OBERTSHAUSEN, Germany — December 6, 2017 — KARL MAYER founded a new enterprise on November 3, 2017. The company’s name is KARL MAYER Digital Factory GmbH with registered office in Frankfurt/Main. For Karl Mayer digitization is an important success factor.
With this new business, the Karl Mayer Group wants to build up further-reaching digital competences with an agile environment. Main aim is a fast and flexible development of new digital solutions, offering perceptible added value for the customers. The targeted business models, products and services — as part of Karl Mayer’s digitization strategy — are meant to support the clients in their markets. “In the digital world, too, only those offers are successful which can best satisfy the consumer demands,” said Antonia Gottschalk, head of digitization, Karl Mayer, and managing director, Karl Mayer Digital Factory. “This is the reason why we consistently focus on customer benefits, and combine our long-standing experience as leading textile machinery manufacturer with new, digital know-how.”
Besides, the new company’s capacities are intended to complement the ongoing and planned activities in Karl Mayer’s core organization.
KELHEIM, Germany — December 18, 2017 — With the newly developed viscose fiber speciality Danufil® QR, Kelheim Fibres has mastered a challenge in the area of disinfection wipes. So far, the use of viscose fibers in these antiseptic wipes has posed a significant problem in spite of their excellent fluid handling properties: the fibers bind certain disinfectant substances which severely interferes with the wipes’ function.
The active substances are quaternary ammonium compounds. These so-called “quats” are positively charged. Standard viscose fibers are negatively charged which is why up to 80 percent of the quats are tightly bound to the fiber — meaning they are no longer available for their actual purpose.
With the viscose speciality Danufil QR, Kelheim has developed a positively charged viscose fiber that can reduce this undesired effect to less than 10 percent. As a result, by far the largest proportion of the quats is available for effective cleaning.
Danufil QR receives its functionality through the incorporation of a completely bio-degradable additive into the fiber’s core. Therefore, the functionality is evenly distributed and cannot migrate from the material.
While viscose fibers are long established raw materials for other hygiene, medical or food applications, Danufil QR offers all the well-known benefits of viscose fibers such as absorbency, softness and skin- friendliness for disinfectant wipes.
Kelheim’s viscose fibers also score high points for eco-friendliness, particularly in convenient disposable products: Danufil QR is made of 100-percent renewable raw materials. The cellulose used for these fibers comes exclusively from FSC- or PEFC-certified sources.
In addition to this, Danufil QR has successfully taken its first steps in practice. Sample quantities for tests are immediately available.
ALEXANDRIA, Va. — December 15, 2017 — The Angelica linen, uniform and facility services chain’s laundries in Orange and Sacramento, Calif., and Pawtucket, R.I., are the organization’s latest recipients of Hygienically Clean (HC) Healthcare certification. This designation reflects their commitment to best management practices (BMPs) in laundering as verified by on-site inspection and their capability to produce hygienically clean textiles as quantified by ongoing microbial testing.
The certification confirms Angelica’s dedication to infection prevention, compliance with recognized industry standards and processing healthcare textiles using BMPs as described in its quality assurance documentation, a focal point for Hygienically Clean inspectors’ evaluation. The independent, third-party inspection must also confirm essential evidence that:
Employees are properly trained and protected;
Managers understand regulatory requirements;
OSHA-compliant; and
Physical plant operates effectively.
Angelica now has 21 TRSA Hygienically Clean Healthcare certified facilities, the most of any laundry chain in the United States. In addition to the three newest designees, Angelica has secured the certification at facilities in Phoenix, Ariz.; Colton, Fresno, Pittsburg and San Fernando, Calif.; Holly Hill and Safety Harbor, Fla.; Rockmart, Ga.; Chicago, Ill.; Worcester, Mass.; Durham, N.C.; Henderson, Nev.; Batavia, N.Y.; Lorain, Ohio; Columbia, S.C.; Memphis and Ooltewah, Tenn.; and Austin, Texas. Angelica is in the process of certifying all of its laundries.
Certified facilities pass three rounds of outcome-based microbial testing, indicating that their processes are producing Hygienically Clean Healthcare textiles and zero presence of yeast, mold and harmful bacteria. To maintain their certification, laundry plants must pass quarterly testing to ensure that as laundry conditions change, such as water quality, textile fabric composition and wash chemistry, laundered product quality is consistently maintained.
This process eliminates subjectivity by focusing on outcomes and results that verify textiles cleaned in these facilities meet appropriate hygienically clean standards and BMPs for hospitals, surgery centers, medical offices, nursing homes and other medical facilities.
Hygienically Clean Healthcare certification acknowledges laundries’ effectiveness in protecting healthcare operations through testing and inspections that scrutinize quality control procedures in textile services operations related to the handling of textiles containing blood and other potentially infectious materials.
Certified laundries use processes, chemicals and BMPs acknowledged by the federal Centers for Disease Control and Prevention (CDC), Centers for Medicare and Medicaid Services, Association for the Advancement of Medical Instrumentation, American National Standards Institute and others. Introduced in 2012, Hygienically Clean Healthcare brought to North America the international cleanliness standards for healthcare linens and garments used worldwide by the Certification Association for Professional Textile Services and the European Committee for Standardization.
Objective experts in epidemiology, infection control, nursing and other healthcare professions work with Hygienically Clean launderers to ensure the certification continues to enforce the highest standards for producing clean healthcare textiles.
“Congratulations to Angelica on their certifications,” said Joseph Ricci, TRSA president and CEO. “This achievement proves their ongoing commitment to infection prevention and that their laundry facilities take every step possible to prevent human illness.”
HOUSTON — December 6, 2017 — The introduction of purified carbon nanotubes appears to have a beneficial effect on the early growth of wheatgrass, according to Rice University scientists. But in the presence of contaminants, those same nanotubes could do great harm.
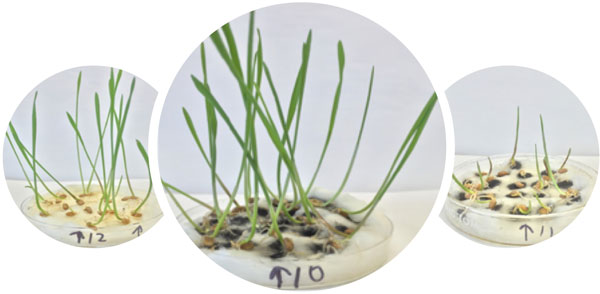
The Rice lab of chemist Andrew Barron grew wheatgrass in a hydroponic garden to test the potential toxicity of nanoparticles on the plant. To their surprise, they found one type of particle dispersed in water helped the plant grow bigger and faster.
Purified single-walled carbon nanotubes dispersed in water promoted greater plant growth (center) than the nanomaterial-free control (left) after eight days of an experiment at Rice University. Feeding plants tetrahydrofuran with the nanotubes (right) produced the opposite effect, stunting plant growth. Photos by Seung Mook Lee
They suspect the results spring from nanotubes’ natural hydrophobic (water-avoiding) nature that in one experiment apparently facilitated the plants’ enhanced uptake of water.
The research appears in the Royal Society of Chemistry journal Environmental Science: Nano.
The lab mounted the small-scale study with the knowledge that the industrial production of nanotubes will inevitably lead to their wider dispersal in the environment. The study cited rapid growth in the market for nanoparticles in drugs, cosmetic, fabrics, water filters and military weapons, with thousands of tons produced annually.
Despite their widespread use, Barron said few researchers have looked at the impact of environmental nanoparticles — whether natural or man-made — on plant growth.
The researchers planted wheatgrass seeds in multiple replicates in cotton wool and fed them with dispersions that contained raw single-walled or multi-walled nanotubes, purified single-walled nanotubes or iron oxide nanoparticles that mimicked leftover catalyst often attached to nanotubes. The solutions were either water or tetrahydrofuran (THF), an industrial solvent. Some of the seeds were fed pure water or THF as a control.
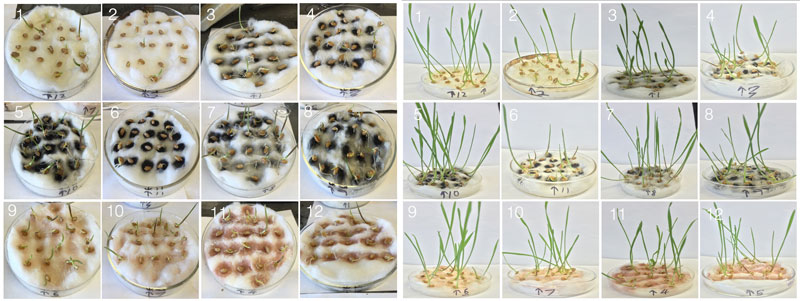
Rice University researchers tested the effects of carbon nanotubes on the growth of wheatgrass. While some showed no effect, purified single-walled nanotubes in water (5) enhanced the plants’ growth, while the same nanotubes in a solvent (6) retarded their development. The photos show the plants after four days and at right after eight days, with odd-numbered plants growing in water and evens in a solvent. Numbers 1 and 2 are controls without nanotubes; 3-4 contain raw single-walled tubes; 5-6 purified single-walled tubes; 7-8 raw multi-walled tubes; 9-10 low-concentration iron-oxide nanoparticles and 11-12 high-concentration iron-oxide nanoparticles. Click on the image for a larger version. Photos by Seung Mook Lee
After eight days, the plantings showed that purified single-walled nanotubes in water enhanced the germination rate and shoot growth of wheatgrass, which grew an average of 13 percent larger than plants in plain water. Raw single- and multi-walled nanotubes and particles in either solution had little effect on the plants’ growth, they found.
However, purified single-walled nanotubes in THF retarded plant development by 45 percent compared to single-walled nanotubes in water, suggesting the nanotubes act as a carrier for the toxic substance.
The concern, Barron said, is that if single-walled nanotubes combine with organic pollutants like pesticides, industrial chemicals or solvents in the environment, they may concentrate and immobilize the toxins and enhance their uptake by plants.
Nothing seen in the limited study indicated whether carbon nanotubes in the environment, and potentially in plants, will rise up the food chain and be harmful to humans, he said.
On the other hand, the researchers said it may be worth looking at whether hydrophobic substrates that mimic the positive effects observed in single-walled nanotubes could be used for high-efficiency channeling of water to seeds.
“Our work confirms the importance of thinking of nanomaterials as part of a system rather in isolation,” Barron said. “It is the combination with other compounds that is important to understand.”
Seung Mook Lee, a former visiting student research assistant from Memorial High School in Houston and now an undergraduate student at the University of California, Berkeley, is lead author of the paper. Co-authors are Rice research scientist Pavan Raja and graduate student Gibran Esquenazi. Barron is the Charles W. Duncan Jr.–Welch Professor of Chemistry and a professor of materials science and nanoengineering at Rice and the Sêr Cymru Chair of Low Carbon Energy and Environment at Swansea University, Wales (UK).
The Welsh Government Sêr Cymru Program and the Robert A. Welch Foundation supported the research.
Posted December 15, 2017
Source: Rice University’s Office of Public Affairs
HORGEN, Switzerland — December 15, 2017 — SSM showed two new product launches for the first time at the ShanghaiTex 2017. The PWX-CTM, for cone-to-muff, and the PWX-MTC, for muff-to-cone winding, generated large interest. SSM was very pleased by the high response on their shared booths.
This year’s show attracted a large number of visitors. Switzerland-based SSM Schärer Schweiter Mettler AG, the inventor of the electronic yarn traverse system, was present on the booth of their agent Union Trading as well as on the booth of Rieter Components. Two machines for the dye package/rewinding process of high elastic yarns had been exhibited successfully.
The best solution to maintain a high residual elasticity of elastic Polyamide (PA) and Polyester (PES) Draw Textured Yarns (DTY) after dyeing is the muff dyeing process with integrated SSM leading yarn winding technology. The new SSM PWX-CTM enables the preparation of low-density muffs, while maintaining the highest possible elasticity of the yarn throughout the dyeing process. For the highest flexible and productive rewinding, SSM PWX-MTC offers the proper solution — regardless whether muffs, hanks, dye packages on dye tubes or coreless dye packages are to be rewound.
Besides the displayed applications, SSM provides a wide range of renowned textile machines.
TOLLAND, Conn. — December 14, 2017 — Data entry has long been a laborious job and with many company’s legacy systems required multiple entries causing errors to arise. “Duplicate data entry will be something of the past once we employ YuniquePLM,” said Kelly Milazzo, vice president operations, Toad & Co. “Our team will realize reduced development time and eliminate time consuming errors throughout the product development process making our business more sustainable over time.”
Toad & Co. are creators of socially and environmentally committed garments that are equally suited for the rigors of the trail or the tavern. Ninety percent of their products are eco-friendly and a portion of each sale supports people with developmental disabilities.
“We are excited to help Toad & Co succeed with their mission of being sustainable,” stated Bill Brewster, vice president and general manager, enterprise software solutions at Gerber. “With the implementation of YuniquePLM Cloud, they are able to eliminate duplicate data entries and eliminate errors by housing all data in a central repository saving time as they produce their socially and environmentally friendly apparel.”
YuniquePLM Cloud product lifecycle management software serves as a central repository of critical data, and eliminates problems companies often face when using multiple Excel spreadsheets, email or tracking documents to communicate throughout the stages of product development and management. YuniquePLM Cloud creates a single version of the truth, connecting a company’s creative process with their supply chain and production processes.
LEONBERG, Germany — December 15, 2017 — Rotex Fabrics (Pty) Ltd. is a knitter, dyer and finisher of high-quality fabrics for fashion and sportswear, that believes in establishing meaningful, long-term relationships with customers and suppliers. The purpose built production facility is situated in the Atlantis industrial area, 50 kilometers north of Cape Town CBD, South Africa. The company was incorporated in 1980. Rotex prides itself in the fact that it is constantly developing new fabrics to keep up with the ever-changing fashion and technical requirements of its customers. The fabrics are circular knitted in house, exhaust dyed and then finished in open width. The majority of the fabrics produced contain elastane with a combination of cotton, viscose, polyester, nylon or acrylic. All cotton/elastane fabrics are bio-polished using enzymes.
In October 2016, there was an unfortunate fire where the complete dyehouse and finishing departments were destroyed, but fortunately nobody was injured. After reconstructing the damaged buildings, the company started with the installation of the new machinery by the end of April 2017, with the last of the new machines being commissioned exactly one year to the day after the fire. Three months prior the fire, Rotex started its partnership with Brückner, and commissioned a new 8-chamber, thermal oil heated tenter to complement the two existing lines.
Technical Director Martin Rohner said: “We were impressed with the new machine, as well as the service and back-up from Brückner, so much so, that when we had to replace the damaged machines, it was an easy decision to make, with the result that we installed two identical Brückner stenters. The new investment has enabled us not only to install the latest technology throughout our dyeing and finishing facility, but also to optimise the plant layout and grow our capacity to meet our customers’ growing need for high quality, fashion forward, quick response fabrics.”
Regina Brückner, owner of Brückner Textile Technologies, stated: “It was really a great pleasure for us to support Rotex as fast as possible after this terrible fire. We admired the energy and the strength of the whole company when they rebuilt the factory. The cooperation with this special and very expert customer was more than agreeable and we are proud that we could convince Rotex of the quality of our machines and of our service.”
FORT MYERS, FL. — December 14, 2017 — Chico’s FAS Inc. today announced that David Pastrana has been appointed president of its White House Black Market brand, effective January 10, 2018. In this role, Pastrana will oversee all business activities for White House Black Market and will report directly to Shelley Broader, president and CEO, Chico’s FAS. Pastrana will succeed Donna Colaco who is leaving to pursue other opportunities.
Pastrana brings to White House Black Market more than a decade of retail experience. Over the course of his career, Pastrana has held senior leadership positions at Zara, Topshop/Topman and most recently at Sears Holding Corp., where he served as president of Apparel since 2014. In these roles, Pastrana has established a distinguished record of driving increased profitable growth through new merchandising and multi-channel initiatives as well as through broad based operational improvements in merchandising, sourcing, marketing, technology, logistics and other operating areas.
“David is a proven leader who complements White House Black Market’s existing leadership, including a new head of design and seasoned merchandising associates,” said Broader. “Given its differentiated market position and loyal customer base, White House Black Market is uniquely positioned for success. I’m thrilled to welcome David as he focuses the team on a shared vision to create a stronger, more profitable brand and to deliver the elevated style, quality and service our loyal customers expect.”
“I have long admired the White House Black Market brand and am excited to join the team at this pivotal time for the business,” said Pastrana. “White House Black Market has already begun to make important improvements, including returning to the brand’s core and shifting the assortment focus back to work wear, black and white and work-appropriate dresses. I look forward to partnering with Shelley and the entire White House Black Market team as we continue to strengthen the brand and deliver for our customers.”
Before joining Sears, Pastrana served as president North America for Topshop/Topman, where he managed the North American retail, wholesale and online businesses and led the commercial, retail, buying, merchandising, HR, finance, technology and operations teams. Prior to Topshop/TopMan, Pastrana spent eight years at Inditex, including serving as the managing director and CEO of Inditex USA, overseeing strategy and financial operations for Zara and Massimo Dutti. Earlier, Pastrana served as managing director for Zara Canada and Western Region Director for Zara USA. He began his career at Inditex in stores and at headquarters in Spain.
ATLANTA — December 14, 2017 — Tegra LLC, an apparel manufacturing and supply chain provider, announced today the hiring of three senior leaders — Jim Sinor, president, Central American Manufacturing; Nick Chope, vice president of Innovation and Automation; and Ken Ellis, vice president of U.S. Operations — who will ensure continued company growth and manufacturing excellence. The additions to Tegra’s senior leadership team are intended to support the company’s mission to inspire employees while bringing customers highly responsive manufacturing solutions.
“Jim, Nick and Ken have the skill sets to forward Tegra’s quest to be the most efficient, innovative and agile manufacturer in the Western Hemisphere,” said Steve Cochran, Tegra CEO. “They bring a wealth of resources and experience to the team.”
Sinor will oversee Tegra’s facilities in Honduras, Nicaragua and El Salvador. He has more than 30 years of manufacturing leadership experience with positions at Jockey International Inc., Carhartt Inc., and VF Corp., where he recently had oversight of manufacturing facilities in Mexico and Central America.
Chope will work closely with Tegra’s leadership team and customers to build enhanced and breakthrough innovation and automation that can be utilized throughout the manufacturing platform. Chope joins Tegra from Microsoft, where he served as senior process development engineer in addition to previously holding an engineering and automation position at Apple.
Ellis will oversee Tegra’s U.S. embellishment facilities to support the expansion of the platform and capabilities. Prior to joining Tegra, he held positions with leading organizations including VF Outdoor Inc. and Harley-Davidson Motor Co.
CINISELLO BALSAMO, Italy — December 14, 2017 — This year, Epson will take part in Heimtextil — to be held in Frankfurt January 9-12, 2018 — with an even more extensive range, covering every home décor application. Epson offers a complete range of solutions that combine state-of-the-art printing technology such as PrecisionCore Epson heads, dedicated inks and precision mechanics with products ranging from direct-print inkjet models for customised household items, sublimation printing on three-dimensional objects such as plates, cutlery and vases, and high-end production systems for the industrial sector.
The modern textile industry wants choice and extreme customization. To cater for this need, Epson has developed products such as the Monna Lisa digital printer for fabrics — which, in 2005, was one of the first to use pigment inks for home textile applications, printing more than five million metres of fabric to date — as well as a range of sublimation and direct fabric printers. The variety of materials that can be printed with different kind of inks, including wool, linen, cotton, silk and polyester, combined with the power of Epson technology means that it is possible to reproduce quality designs in vibrant colors and in different quantities. The drawings used to personalize the objects and the textile and printed products on the fabrics and supports, including the wallpaper, have been designed by Luciana and Fulvio Alvisi, creatives who have been guiding “Alvisi e Alvisi” since 1973, an innovative study of drawings for fabrics in Como, capital of silk.
In the words of Direct To Fabric Sales & Marketing Director EMEAR & Americas, Giovanni Pizzamiglio: “Epson wishes to become an indispensable technological partner in the industrial textile printing sector. The aim is to offer manufacturers, retailers and designers the opportunity to produce quality products quickly and competitively, ensuring quality and rapid adaptation to new market trends. Our product range, from Monna Lisa for industrial textile digital printing, to our sublimation and DTG printing, can fully meet the needs of any market.”
Here are the details of some of the Epson solutions on show at the booth:
Monna Lisa® Evo Tre, the innovative printer in the DTF inkjet series that revolutionised the digital textile printing market by offering a tool that could shift from the sampling phase to reliable industrial production. The Monna Lisa printer is the ultimate Total Solution for the industrial textile market. It is produced by F.lli Robustelli and equipped with Epson PrecisionCore printheads and Genesta® inks, designed by Epson in collaboration with For.Tex. Available in three widths (180, 220 and 320 cm), it offers numerous advantages including reduced production time, the ability to print custom designs on a wide range of fabrics, and the flexibility to produce low-cost samples.
At Heimtextil, the 180 cm Monna Lisa Evo Tre 32PC uses Genesta pigment inks in eight colours to print on various fabrics for the Home Textile sector. Pigment printing does not require steam and washing processes, and this gives Monna Lisa a low environmental impact. Fabrics printed with the Monna Lisa machines have high colour yield, color fastness and reproducibility — essential features for fabrics used in the home textile industry, obtained also by means of pretreatment processes.
SureColor SC-F9300 64-inch sublimation printer for low-priced, easy printing. This machine is extremely flexible and ideal for producing small volumes of quality fabrics and sublimating specific designs on rigid substrates such as spill-proof panels, table tops, cups, cutlery, vases and coasters. The SureColor SC-F9300 model is a four-colour printer using UltraChrome DS inks and a high-density HDK black. It offers dual Epson PrecisionCore TFP heads for consistent, reliable results with exceptional color and sharpness.
SureColor SC-F2000 is used for direct fabric printing and can create customized towels, aprons, cushions and bags in just a few minutes. It is a particularly popular printer with the market: Epson estimates that, from its launch until August this year, it has printed more than 36 million T-shirts worldwide.
Genesta inks, UltraChrome DS and UltraChrome DG inks have achieved the ECO PASSPORT certification from OEKO-TEX® to confirm Epson’s commitment to supporting sustainable textile production.