high-performance, coated, woven fabric brand, recently was introduced
for upholstery applications in heavy-traffic environments in the hospitality and healthcare
markets.NOVEON Textile Chemicals Inc., Charlotte, reports from a finishing perspective that recent
trends call for apparel manufacturers to produce garments that provide the wearer a new level of
comfort, durability and functionality. Mark Carlough, product manager, textile chemicals, said,
Several products recently introduced to the market to assist textile manufacturers to achieve these
goals are Permax® 200, a first-generation of patent-pending polymers that can be engineered to give
controllable moisture-vapor transport properties in breathable fabrics for sportswear, protective
apparel and other technical fabric substrates. “Fabritone® LT-M8, a new silicone softener, provides
a softer, silkier hand to apparel substrates than previous product offerings. Freecat® brF is a new
catalyst developed for improved efficiencies in Durable Press Resin fixation by utilizing either
lower curing temperatures or greater operating speeds. Unidyne® TG-532, an aqueous fluoropolymer
emulsion originally developed for the nonwoven industry, provides excellent water- and
oil-repellency properties to apparel fabrics with a high level of durability to abrasion and
home-laundering conditions. In addition, the product is free of isocyanate compounds.Carlough
added, Noveon continues to develop new products for the domestic fabric and upholstery markets,
such as print binders and back coatings that enhance end-use properties such as colorfastness,
fabric softness, flexibility and flame retardancy.Cognis Jacobs said, Fabric performance is where
we see the industry moving. There are more and more requirements to improve the hand, moisture
management and durability of soil and water repellency. Cognis has recently introduced a line of
Repellan® durable water and oil repellents to the U.S. market and is in the process of completing
testing of a new line of products called Skin-Tex. These new products are designed to bring the
performance of our cosmetic-base chemistry together with textiles. They would include odor control,
fragrance and other skin nutrients. In addition, we currently have a global agreement with Microban
to provide antimicrobial finishes to the textile industry. Adding ValueRobert Casciani, Ph.D.,
market development manager, Sanitized® antimicrobial products, Clariant Corp., Charlotte, points to
a growing trend of adding value with antimicrobials. The Sanitized brand has offered solutions in
extruded products as well as finishes. Sanitized has been an active brand for over 70 years, and
globally since 1952. Casciani added, The T96-21 product is a versatile antimicrobial finish for
many fabrics and end-uses. On polyester and nylon fabrics it can be applied during dyeing, and can
be applied to polyester, nylon and cotton during frame finishing we need a pH of 5 for the product
to be substantive and provide durable protection.Casciani said, With a growing trend of consumer
awareness regarding chemical finishes on apparel fabrics, the sister product to T96-21 in Europe,
T96-20, has been approved by Oeko-Tex, Switzerland, which certifies products as consumer-friendly.
This is the only antimicrobial product registered under the current Oeko-Tex standard. The trend is
strong in Europe and South America, and we see it strengthening in the United States.As Betty
Tilley, product manager for dyeing and finishing, Apollo Chemical Corp., Burlington, N.C., noted,
Trends that we see are in value-added performance chemicals. Our customers want to separate
themselves from their competitors. Performance is critical, but so is pricing. There are several
segments of the textile industry doing very well, like denim, flat wovens, sheeting these companies
are looking for good products at a very competitive price.Tilley continued, Apollo Chemical Corp.
introduced new patent-pending technology in the area of moisture modifiers. AQUATEK UNO is a
hydrophilic nylon polymer which imparts hydrophilicity to nylon 6 and nylon 6,6 fabrics. When
applied by exhaust to nylon fabric, the product provides absorbency, vertical wicking and moisture
transport to the nylon fabric. With an application of AQUATEK UNO, nylon fabrics have a quicker
evaporation rate than typical nylon fabric. Application by exhaust ensures excellent durability to
home launderings. Application amount varies by weight of fabric and desire to have a durable
finish.Apollo also distributes BioShield AM500, an antimicrobial from BioShield Technologies,
Norcross, Ga. This patented technology inhibits growth of both gram-positive and gram-negative
bacteria, and also controls mold and mildew formation, which often creates odors and discoloration
on fabrics.

trAPTEK’s carbon finishing technique imparts UV protection, as well as odor and moisture
control, to a variety of textile products.Gregory Haggquist, director of technology, trAPTEK LLC,
explained the startup company located in Longmont, Colo., and Bedford Hills, N.Y., is introducing a
durable finishing technique incorporating activated carbon into a wide range of textiles. The
activated carbon adds three major performance features, according to Haggquist: odor management
(trapping odors both from the wearer and the environment); moisture management (increasing the base
fabrics wicking power by up to 100 percent); and UV protection (enhancing the UV protection factor
(UPF) by up to 400 percent) leaving the wearer feeling cool, clean, fresh and natural.
Haggquist continued, The integrity and effectiveness is retained through extensive home laundering,
and potential applications are in the activewear, sock, hunting apparel, carpeting, upholstery,
military, intimatewear, baby products and medical industries. “ATAC” Pretreatment SystemSusan
Cellura, manager, marketing communications, NAFTA, with Ciba Specialty Chemicals, Switzerland,
noted, In pretreatment, we see a trend in simpler recipes at a lower cost constantly trying to make
the pretreatment process more efficient. The demand to reduce cycle times and save water is greater
than ever. Control of iron is becoming a big issue due to customers trying to use a cheaper,
poorer-quality cotton to reduce costs. Preparing cotton under pressure at high temperatures is
becoming more and more common this again is due to mills trying to compensate for a poorer cotton
quality. The use of enzymes to neutralize peroxide is growing rapidly.
Ciba’s Tinofast CEL liquid provides protection against UV radiation when applied to
cellulosics, according to the company. Ciba launched its new ATAC pretreatment system this
year. Cellura reports the system allows mills to significantly reduce the time it takes to prepare
fabric for dyeing and dramatically reduces the amount of water required to effectively prepare the
material. According to the company, it does all this at a price that has saved most plants 10 to 40
percent in their cost to prepare goods. The system includes three products:TINOCLARITE COM is a
combination product and is all that is needed in the bleaching or scouring bath. No additional
lubricant is necessary, and in most machines a defoamer is not required.INVATEX AC is a washing-off
agent that contains special dispersants that allow customers to reduce the number of rinses while
still effectively cleaning up the fabric. It also neutralizes remaining alkali, eliminating the
need to use additional acetic or citric acid. TINOZYM CAT is an enzyme for neutralizing peroxide
that can be carried over into the dyebath without problems eliminating the need for a fresh bath
and saving time and water. Unlike other products in the market, it has an extremely wide pH and
temperature application range this allows you to go straight into any type of dyeing without
worries, Cellura noted.When asked about iron, Cellura said, We are recommending INVATEX AC. This
product is extremely effective at controlling iron. It is effective in a very wide pH range, making
it suitable for addition into any pretreatment step where extra iron control is needed. Dyeing
AuxiliariesThe dyeing industry is constantly seeking improvements in efficiency, energy savings and
product quality, commented Danny Thompson, technical advisor for dyeing auxiliaries, CHT R.
Beitlich Corp., Charlotte. It looks like there are two current trends in the textile industry that
will affect the wet processing of textiles microfibers and stretch fibers particularly in the
apparel area. In general, these fibers create additional challenges for the dyer to achieve level
dyeings with acceptable fastness.Thompson continued, Rewin KMB is used in nylon dyeings as an
in-bath fixing agent. By eliminating the traditional fixation cycle at the end of the dyeing
procedure, this product can save considerable time. The Rewin KMB has leveling properties as well.
And in some cases, it is used as a one-bath leveler and fixative. Because of its special chemistry,
it helps avoid a common problem of residual leveling agent in the yarn or fabric. This residue
carries into the post-treatment fixative bath, where incompatibilities create a precipitation
(usually brown spots) on the dyed substrate. Rewin KMB avoids this precipitation to produce clean,
level, first-quality dyeings.
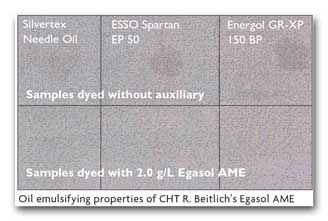
Egasol AME for polyester dyeings has a unique chemistry that allows it to function as
both a leveling agent and an emulsifying agent. This combination of properties can help the dyer
eliminate the traditional pre-scour step on most polyester styles. While still fulfilling its role
as a leveling agent, Egasol AME will emulsify any residual processing oils typically removed during
pre-scour during the dyeing process.For cotton dyeing, CHT R. Beitlich has developed Sarabid LDR,
which can eliminate off-quality dyeings caused by streakiness in piece dyeing and unevenness in
yarn-dyed packages, said Thompson. This product is a special dispersing agent and sequestering
agent that works to prevent agglomeration of reactive dyes. In a non-classical way, the Sarabid LDR
acts as a leveling agent for reactive dyeing of cotton by keeping the dye particles finely
dispersed and protected from water hardness.BASF AG, Germany, has developed the ECOFIT product
range for pretreatment. The ECOFIT products include detergents, wetting agents, extracting agents,
peroxide stabilizers and complexing agents and have been introduced as ecologically and technically
adapted to the meet the requirements of tomorrow.Cyclanon ECO is an ecologically advanced reductive
aftertreatment for use on PES fibers. Cyclanon ECO is supplied in a easy-to-handle liquid form and,
according to the company, the product lowers process costs because there are no pH adjustments
needed anywhere in the process. This, in turn, ensures faster colors in significantly faster
times.Steve Glosson, senior applications chemist, Boehme Filatex Inc., Reidsville, N.C., stated,
Trends that we are responding to with our products are ones that enable savings of cycle/processing
times, energy and water. Our customers are interested in technologies that enable them to get
more performance out of traditionally limited processes. An example would be obtaining better
fastness properties from pigment dyestuffs, enabling darker shades/prints (usually produced with
more expensive dyes with better fastness) to be produced more economically.In the case of the
dyeing of medium to dark shades, our Tabanol RFK-Jet-R, designed for cellulosic dyeing on jets,
enables the dyer to run an abbreviated preparation cycle, along with eliminating several other
chemicals traditionally used in the cycle. The Tabanol RFK-Jet-R eliminates the need for a
defoamer and contains wetting, lubricating, dispersing, and calcium- and magnesium-chelating
properties. Thus, one product takes the place of separate chelate/dispersant, defoamer and
lubricants. This translates into savings of time, energy and chemical inventories.For the
processing of nylon substrates we have developed Durofin SPDX, which is an antioxidant that
protects the fiber from yellowing during dry heat processes during fabric finishing, or, in the
case of intimate apparel, during molding/forming operations. Chemical Supply ChainAt a recent
presentation in Europe titled New Strategies for Catering to Customer Needs, K. Michael Lanham,
commercial director, Xiameter, explained that Xiameter.com is a Web-enabled business introduced by
Midland, Mich.-based Dow Corning that is focused on reducing costs and offering the lowest base
price for standard silicon-based products. Dow invested more than $100 million in back-office over
a five-year period, utilizing the SAP® global platform to create one global Enterprise Resource
Planning (ERP) System. The system offers the ability to view global activities in real-time
ordering, scheduling, production and shipping.Xiameter benchmark product pricing is posted daily on
the site and offers customers choice, low cost and an easy way to do business on-line targeting
customers who buy in large volumes and know what they need in the way of mature silicones.The
company has received a positive reception for Xiameter. According to Lanham, Its a win-win.
Compounders and formulators who know the products they are looking for can get them at lowest cost
with a firm commitment on guaranteed shipping date. Xiameter brings Dow Cornings silicone
technology into the supply chain in an easy, cost-effective way for customers who know what they
want. We still maintain the Dow Corning service level for those who need it as well.DyStar,
Germany, took over the business operations of Color Solutions Inc., Charlotte. As a leading
supplier of color standards to the industry, Color Solutions primary customers are retailers,
producers of brand-name goods and purchasing organizations with global textile interests. Color
Solutions establishes customized color standards on the basis of the customers technical,
commercial and ecological requirements. The company will operate independently under the name Color
Solutions Inc. John Darsey, former co-owner, responsible for global sales, stated, Through its
worldwide presences, DyStar can support the implementation of color standards in textile
mills. Better ChemistryThe textile industry continues to look to suppliers for chemistry that
simplifies processes, improves quality and adds value that differentiates products. There is no
lack of activity in fact, the added-value proposition seems clearly in focus for suppliers. Strong
emphasis on process optimization and quality is a point of consensus, and new products are
appearing on the horizon to assist dyers, printers and finishers to move well beyond commodity
products.
September 2002



