Rock Hill, S.C.-based SDL Atlas Inc. has upgraded three of its core laboratory testing instruments. The Martindale Abrasion and Pilling Tester, the Rotawash Colorfastness Tester and ICI Pilling and Snagging Tester — now known as RotaPill Pilling and Snagging Tester — now feature a state-of-the-art multilingual touch-screen controllers. All three models also were redesigned for function as well as appearance. The Martindale’s new design incorporates a storage rack for the light weight motion plate. The Rotawash now is constructed using stainless steel, and the washpots press into place on the new design making changes easier. The RotaPill now features magnetic cork-lined plates that can accommodate snagging points for easy cork changes and to eliminate the need for a second set boxes dedicated to snagging.
The Bloomfield Hills, Mich.-based Crypton Companies and Nanotex® hired Michael Grigat as vice president, research and development. In addition, Hardy Sullivan has been promoted to vice president, market development.
Dr. David Hinks has been named dean of North Carolina State University’s College of Textiles, Raleigh, N.C., after serving as its interim leader since July 2014
New York City-based Alvanon Inc. has named Tracy Woosley senior consultant.
Israel-based Nilit Fibers has appointed Marco De Silvestri vice president, Nilit Israel.
Christopher Veit is now in charge of global manufacturing, research and development, and human resources with the Veit Group, Germany.
Glenn Funk has joined New York City-based Simparel Inc. as senior director, enterprise solutions and product strategy.
Aceto Corp., Port Washington, N.Y., named Scott Herrington senior account manager, Specialty Chemicals.
Troy Corp., Florham Park, N.J., has named Jan S. Beck vice president and general counsel.
Paris-based Lectra has named Jean-Patrice Gros director, Lectra Northern Europe.
TSG Finishing, Hickory, N.C., has hired Charles Gossett as director of operations.
Effective February 15, 2016, Rick Helfenbein will assume the role of president and CEO of the Washington-based American Apparel & Footwear Association (AAFA).
Andreas Wirz has joined Switzerland-based Crealet AG as a technical assistant.
Cordova, Tenn.-based National Cotton Council of America announced Dr. David B. Weaver as the recipient of the 2015 Cotton Genetics Research Award.
Italy-based Eurojersey S.p.A. has appointed Matteo Cecchi sales director.
Nordine Meniai was named new business unit manager, packaging, ITW Dynatec, Hendersonville, Tenn.
Despite concerns prior to the event, ITMA 2015 was a success.
By Rachael S. Davis, Managing Editor
There were some reservations leading up to ITMA 2015 — which was held in Milan, Italy, November 12-19, 2015 — about just how successful the event would be.
Concerns about global economic uncertainties, especially the growth rate of China’s gross domestic product; the timing of the show with it occurring so late in the year; and questions about the value of an ITMA in Europe today all swirled around show preparations.
But despite all the reservations and concern before the event, ITMA was a resounding success. The halls were busy for the entire show, and seemed to be full of excitement and energy. Many exhibitors reported their booths were constantly busy with high-level customers during the show, and many exhibitors were happy to report strong sales during and after the show.
The overall success of the show was summed up perfectly in a comment from Carlo Rogora, CEO, ITEMA Group. “Considering the current situation in the textile industry in some markets, we are pleasantly surprised with these results,” Rogora said. “ITMA 2015 has been especially satisfactory, both in terms of the organization and logistics of the show and the significant level of attendance of customers. The contacts and orders we established, above all from India[n] and [Turkish] markets, largely exceeded our expectations.”
At 10 a.m. on the first day, visitors were lining up to enter the Fiera Milano Rho. Photograph courtesy of ITMA 2015.
Exhibitor, Visitor Success
The success of the show was confirmed by the post-show numbers released by the show’s owners the European Committee of Textile Machinery Manufacturers (CEMATEX), and organizers Singapore-based MP Expositions Pte. Ltd. The show hosted the largest number of exhibitors since its inception in 1951. Some 1,691 exhibitors participated from 46 countries and economies, which breaks the previous record of 1,451 exhibitors set in 2007 at ITMA in Munich, Germany. Net floorspace totaled 108,000 square meters and covered 11 halls at the Fiera Milano Rho fairgrounds in Milan. The total exhibit space was approximately 20-percent larger than floorspace at ITMA 2011.
“ITMA has a very strong reputation as the world’s most established textile and garment exhibition,” said Charles Beauduin, president, CEMATEX. “We are grateful to our exhibitors and industry partners who have put their faith in the ITMA brand. The key to ITMA’s success is its ability to reinvent itself and remain relevant to the industry that it serves.”
Exhibitors from Europe occupied by far the largest amount of floorspace at the show with 69-percent of the total net exhibit space. Of those exhibitors, 453 Italy-based companies occupied 32,540 square meters of floorspace and the 238 Germany-based companies booked 21,380 square meters of exhibit space.
From outside of Europe, companies from Turkey, China, India and Japan booked the greatest amount of floorspace.
Visitor numbers also were impressive during the eight-day event. The show attracted approximately 123,000 visitors from 147 economies, which was an increase of 20-percent compared to numbers recorded in 2011. The visitors also were reported to be high-quality attendees.
“We registered a 20-percent jump in visitors numbers compared with ITMA 2011,” said Beauduin. “More importantly, from participants’ feedback, we can confidently say that this is one of the best ITMA exhibitions! Our message on sustainability has resonated greatly with buyers.
“Our exhibitors have discovered that the visitors — whether they are seasoned ITMA visitors or attending the exhibition for the first time — are serious about checking out new innovative solutions to improve their competitive edge.”
Sustainability
ITMA’s theme, was “Master the Art of Sustainable Innovation.” Exhibitors certainly embraced the theme, and much of the technology presented at the show offered some sort of energy, costs and materials savings all contributing to more sustainable production.
“We felt for the first time there’s a real understanding and interest in energy efficiency and green technology,” said Regina Brückner, CEO of Brückner Trockentechnik GmbH & Co KG, Germany. “There’s a trend among our customers to want to upgrade their very old equipment because they understand the necessity of a highly productive and efficient production over the entire textile production process.”
Textile World will have more in-depth coverage of the various technologies on display at ITMA in the next few issues. Spinning and knitting technologies appear in this issue; and wet processing, nonwovens, digital printing and weaving will be covered in future issues.
Around The Fairgrounds
The busy booths suggested that a lot of business was taking place, and reports from exhibitors confirmed just as much. Exhibitors also used the occasion to share news and celebrate milestones.
Erwin Devloo, marketing communications manager, Belgium-based weaving machine manufacturer Picanol NV, reported the company had sold more machines in one day at the show than ever before.
After the show, Switzerland-based Oerlikon’s Manmade Fibers Segment received a number of large orders worth approximately $50 million for its Oerlikon Neumag staple fiber plant engineering technologies.
The Netherlands-based SPG Prints hosted a press conference to introduce its Pike® single-pass digital printing machine featuring Archer® technology. After the show, the new machine was heading to customer Germany-based KBC Fashion GmbH.
Germany-based LTG AG was at the show promoting a new compact drum filter that can be shipped completely assembled. The company also was celebrating its 90th anniversary. Gerhard Seyffer, president, LTG Inc., Spartanburg, S.C., said the quantity of visitors was very good during the show, and the company sold some equipment.
Switzerland-based Bräcker AG used ITMA to celebrate the company’s 180th anniversary. Daniel Link, managing director, underlined the success of the company and its products and recalled some of the history during a celebration at the company’s booth.
Germany-based Trützschler GmbH & Co. KG had a banner in its booth announcing that the company had reached a milestone during 2015 —selling its 50,000th carding machine.
Germany-based DiloGroup CEO Johann Philipp Dilo signed over a state-of-the-art universal compact line for needling recycled carbon fiber that was on display in the booth to the Institut für Textiltechnik Ausburg gGmbh. The line includes material storage and feeding, carding and stackers, needle machine and winder. The generous donation will be used to advance carbon fiber research, and Dilo said the machine will get more use at the institute than if it was at a Dilo facility. DiloGroup reported initiating a large number of new projects as well as receiving numerous orders for deliveries during ITMA.
(left to right): Prof. Dr. Stefan Schlichter, Johann Philipp Dilo and Prof. Dr. Thomas Gries, with the compact line the DiloGroup presented to Institut für Textiltechnik Ausburg gGmbh for research purposed.
At a press conference hosted by China High-Tech Group Corp., parent company of Fong’s Industries, Roland Hampel, joint managing director of Germany-based A. Monforts Textilmaschinen GmbH & Co. KG announced the company had acquired the know-how of Austria-based Timatec Corp. Timatec specializes in coating and has a wide portfolio of coating equipment — including knife-over-air, knife-over-roller, magnetic roller and printing-head coating options — that now will be manufactured at the Monforts Montex plant in Austria.
MS Printing Solutions hosted a special “Transparent as Water” debate centered on sustainability. The event explored sustainability and the associated sociological and cultural implications and featured Francesco Morace, a sociologist and essayist who worked in social and market research for more than 30 years; Piero Formica, an economist, professor and founder of the International Entrepreneurship Academy; and Giuseppe Miroglio, president of Italy-based textile printing company Miroglio Group.
This is just a small slice of the events, happenings and business that took place during ITMA.
Next Show
CEMATEX announced that ITMA will return to Barcelona in June 2019. A somewhat surprising choice, given that the city hosted the event in 2011, and Munich was considered the front-runner. However, participants were happy with Barcelona as a venue, and the industry looks forward to another record-breaking show.
ITA performed a study on the increasing size of spinning cans over time
By Frederik Cloppenburg, Alexander Janßen and Professor Dr. Thomas Gries
T
he diameter of spinning cans has significantly increased over recent decades. Cans with a diameter of 1,000 millimeters (mm) are well-established today. At ITMA 2015 in Milan, Italy, Germany-based Trützschler GmbH & Co. KG presented many innovations including spinning cans with a 1,200-mm diameter and a filling station for cards that changes 1,200 mm diameter cans with significantly higher card delivery speeds than existing rotary can changers.
The Institut für Textiltechnik der RWTH Aachen University (ITA), Germany, examined the profitability and effects on the amount of manual work required by the innovation. The study was performed on two sample processes for a new investment into a spinning mill.
Studied Processes
The typical production processes for carded and combed ring spun yarn were analyzed. Based on the typically used conventional cans with a 1,000 mm diameter, the profitability of the additional investment in cans with a 1,200 mm diameter was studied. To ensure a realistic calculation of the cost efficiency, the process chains analyzed were calculated for installations in Turkey, which produces Ne 30 ring spun yarn, carded; and India, which manufactures Ne 30 ring spun yarn, combed.
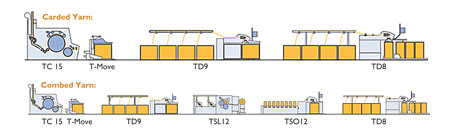
Figure 1: Trützschler card with T-MOVE filling station and 1,200-mm diameter cans. Photograph courtesy of Trützschler.
The series of assumptions were made for the calculation of the profitability of 1,200 mm spinning cans.
A Greenfield scenario was used. Whether the extra investment for machinery and cans with a 1,200 mm diameter is cost efficient for a new investment was analyzed.
In order to eliminate the effect of volatile exchange rates, all calculations are made in U.S. dollars. The costs for staff, production area, capital interest rates and annual operating hours are based on the “International Production Cost Comparison 2014” compiled by Switzerland-based International Textile Manufacturers Federation (ITMF). Thus the capital interest rate amounts to 9.3 percent in Turkey and 12.8 percent in India.
The flyer production uses 600 mm cans at maximum. Thus the Trützschler TD 8 draw frames fill the sliver into cans with a 600 mm diameter in both cases. The height of the cans is 1,200 mm regardless of the diameter of the can. Therefore the material quality remains unaffected by the increased volume because the compression of the material remains constant. The increase in efficiency of the card was calculated to be 1.1 percent. This originates from the bigger can diameter, as well as the new filling station that performs can changes at higher delivery speeds. Therefore fewer and faster can changes are performed.
Figure 2: Process chains for carded and combed yarns. Image courtesy of Trützschler
As the additional investment is analyzed, only cash flows that occur because of the use of 1,200 mm cans were taken into consideration. The following costs and earnings are considered for the calculation of the profitability.
The initial investments considered are machine costs and the required number of cans. The retail price for a card increases by approximately 6 percent if a T-Move filling station is used. The costs for other machinery increases by 5 percent — draw frame TD 9 and combing machine TCO 12. These assumptions were made in agreement with Trützschler. The price of the spinning cans increases proportionally with the increase in volume by approximately 40 percent. The number of cans required for production is based on the average amounts for material buffer and handling.
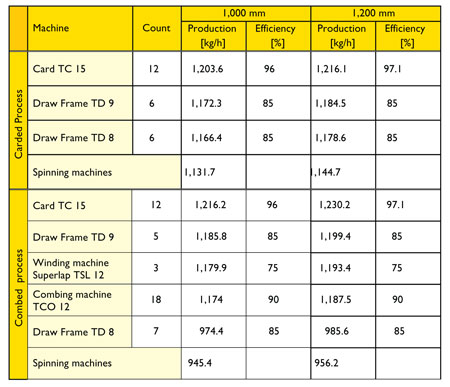
Table 1: Spinning Processes Studied
The operating costs and earnings consist of the cotton price and the retail price for the produced cotton yarns. The cotton price amounts to $2.06 per kilogram (kg) in Turkey, and $2.21 per kg in India, according to ITMF’s International Production Cost Comparison 2014. The price is based on the average cotton price of the last week of May 2014.
The retail prices for cotton yarns and noils obtained by the spinning mills were taken from a survey consulting different yarn traders and spinning mills in September 2015. The determined prices in September 2015 were scaled to the last week of May 2014, based on development of the stock exchange price for cotton, in order to eliminate effects through different cotton prices.
Results: Profitability Of The Additional Investments
The net present value and the payoff time of the additional investments were calculated for the representative spinning mills. The net present value of an investment is the sum of all present day values of all cash flows, discounted using the capital interest rate. If the net present value is positive the additional investments are generally cost efficient*.
The payoff time is the duration it takes for the net present value of all cash flows to add up to zero, or a positive value*. In other words, the payoff time specifies how quickly the additionally invested money is regained. The shorter the payoff time the lower the economic risk by unforeseeable effects like the volatility of the cotton price. In economic practice, a maximum payoff time of three years is often used to make investment decisions.
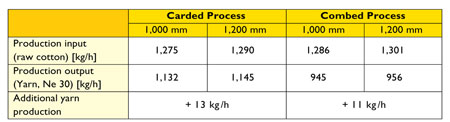
The effect on the productivity of the analyzed spinning mills of the additional investment in spinning cans with a 1,200 mm diameter is shown in Table 2.
Table 2: Effects of using T-Move and 1,200-mm-diameter cans on the productivity of a spinning mill
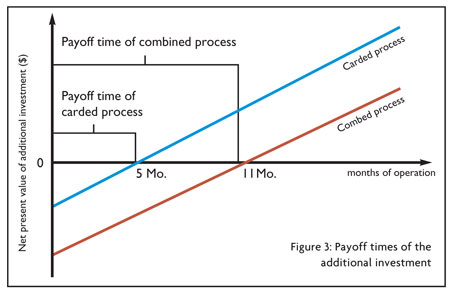
The effect may seem small, but over a 10-year operating period a significant effect arises, as shown in Table 3 and Figure 3.
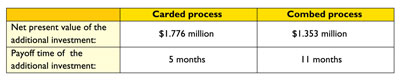
Table 3: Net present value and payoff time of the additional investment in 1,200 mm diameter cans assuming an operating time of 10 years
The longer payoff time of the combed process originates from the higher initial investment compared to the carded process. The 18 combing machines equipped with 1,200 mm can filling stations are critical for that. Nevertheless the higher payoff time of 11 months is lower than the maximum payoff time of 36 months which is used in economic practice.
Therefore the cost-efficiency of the additional investment in a spinning mill that uses cans with a 1,200 mm diameter is hereby assigned.
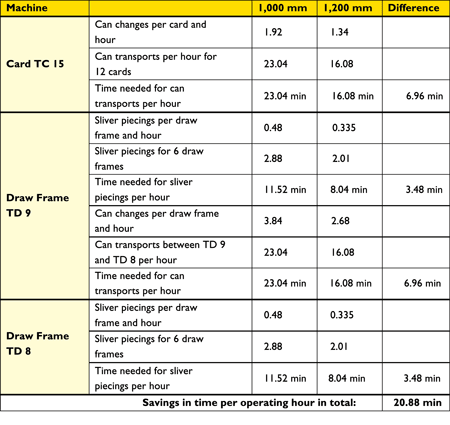
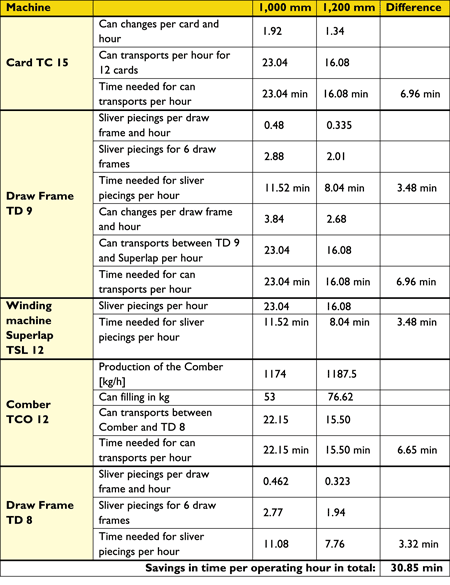
Effects On The Amount Of Manual Work
Beside the financial profitability, the effect of bigger spinning cans and a T-Move can filling station on the amount of manual work was examined. Because of the higher volume, fewer can changes occur on all machines equipped with 1,200 mm cans. The machine operators are able to save a significant amount of time with fewer can transportation processes. Time savings are calculated as shown in Tables 5 and 6. The time needed for one can transport between two machines was estimated at 1 minute. The time needed for piecing all slivers after the gate of a draw frame has run empty was estimated at 4 minutes. The time for piecing a sliver in the comber was estimated at 30 seconds.
Depending on the mill size, the time savings allow a reduction of operating staff or an extension of the tasks of the operator, for example to clean machines. It is to be expected that errors such as sliver breaks can be repaired quicker if bigger cans are used because the operators are less bound in transportation or piecing tasks.
Table 5
Summary
The study looked at whether the investment in spinning cans with a 1,200-millimeter diameter and modern can filling station is cost efficient. The effect on the amount of manual work also was analyzed. Characteristic values for the cost efficiency are the net present value and the payoff time of the additional investment for a Greenfield scenario.
The calculations are based on two representative spinning mills for combed and carded Ne 30 ring-spun yarn.
Table 6
The cost efficiency of the additional investment is shown as follows:
The net present value of the additional investment amounts to $1.776 million for carded yarn and $1.353 million for combed yarn;
The payoff time amounts to 5 months for carded yarn, and 11 months for combed yarn. The higher payoff time of the combed process originates from the necessary equipment of the combing machines with 1,200 mm can filling stations.
Because there are fewer can changes, 20 minutes per operating hour can be saved for the carded ring-spun yarn process, and 30 minutes per operating hour is saved with the combed yarn process.
*Tietze, J., “Einführung in die Finanzmathematik” (Introduction into financial mathematics), 11th Edition, Wiesbaden: Vieweg + Teubner Verlag, 2011
Editor’s Note: Frederik Cloppenburg and Alexander Janßen work in the textile machinery department; and Dr. Thomas Gries is a professor and head of the Institut für Textiltechnik, the textile machinery and processes research arm of RWTH Aachen University, Germany.
Stony Brook, N.Y.-based Applied DNA Sciences Inc. (APDN) has signed a Cooperative Research and Development Agreement (CRADA) with the U.S. Department of Agriculture (USDA). APDN reports the CRADA will enhance its fiberTyping® identification method for cotton species and cultivars allowing the company to genetically verify multiple types of individual cotton cultivars, which in turn will protect quality, traceability and economic interests. Under the agreement, APDN has the option to negotiate an exclusive license for any inventions created jointly or by the USDA.
“Our collaboration with the USDA will accelerate our ability to identify key cultivars for specific cotton-growing regions based on our patented technology,” said Dr. Mike Hogan, vice president, Life Sciences, APDN. “We believe the synergy of our expertise, together with the expertise of the cotton genomics experts at USDA, will result in a library of key cotton genome targets for commercial use. Consequently, we will be able to identify the fibers that are most desirable, and exclude fibers that are harvested from regions known to use forced or underage labor.”
Germany-based ICA Bremen is developing a full traceability system for cotton. The cotton testing laboratory reports it has made progress in accurately measuring the percentage of marked cotton — cotton that had an identifier added during the ginning stage — in final garments with a simple scanning step. ICA Bremen’s goal is to quantify results with a percentage, versus providing a yes or no answer. The technology is ready to undergo field trials after completing testing in the laboratory.
“Our traceability system will be a massive step forward for major brands, retailers and growers, replacing the current tagging system and cutting out the need for supply chain certification services,” said Kai Hughes, managing director, ICA Bremen.
Germany-based worsted yarn producer Südwolle Group has acquired Safil S.p.A., as well as an 80-percent share in Gruppo Tessile Industriale (GTI), both worsted yarn manufacturers based in Italy. Südwolle acquired Safil and 50 percent of the GTI shares from Italy-based Finsavio S.p.A. Cesare Savio and Alberto Savio, Finsavio owners and sons of Safil founder Fernando Savio, will continue as Safil’s CEO and CFO respectively.
The remaining 30 percent of GTI was acquired from Alberto Frignani, founder and CEO of GTI. Frignani retained the remaining 20 percent of GTI shares, and continues as CEO of the company.
No financial terms of the acquisition were disclosed.
The resulting enhanced yarn portfolio allows Südwolle to offer fashion, luxury and non-apparel customers a greater selection of products. The company also gains a strong foothold in the Italian yarn markets.
Cleveland-based polymer provider PolyOne Corp. has acquired Magenta Master Fibers, a developer of specialty solid color concentrates for the fiber industry, from BASF for $22 million. Magenta has operations in Milan, Italy, and Shanghai, and joins PolyOne’s Global Color, Additives and Inks segment. In 2016, PolyOne expects the acquisition to add $16 million to revenues and be accretive to earnings.
“By offering both liquid and solid masterbatch solutions, we better ensure that the chosen technology is the best one for each customer’s specific needs,” said John V. Van Hulle, president, Global Color, Additives and Inks, PolyOne. “With our acquisition of Magenta, we’re very pleased to be building this same, deep breadth of specialty solid and liquid colorant solutions for fiber applications.”
Germany-based Kelheim Fibres continues to advance the development of its infrared (IR)-reflecting fibers. The company has conducted spinning trials during which mineral-based IR-reflecting particles in different concentrations were permanently incorporated into a viscose fiber’s core. According to Kelheim, testing indicates the fibers can effectively reflect sunlight and provide a cooling benefit. At the same time, the fiber can reflect thermal radiation emitted by the body back to the body to provide a warming sensation.
“Comfortable feel-good clothes and functional special clothing are just two obvious applications for our new IR fiber,” said Dr. Daniela Bauer, research & development, Kelheim Fibres. “The level of loading can be adapted according to the requirements of the final product, which provides high versatility. As a next step, the fiber will be tested for its effectiveness in various end-applications in cooperation with our partners.”
Navigating the sustainability maturity path takes a company from reactive to proactive, and possibly to innovation.
By Shelly Martin
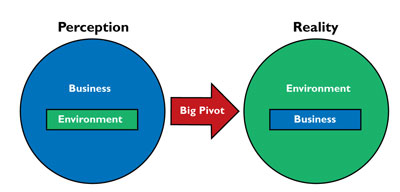
The term sustainability is so amorphous these days that companies often feel paralyzed with what actionable steps they can take to make their business and products more environmentally friendly. To further complicate the issue, there is a perception that the environment is a niche area of business operations. However, in reality all businesses must operate within the environment and its constraints.
Mega-trends like declining resources, radical transparency and increasing expectations can be thought of as analogous to other trends of the past like quality, lean manufacturing and e-commerce. These trends were nice-to-haves early on, however, they now drive business success and have become mandatory.
Value is created across stakeholders through sustainability, including product marketing via product differentiation and brand enhancement, research and development with innovation and design optimization, and finance and operations with identified areas for cost reduction. By collecting data for a life cycle assessment (LCA) study, a company learned that it was using both hot water and chlorine in a sanitizing step. Only one method is necessary to safely sanitize, and the LCA identified that costly redundancy. In addition, value can be created by identifying potential areas for risk and regulation.
Figure 1: The square and the circle. Source: Andrew Winston interpretation of Ray Anderson comments, The Big Pivot. 2014. pp. 87-88.
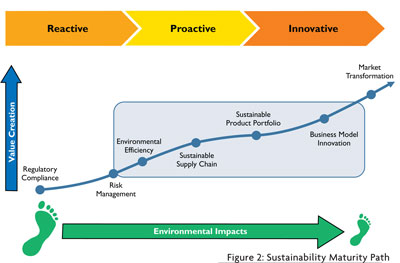
Sustainability Maturity Path
The sustainability maturity path typically starts with companies being reactive and trying to comply with regulation. This may lead to risk management, where a company may use sustainability assessment to manage and reduce reputational risk and prevent the public relation crises that can result from a lack of knowledge about environmental and social impacts of product and supply chains.
From there, companies may become more proactive, which may include starting to understand opportunities to increase operational efficiency to reduce costs and environmental impacts by minimizing water, energy and materials usage. That understanding may expand to the company’s supply chain, where it may start to evaluate and monitor its supply chain to reduce environmental impacts and drive social policies.
Next, companies may move into the innovation realm where they may start to build sustainable product portfolios, as well as integrate sustainability metrics in new product development. Now, sustainability is evaluated alongside cost and performance. The company also may start to innovate when it comes to its business model, which may drive market transformation.
There are many different methodologies and tools in the sustainable product development toolbox, including environmental risk assessment, where site-specific toxicity impacts are analyzed; carbon and water footprints, which assess just one impact category; health product declarations; biomimicry; and life cycle costing.
Design For Sustainability
In addition, there are the Design for Sustainability guidelines that acknowledge the environment must be a critical consideration along with the traditional metrics around economics and performance. These general and qualitative guidelines are meant to be followed during new product development, and are based on learnings from LCAs and other sustainability tools. The guidelines are constrained by product performance requirements and consumer needs. Globally recognized, this method is intended to help companies improve profit margins, product quality, market opportunities, environmental performance and social benefits. Companies can achieve this win-win situation for shareholders, consumers, and the public by improving efficiencies in the products and services it designs, produces and delivers. This is where sustainability becomes tangible.
Materials Selection, Reduction
Selecting low-impact materials and reducing the amount of materials used is an extremely effective way to reduce a product’s environmental impacts. Eliminate unnecessary parts and assemblies, and optimize a design to reduce material usage, which in turn, reduces transportation impacts. Also increase the amount of recycled materials used in the product, and utilize materials that can be readily recycled at end of life or product disposal. Avoid energy intensive materials, such as aluminum, for products with a short life span. Companies can also find alternatives to non-ferrous metals such as copper and nickel because of the harmful emissions generated during production, and eliminate toxic materials or additives. Material selection tools and preferred materials lists can be helpful when implementing this guideline.
Optimizing Production Techniques
There are many ways to optimize production techniques including incorporating the Design for Assembly principles to reduce production steps, optimizing the design to reduce the energy used during manufacturing, eliminating or reducing surface treatments such as powder coatings, and minimizing manufacturing waste and product scrap recycling.
In addition, organizations can motivate manufacturing partners and suppliers to increase energy efficiency. Some companies have competitions at their plants to see which shift can reduce the most energy after normalizing to production. Another option is to increase the use of renewable energy. The Alchemist, a small Vermont-based brewery, moved to solar power because it made good business sense. Yes, being environmentally conscious as well as a leader in its industry was important for The Alchemist, but ultimately that was not the sole reason the brewery decided to invest in renewable energy — it also made economic sense.
Distribution System Optimization
There is a clear hierarchy when it comes to the environmental impacts of different transportation modes. Transporting by container ship and train is environmentally preferable to truck, which is preferable to air freight. Other ways to optimize the distribution system include increasing the use of reusable bulk packaging such as pallets, minimizing volumes and weight of packaging, and ensuring that all packaging is critical to function. In addition, wherever possible, products can be shipped unassembled to reduce transportation volume.
In the 1950s and 60s, Inguar Kampad, a Sweden-based furniture retailer, realized that much of the cost of making furniture was tied to the assembly process — putting legs on tables, for example — and in shipping the products. Kampad changed his business model to sell unassembled furniture that shipped cheaply in flat boxes. He undersold his competitors, who were so furious they launched a boycott against his company and stopped filling his orders. Desperate, he looked south to Poland, which had plenty of wood and cheap labor. However, few companies were outsourcing at that time, especially to a communist country. Kampad did not let that stop him pursuing his business model though, and his company, IKEA, is still prosperous and thriving today.
Reducing Impact During Use
Ways to reduce impacts during use include reducing energy consumption, making the default state the most desirable from an environmental standpoint, making sure using the product does not result in hidden and harmful emissions and wastes, minimizing consumables needed, and reducing scrap generation.
Hypertherm — a Hanover, N.H.-based company that designs and manufactures advanced cutting systems — learned that the majority of the environmental impacts of its machines, from raw material extraction through disposal, came from scrap. This led Hypertherm to start working with its customers on nesting technology. In addition to nesting, it also is exploring methods to pair clients based on the size of sheets they need to reduce waste from scrap material using the idiom that “one man’s trash is another man’s treasure.”
Initial Lifetime Optimization
In an article titled “Repair is a Radical Act,” Rose Marcario, CEO, Ventura, Calif.-based Patagonia Inc., said: “We live in a culture when replacement is king … these conditions create a society of product-consumers, not owners. And there’s a difference. Owners are empowered to take responsibility for their purchases — from proper cleaning to repairing, reusing and sharing. Consumers take, make, dispose and repeat — a pattern that is driving us towards ecological bankruptcy. And as businesses, we have a responsibility to make higher quality products to help reclaim the act of ownership; make parts accessible and repair easy … . We need to enable our customers to become owners — and that will require a seismic shift in our approach. It’s a radical thought, but change can start with just a needle and thread.”
Optimizing the initial lifetime of products includes avoiding weak links that lead to a reduced lifespan and require maintenance; designing so that the product can be repaired and upgraded, as well as meet end-user needs for a long time; increasing the functionality of the product and designing the product’s appearance to increase aesthetic life.
Carpet tiles manufactured by LaGrange, Ga.-based Interface Inc. are a great example of an optimized product. The company’s traditional business model was to manufacture and distribute broadloom carpet through typical channels. This carpet lasted approximately 5 to 7 years, at which time worn out carpet was thrown out and disposed of in a landfill. Then, new broadloom carpet was manufactured and sold. Interface observed that 20 percent of the carpet gets 80 percent of the wear, and with no value at end of life, the carpet inevitably ends up in a landfill. So the company reinvented its business model and moved into the innovation realm of the Sustainability Maturity Path. Interface designed carpet tiles so only the worn out sections needed replacing. In addition, it started leasing the carpet tiles, which meant that Interface retained responsibility for the entire life cycle of the carpet tile. Interface also redesigned the carpet tile to allow for easy material separation and recycling at end of life, creating a much more sustainable carpet product.
Optimizing The End of Life System
Reduce. Reuse. Recycle. Optimizing the end of life system includes designing with recycling in mind — through material selection and designs that can be disassembled — as well as reuse of product and avoiding premature obsolescence. Other options to optimize the end of life include assessing the possibility of take-back programs and avoiding toxic elements to reduce air pollution when incinerated. Considering the Design for Disassembly principles can help ensure that a product system can be disassembled for a minimal cost and effort. These principles include making products simpler, components accessible, reducing the number of distant parts, using common parts for components like fasteners and zips, and using fewer different types of materials and adhesives. Often times these strategies also contribute to product serviceability.
The Herman Miller Mirra® Chair originally took two hours for someone to take it apart at its end of life. Two hours was too long, so Herman Miller redesigned the chair with Design for Disassembly in mind. The new design can be disassembled in 15 minutes and 96-percent of its parts now are recyclable.
Parting Thoughts
Sustainable product development is an evolving and iterative approach. It may start by brainstorming opportunities or evaluating ideas around which material is environmentally preferable, or by developing Design for Sustainability guidelines specific for your company or conducting life cycle assessments on key products. What is learned may then get integrated into product development, which may in turn lead to additional brainstorming opportunities.
Expanding viewpoints beyond a company’s four walls will open up the opportunities to reduce the environmental impacts of products. This may include considering what happens during product use and at the end of life. It’s important to strive to understand how products can be made more sustainable while increasing consumer value. It is possible for a company to move along the sustainability maturity path, from being reactive to proactive, and perhaps even venturing into the innovation realm.
Editor’s note: Shelly Martin is a project manager with EARTHSHIFT, a Huntington, Vt.-based Life Cycle Assessment software, training and consulting provider. The article is based on Martin’s presentation given at the 2015 Textile World Innovation Forum.