Pillows, comforters, and cushions are filled and stitched together at Fluvitex’s new Columbus, Ohio, facility.
Fluvitex, a long-time IKEA supplier, recently celebrated the grand opening of its first U.S.-based production facility in Columbus, Ohio. The 123,588-square-foot plant will manufacture roughly two-thirds of the quilts, pillows and cushions sold through IKEA in North America. The plant is expected to bring approximately 80 jobs to the area.
“We wanted to find more efficient textile production than what we had available,” said Nora Zullo, purchasing and logistics area manager for Inter IKEA Group in the Americas Region.
“IKEA started collaboration about seven years ago in Spain with the machine supplier Masias and its subsidiary Fluvitex. Together we designed a new concept that increased the production efficiency by about 50 percent. Now we take this concept to the United States.”
The Rhode Island Textile Innovation Network (RITIN) recently was launched during an event at the Slater Mill Museum in Pawtucket. The network — with its mission to make Rhode Island a leader in advanced textile manufacturing and to recruit and train the sector’s furture workforce — is intended to foster collaboration among textile industry leaders, designers, academia and the government. RITIN was created in 2016 by Senator Sheldon Whitehouse and the University of Rhode Island Business Engagement Center, and operates with planning grants received from Real Jobs RI and the Rhode Island Commerce Corp. The program is managed by Polaris MEP, an affiliate of the National Institute of Standards and Technology’s Manufacturing Extension Partnership.
The European Committee of Textile Machinery Manufacturers (CEMATEX) has introduced the ITMA Innovation Lab to reiterate the innovation message to ITMA 2019 participants. The theme for the quadrennial show — to be held June 20-26, 2019, in Barcelona — is “Innovating the World of Textiles.”
“Innovation is vital for the industry’s success as Industry 4.0 gains momentum in the manufacturing world,” said Fritz Mayer, president, CEMATEX.
“The shift towards open innovation has resulted in increased exchange of knowledge and new types of cooperation among education institutions, research organizations and business. ITMA has been a catalyst and showcase of ground-breaking innovation since 1951. We hope participants will be able to share new developments, discuss industry trends and spur creative efforts, thus ensuring a vibrant innovation culture in a global context.”
The Innovation Lab features four main components:
• Research and Innovation Pavilion;
• ITMA Speakers Platform;
• Innovation Video Showcase; and
• ITMA Sustainable Innovation Award.
“By launching the ITMA Innovation Lab feature, we hope to better drive industry focus on the important message of technological innovation and cultivate an inventive spirit,” said Charles Beauduin, chairman of ITMA Services. “We hope to encourage greater participation by introducing new components, such as the video showcase to highlight our exhibitors’ innovation.”
The U.S. textile industry promotes itself as the world’s most innovative, and it continues to back up the hype with the introduction of numerous high-technology and sustainable fibers and yarns.
For example, at the end of October, Kraig Biocraft Laboratories Inc., a developer of spider-silk-based fibers, announced that it is working under contract with the U.S. Army to develop a strain of genetically engineered silkworms that better match the physical properties required for applications in protective textiles.
Tentatively called Dragon Silk 2.0, according to the company, this new strain is the next evolution in the development of protective fibers, built upon the existing Dragon Silk line. Dragon Silk 2.0: “is a further example of the company’s ability to adapt and tailor the properties of its recombinant spider silk materials to meet end market performance requirements. Through the use of its fiber performance testing capabilities, paired with a select breeding program, the company created a strain that is stronger, yet less elastic, than the original Dragon Silk.
“When the Army chose to award the second phase of this project, we knew that we were given a great opportunity to prove the power of our technology and our approach using silkworms,” said a company executive. “We expect this new strain will play a critical role in our expansion and commercialization of spider silk far beyond the market for bullet proof vests.”
In another example, PrimaLoft Inc. announced at the end of October it has developed a synthetic insulation made from 100-percent recycled, biodegradable fibers. The insulation, called PrimaLoft® Bio, was developed over the past four years by PrimaLoft’s team of scientists and engineers, PrimaLoft achieved this
textile breakthrough without affecting the performance characteristics of the insulation. According to the company, in accelerated test conditions simulating a landfill environment, PrimaLoft Bio fibers reached near complete biodegradation in 394 days, a highly accelerated rate as compared to the negligible degradation observed in standard polyester under the same conditions. This proprietary technology is expected to be available to consumers in fall 2020.
The Lenzing Group, based in Austria, has one plant in Alabama and another expected to come on line in 2019. The $293 million plant in Axis, Alabama, is projected to significantly increase production of one of the company’s flagship products, TENCEL® fiber, when it begins production. However, Lenzing also has new products under development the its other global facilities. The company recently announced the launch of a new VEOCEL™ Lyocell fiber with Eco Disperse technology, which is designed for use in flushable wipes. “This new fiber demonstrates enhanced biological disintegration performance,” according to the company. “The inclusion of this new fiber enables more diverse design opportunities while providing exemplary wet strength and disintegration performance.
Productivity And Speed-To-Market
It is certainly no secret that, after years of decline and stagnation, the U.S. textile industry has begun to grow again — at times at an accelerated rate. Part of that can be attributed to the research and development of innovative products such as those mentioned above.
But three other factors loom large in the industry’s resurgence: quality, productivity and speed-to-market. “We certainly have an advantage in logistics,” said one spinner. “We can deliver products to more markets more quickly than just about anyone in the world. And with our degree of technology, our products are higher quality than most others are capable of producing.”
But a huge aspect of the comeback has been gains in productivity. U.S. textile mills have increased labor productivity by 60 percent since 2000, according to NCTO. Other nations — China, in particular — have seen costs increase without a corresponding increase in productivity. “China used to have a huge advantage over us in costs,” said one industry expert. “But China has a growing middle class, and wages increase every year. Unfortunately, for the Chinese industry, those wage increases have not led to more productivity per employee.”
Next month, as per tradition, Yarn Market will review the highlights of 2018 for fiber manufacturers and spinners. And in January, we will offer a preview of what spinning executives expect for 2019.
In April 2018, the Roseville, Minn.-based Industrial Fabrics Association International (IFAI) named Steve Schiffman, the association’s then vice president of media and sales, new IFAI president and CEO. Schiffman, with a career history in publishing, joined the staff of IFAI in 2013. Commenting on the announcement, retiring IFAI CEO Mary Hennessy said: “Steve has done a great job for IFAI since joining our team five years ago.
He is earnest and determined, and I have complete confidence in his abilities. I know he will be a strong and thoughtful leader.”
Following IFAI Expo 2018 in Dallas, Textile World editors spent a moment with Schiffman to gain insight into the association and his new leadership role.
TW: Congratulations on your new position with IFAI. What are your initial impressions of the organization?
Schiffman: Thank you very much. I’ve been here a while and had the opportunity to experience most areas of the association through my various responsibilities. My transition has been seamless so far for a variety of reasons. Mary was gracious with her time helping me get up to speed, the board has been very supportive, and the staff has adapted well and embraced the change. We have a great team who really cares about our members and want to contribute to their success.
TW: With your background in publishing coupled with IFAI’s multiple publications, how important are the publications to the association and its divisions?
Schiffman: We have strong media brands, starting with our flagship Specialty Fabrics Review. Each of our division-specific publications are also strong in each of their market segments. Our editorial team works with our division members and staff to identify important subjects to feature. Our print publications remain viable, relevant and frequently referenced as the most important member benefit. Our readers tell us that our content is valuable and over the past few years we’ve created brand extensions for all our print publications including monthly and twice monthly e-newsletters, custom content and, of course, our websites.
TW: What are the benefits of IFAI membership?
Schiffman: We have core member benefits that have remained constant over the years including a subscription to Specialty Fabrics Review and a division specific magazine, if applicable; access to InfoCentral, a fabric and product sourcing guide; a variety of educational offerings including access to educational video content; and free listings in our magazines and discounts for events, workshops, job postings in the Textile Career Center, e-store purchases, business services, and more. Suppliers also receive discounts on print advertising and exhibit space at both IFAI Expo and our Geosynthetics Conferences.
We’ve recently offered a new Energy Savings Program where members can save money on electricity and natural gas. We also are hoping to launch two other new benefits soon — the Textile Industry Retirement Plan and Textile Industry Health Plan.
TW: Many TW readers are familiar with IFAI Expo, but please expand on other events that are central to IFAI’s mission.
Schiffman: Our next largest event after IFAI Expo is our Geosynthetics Conference which is now produced annually. Our division events include Marine Fabricator Conference; Tent Expo/ Tent Conference, which alternates each year; Outlook Conference; Smart Fabrics Summit; and our newest event launch, Women in Textiles Summit.
TW: With IFAI Expo in Dallas now a wrap, what trends did you take away?
Schiffman: I think the overarching takeaways were that companies are embracing technology and automation, reimagining business practices and innovating to prepare for the future. As customer needs continue to evolve, their expectations of customized products will continue to increase, and companies want to be prepared to meet those needs.
TW: What is your perception of the health of the industrial fabrics industry, and what are its biggest challenges?
Schiffman: I think the Specialty Fabrics and Technical Textiles industries continue to be strong. The feedback I received after speaking to many companies at IFAI Expo is that things are good right now. Early 2018 weather issues slowed sales for a while, but they bounced back as the weather improved. Finding trained sewers continues to be a challenge for many companies. The current tariffs remain a concern at different levels for different companies which makes longer term business planning more challenging.
TW: How important is member education to the IFAI mission and what forms does education take?
Schiffman: Member education is central to our mission. We produce a significant amount of content across a variety of different channels to help our members grow and prosper. Education used to be limited to our publications and events. Over the past few years we’ve launched educational webinars in most of our divisions that allow members to listen to content designed to help them succeed, either live or later on-demand. We also believe there is an opportunity to bring education to members through hands-on workshops. Our Video Technical Library has just scratched the surface of providing educational videos members can use to educate their employees and we’re in the planning stages of developing podcasts to make it easier for members to access our content anytime from anywhere. In April 2019, we will try something new in how we deliver education by launching the Smart Fabrics Virtual Summit, a full day of programming available online, in cooperation with the U.S. Department of Commerce.
TW: Looking forward, what do you think are the biggest challenges facing IFAI members? What about opportunities?
Schiffman: In our 2018 Membership Survey our members told us that their biggest challenge is finding qualified employees. We’ve always worked to provide resources for education and training through IFAI Expo, our Makers Division and magazines. Most recently we’ve added to those efforts with our new Textile Career Center, Technical Video Library, Small Business Center and an increasingly robust webinar schedule. I think the opportunities are in leveraging automation and innovation to help create efficiencies and better meet customer demands.
TW: What does the future look like for IFAI?
Schiffman: I’m excited about the future of IFAI. Even though member satisfaction is at an all-time high we’re constantly trying to improve and identify ways to enhance member value and return on their investment. That said, we’re not without challenges. We’re working to create a better understanding of IFAI Expo and how it’s part of a member driven trade association providing value to members every single day of the year. You’d be surprised at how many people don’t make that connection, so we must help them get there. We’ve added staff to our marketing department and we’re aggressively working to drive Expo attendance and membership by expanding our reach and marketing strategies to new markets where IFAI can provide value. We’re also interested in more collaboration with similar associations, events and other partners to the benefit of our members and the industries we serve.
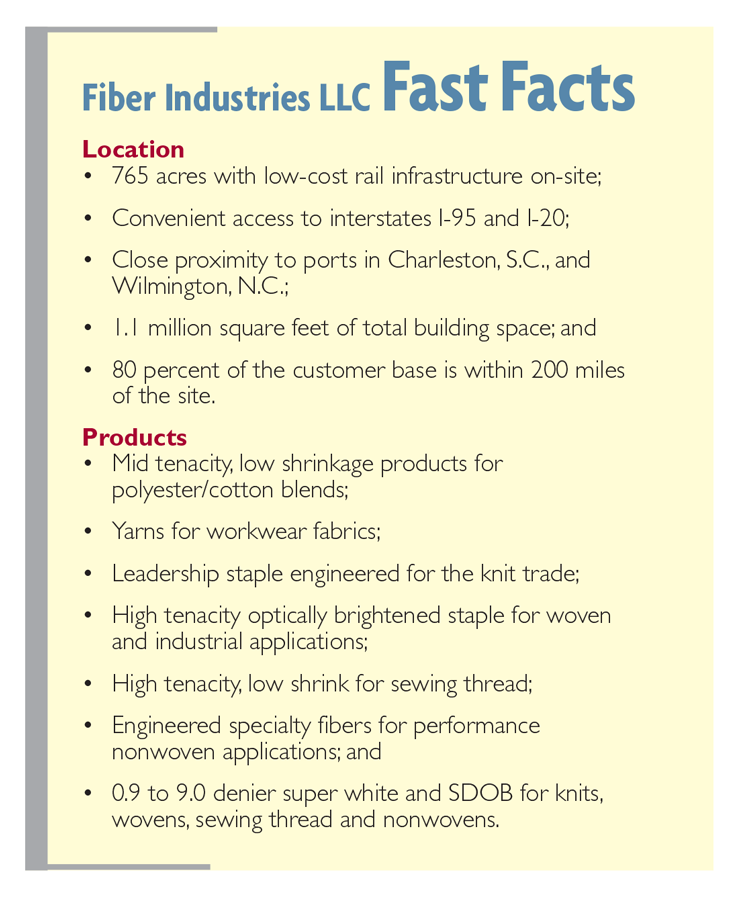
Fiber Industries LLC recently invested more than $30 million to open a new polyester fiber operation in the former Wellman Palmetto facility in Darlington, S.C.
Fiber Industries LLC recently invested more than $30 million to open a new polyester fiber operation in the former Wellman Palmetto facility in Darlington, S.C.
TW Special Report
Fiber Industries LLC recently invested more than $30 million to open a new polyester fiber operation in the former Wellman Palmetto facility in Darlington, S.C. Co-owners and partners Andrew Rosenfeld and Leandro Carboni commented when the announcement was made: “Fiber Industries is excited about the opportunity to restart the Palmetto Plant and bring jobs to the Darlington area. The management team has been very impressed with the local workforce capabilities observed during its due diligence process.”
Rosenfeld previously worked in chemical and energy investing at Citadel LLC and Impala Asset Management. He was also an equity analyst for the chemical and refining sector at Prudential and Schroder & Co. Ltd.
Andrew Rosenfeld
Rosenfeld supported the development of the merchant chemicals commercial platform at Koch Industries and led Marathon Oil’s chemicals business after working as a refining engineer and serving in an economics and planning role. He holds an MBA from American University and a B.S. in Chemical and Petroleum-Refining Engineering from the Colorado School of Mines.
Leandro Carboni
Carboni formerly served as a vice president at LyondellBasell Industries and as an officer at Third Coast International where he oversaw the global chemical, oil and gas business. Carboni has extensive experience in business management that includes leading a multinational workforce and operations in Europe, Asia, and South America. Leandro holds an MBA from the University of Sao Paulo, a business certificate from the Wharton School of Business, a B.S. in Industrial Engineering from Paulista University and a B.S. in Marketing from Getulio Vargas University.
Textile World recently had the opportunity to talk with Rosenfeld and Carboni about the new operation and its position in the industry.
Textile World: What led the group to acquire and reopen the shuttered plant?
Fiber Industries: At the time, textile imports accounted for about 50 percent of the market, but consumers are interested in a local, reliable source. As global production economics began to shift, some manufacturing started returning to the United States. We saw an opportunity to bring manufacturing back to Darlington County, S.C., a community that supports local business and has a strong manufacturing-skilled workforce. As we explored the manufacturing site, we recognized the plant was prime for utilization. After completing significant due diligence, we determined the facility and its assets were in good shape and it was clear that when the plant closed, the equipment was shut down in a way that supported the ability to restart. We also realized an opportunity to rehire much of the same workforce that resides in the community.
We set out to rehire about 30 percent of the previous workforce, but ended up bringing back 40 percent of the workers and plan to hire at least 135 people overall.
TW: What products is Fiber Industries producing in Darlington County?
FI: The company supplies polyester staple fiber, found in thousands of consumer products from polyester/cotton blends used in clothing and apparel to fiberfill and nonwoven products like diapers, hygiene and medical protective solutions.
TW: How has Fiber Industries upgraded the plant, and business technologies and systems?
FI: Our goal was to restore the workforce and culture of this company and we recognized an opportunity to support that long-term by stitching together a new technology infrastructure with a focus on efficiency. We installed Rockwell/Maverick process control and manufacturing enterprise systems, coupled with Microsoft NAV as the basis of its Enterprise Resource System. On the business operations side, we installed an Avaya IP Office unified communications system. It supports our core business functions and because it’s cloud-based, will remain cost-effective and scale with us as our business grows. By opting for this cloud-based communications system, we saved 35 percent on the cost of an on premise alternative.
TW: How do the investments support worker productivity? What other benefits has Fiber Industries realized since making these upgrades?
FI: The state-of-the-art process control and management ERP system to allow us to make real-time operating decisions more effectively, which will allow us to serve our customers better.
The cloud-based unified communications system delivers enterprise-class functions like conferencing, voicemail-to-email and mobile device integration, that staff can access from the office, on the plant floor, or remotely. We only have one IT professional, so the agility the unified communications technology delivers is critical to our business success. For instance, we can download an application on a mobile device and easily transfer or route calls, set up conferencing or use instant messaging to communicate with the team. This has been a tremendous resource for productivity while working remotely. This functionality lets us stay in close contact with the team. For our customers, it ensures Fiber is delivering a seamless experience and has helped us set a standard for the kind of exceptional service we expect our team to deliver. The Avaya IP Office system is also secure. It comes with built-in signaling and media encryption that preserves privacy and data integrity.
TW: What kind of jobs do workers do in the office/plant at Fiber Industries?
FI: Every job on the plant floor is geared towards a specific task in a specific area. All of our employees have different skill sets, and those range from a highly skilled operator of a control panel down to a warehouse operator who manages logistics so our customers receive the correct products, on time.
TW: What does the future look like for Fiber Industries?
FI: Fiber Industries is finalizing upgrades to the facility; we will begin to ramp-up operations and start delivering on-spec products in late-October. We see opportunity for growth based in our commitment to supporting our customers’ demands and adding value for them.
There is a lot of unused capacity on site, and we see potential for brown-field expansion down the line. The innovation in manufacturing right now is exciting and Fiber is in an interesting position for growth. Polyester is a versatile product used in everything from clothing to carpet and the industry continues to find new opportunities.
Anderson D. “Andy” Warlick, chairman and CEO, Parkdale
Parkdale’s willingness to invest and forward-looking thinking have set the company on a path for the next 100 years.
By Rachael S. Davis, Executive Editor
Cotton has played a large role in the history of the U.S. textile industry, and the U.S. cotton supply chain is one of the most well developed in the world. One of the largest influential players in the U.S. cotton supply chain is yarn spinner Parkdale Mills Inc., Gastonia, N.C., today operating with Chairman and CEO Anderson D. “Andy” Warlick at the helm.
“Parkdale is the largest customer of U.S. cotton and a cornerstone of the U.S. textile industry,” said Gary Adams, president and CEO, National Cotton Council. “Over the years, Parkdale has made numerous positive contributions to the U.S. cotton industry and continues to be an active participant in the work of the National Cotton Council.”
Parkdale was chartered 1916, and began turning the first spindles in 1918. The first year, Parkdale produced 425 tons of thread in one manufacturing location. Fifty years after the charter, the company opened a second plant, Parkdale Mills Plant #2 in Gastonia, which doubled the company’s production capacity. Today, the privately-held company operates 25 plants, in addition to research and development and distribution centers in the United States, Mexico and South America.
Cotton will always play a significant role at Parkdale, but there is a lot more to the Parkdale story than just cotton.
Over the years, Parkdale has embraced automation technologies in all of its operations.
Innovation & Automation, Automation, Automation
Parkdale is committed to technology and adopting innovative solutions to stay competitive. The company is known for seeking technology and driving innovations in yarn spinning.
One example of the company’s forward way of thinking is the redesigned sliver can Parkdale uses. The company worked with a supplier to redesign the shape and increase the size of the standard sliver can to increase efficiency by reducing the number of can changes.
According to Rieter America LLC — a Spartanburg, S.C.-based supplier of systems for short-staple fiber spinning — Parkdale has been a very open minded customer, and one that is always open to new products and innovations. “The company actively seeks technology, and is an early adopter of technologies when it makes sense to Parkdale and its customers,” said Thomas Kuettel, president and CEO, Rieter America. “Parkdale adapts steadily to changing market trends and requirements to remain one of the market leaders.
“Rieter concentrates in evaluating new market trends, and Parkdale acts as a very important partner,” said Kuettel. “We have common interests in developing new products.”
One of the biggest reasons Warlick sees for Parkdale’s continued success is the company’s willingness to adopt automation technologies.
“We are committed to robotics in a way that no other U.S. company is,” Warlick said. “We have funded research, we buy prototypes, and have an open door for any type of new automation.”
Automation also helps address the increasingly difficult time the industry has in finding qualified, trained employees who are willing to work in manufacturing. According to Warlick, Volvo — a company with name prestige and offering good wages — has a difficult time attracting qualified technical help for a new plant in Charleston, S.C.
“That’s why Parkdale uses so much robotic automation today,” he said. “To put in a greenfield operation in this country is almost impossible because you cannot find qualified, trained help. It just reemphasizes the fact that we need to automate and consolidate.”
Parkdale is recognized as the largest consumer of U.S. cotton, which it uses in its yarns and health and beauty aid products.
Diversification Versus Verticalization: U.S. Cotton, Blended Yarns
In 2007, Parkdale acquired U.S. Cotton, a manufacturer of cotton health and beauty aid products. This expansion allowed Parkdale to grow, and to leverage its existing cotton supply chain without creating conflicts with its customers.
However, the price of cotton peaked at historically high levels in 2011. This price hike, coupled with competition from ever-improving man-made fibers including polyester, led many spinning companies to change their product mix. Parkdale was not alone in its move to develop blended yarns, and also recognized that polyester yarns and blends are here to stay even as the price of cotton has dropped.
“The consumer today views polyester a lot differently than they did 30 years ago,” Warlick said. “If they want it, we will make it.”
Sustainability, JV With Intrinsic
“We’re focused on sustainability and the environment,” Warlick mentioned. “We were one of the first companies to zero landfill, first to offer organic cotton. We have a R&D group working on biodegradable products and polymers that use less water, less energy and fewer dyestuffs.”
Most recently, Parkdale Advanced Materials Inc., an innovative fibers and yarns division of Parkdale, announced a partnership with Hayward, Calif.-based Intrinsic Textiles Group LLC. The two companies have formed Intrinsic Advanced Materials, a joint venture company to commercialize CiCLO™ Sustainable Textile Technology.
Intrinsic Textiles Group developed CiCLO as an answer to the plastic microfiber problem as well as to reduce the amount of plastic accumulation in landfills caused by discarded textiles. The U.S. Environmental Protection Agency reports approximately 5 percent of mass in landfills is textile waste. More than 60 percent of textiles produced today are made using man-made materials, which translates into more than 40 million pounds of man-made textiles hitting the landfill in the United States alone, according to Intrinsic. The amount of microfiber pollution in oceans has not yet been quantified, but early studies and mounting evidence suggest it is an issue that requires further study and attention.
The CiCLO technology, when incorporated in man-made materials such as polyester during manufacturing, allows these materials to biodegrade in a way that is similar to natural materials when in wastewater treatment plant sludge, seawater and landfill conditions.
“Parkdale is contributing considerable resources and expertise to enable CiCLO to lead the textiles industry in sustainable solutions,” said Andrea Ferris, CEO of the new joint venture and CEO of Intrinsic Textiles. “Their partnership presents a powerful opportunity for us to significantly scale up manufacturing and quickly make product available to customers worldwide, ultimately making the greatest environmental impact.”
“The Parkdale team has been working with Intrinsic Textiles Group for quite some time to vet CiCLO technology,” said Charles Heilig, president and CEO of Parkdale. “We’re confident that CiCLO is the best solution for synthetic microfiber pollution and unrecycled textile waste. The joint venture is a strategic fit, leveraging each company’s strengths, and represents Parkdale’s commitment to continual innovation for our customers. We couldn’t be more excited to help bring CiCLO to market.”
Leadership
Warlick has become one of the most respected leaders in the textile industry, after leaving Milliken for Parkdale in 1984 to work for his father-in-law, the venerable Duke Kimbrell.
“Parkdale remains one of the largest cotton spinners in the world, despite the tremendous challenges and obstacles that the U.S. textile industry has faced over the past two decades,” said J. Berreye Worsham, president and CEO, Cotton Incorporated. “Andy has done a great job as the leader and successor of a cotton textile legend, Duke Kimbrell.”
As a leader, Warlick believes in the inverted pyramid model. “I believe in the upside down pyramid, and I’m at the bottom because if I’m helping everyone else be successful, I’m going to be successful.”
He also believes in youth. Warlick was 32 when he was named president and COO in 1988. At that time, Chairman and CEO Kimbrell was 65. “What made us a great team, was the age difference,” Warlick noted. “Working with a chairman and CEO who was 65, created a wonderful environment that allowed us to experiment, change and innovate — see the textile world from a fresh set of eyes so to speak, and not accept the status quo just because it was the way we had always done things. Today, we have some plant managers that are in their 20s and 30s, and their job is to keep us from getting complacent!”
As for the future of Parkdale’s leadership, the company has a strong team of executives, most with many years of service.
Charles Heilig runs Parkdale Mills and John Nims leads the U.S. Cotton business.
Warlick’s own son, Davis Warlick also is learning the family business from the ground up as his father once did. Currently, Davis manages Parkdale International and is responsible for the businesses in Mexico and Colombia.
Washington Engagement
“I view industry leaders as companies that take a cutting edge role in regard to innovation and are quick and responsive in terms of investment, investing even in difficult times when most people would be conservative,” said Augustine Tantillo, president and CEO, National Council of Textile Organizations. “But also from a policy standpoint, Parkdale has been a leader in the policy arena for decades. And that comes from an embedded view and understanding that government policy is critical in terms of creating that environment that makes it conducive to manufacture in this country and specifically to produce textiles, and I think it’s for that reason that Andy has been a highly engaged member of NCTO. He’s a past chairman of NCTO, he serves on our board and he has had no interest in delegating these responsibilities even though he’s running a multi-billion dollar business. Because he wanted a hands-on approach to how Washington was viewing our industry and decisions Washington was making in terms of impacting our industry.
“In the arena that I operate in, he’s been an outspoken, highly engaged and critical leader with a very hands on approach to the policy making process, that has benefitted not only Parkdale, but the industry as a whole to have that kind of engagement and leadership.
“Andy is a private person, and does a lot of things very low profile, but that doesn’t mean he’s not intensely engaged,” Tantillo said. “I think that’s what might confuse some people at first because while we don’t see the big press campaign with Parkdale, that doesn’t mean that there isn’t any lack of intensity.
“It is a very personality driven company,” Tantillo continued. “Andy is a very significant personality in the sense that he knows what he wants and he knows the vision for the company. So he has had a major impact on shaping and on the course for Parkdale.
“As an example of his lower key personality, Parkdale celebrated its 100th birthday recently, and you would not have known it. Andy’s view is hey, I’m looking to the future. Yep, we’re celebrating 100 years, and that’s a great accomplishment, but it’s the next 100 I’m focused on,” Tantillo concluded.
“I think if you’re trying to maintain the status quo, then you’re going backwards,” Warlick said.
An ancient Arabic proverb states: “What is coming is better than what is gone,” and this certainly seems to be the case for Parkdale.
Warlick’s Thoughts On Trade, Challenges Facing The U.S. Textile Industry
President Trump is the first president in my lifetime to acknowledge that the system does not work for American manufacturers. We have lived and died in a system that rewarded us for leaving the United States to manufacture overseas. We as a nation have the lowest duties of any industrialized country in the world. We have opportunities to export if, and only if, we are treated the same at most foreign borders. Twenty-percent VAT taxes and duties on our products and zero percent on theirs? I am not talking about other inequities like currency manipulation or direct government support. This, unfortunately, has been described as “free trade!”
Would we, as a nation, accept that U.S. Olympic athletes had to run a 120 meter race against the world running 100 meters? We certainly would not, yet this ignorance has been accepted and promoted by some of the most respected economists in our country! The world of trade sans the U.S. is a mercantilist trade environment.
One of the great disappointments that I have is that we’re not growing this hemisphere as far as output is concerned. The greatest challenge is keeping business in this hemisphere. We do not have the growth in knitting, weaving, or dyeing and finishing to grow in this hemisphere. We need new investment downstream or else we will experience negative growth as a yarn industry.
Yarn plant investments are expensive and a fashion shift from ring spinning to open-end spinning, or from open-end to ring, can strand a lot of capital and cause plant closures.
In addition, energy costs — which have always been one of our advantages — are starting to go up double digits and that’s going to continue, taking away competitiveness.
Hopefully, these issues can be addressed in the near future.
Texworld USA and Apparel Sourcing USA will bring the best in fabrics and apparel resources to the Javits Center in January.
TW Special Report
Atlanta-based Messe Frankfurt Inc.’s Texworld USA and Apparel Sourcing USA events will return to the Javits Center in New York City January 21-23, 2019, for the Winter editions.
Texworld USA — an apparel sourcing event for buyers, research and product development specialists, designers, merchandisers and overseas sourcing professionals — offers attendees “the opportunity to meet directly with a wide range of manufacturers from Asia, the Middle East, North America and from many other regions from around the globe.” The show is produced in partnership with Austria-based Lenzing.
Items on display at the show are organized into 16 categories including cotton; denim; embroidery/lace; faux fur; findings, trims and accessories; functional fabrics; jacquards; knits; linens; novelties; prints; shirting; silk; silky aspects; wool; and yarns.
Apparel Sourcing USA — a long-term joint venture partnership between Messe Frankfurt and the China-based Sub-Council of Textile Industry, China Council for the Promotion of International Trade (CCPIT-TEX) — is designed to offer apparel brands, retailers, wholesalers and independent design firms a dedicated sourcing marketplace for finding the best domestic and international apparel manufacturers. According to Messe Frankfurt, Apparel Sourcing is the only event on the East Coast to focus on sourcing finished apparel, contract manufacturing and private label development. For Winter 2019, organizers will group products into the following 21 categories: activewear, polo shirts/shirting, knits/tops, sweaters, dresses, suiting, ties/ascot, denim, pants/bottoms, loungewear/ sleepwear, intimates/shapewear, socks/hosiery, gloves, outerwear/coats, hats/headwear, swimwear/resortwear, uniforms/workwear, jewelry, shawls/ scarves and labels.
The January 2018 edition of Texworld USA attracted 260 exhibitors and more than 3,700 attendees from 50 countries; while Apparel Sourcing USA saw 100 exhibitors and 600 attendees from 25 countries in January 2018.
Education, Event Highlights
Visitors to both events will have the opportunity to view trends for Spring/Summer 2019-20 created by Texworld USA Art Directors Louis Gerin and Gregory Lamaud.
According to organizers, other highlights of the Winter 2019 editions of Texworld USA and Apparel Sourcing USA include:
A wide list of exhibitors from India, China, Turkey, Taiwan, and more;
The return of Local Loft, which features domestic manufacturers who can meet low minimum requirements;
Resource Row with expanded offerings in sustainability, technology and trends;
SPOTLIGHT on sustainability;
Seminar series organized by Lenzing featuring relevant industry issues; and
Textile Talks on the show floor covering hot topics including fabric innovation, sustainable processes and trade; and the Explore the Floor series where visitors have the opportunity to participate in guided tours with industry experts.
“For our winter 2019 edition we continue to heavily concentrate on bringing our attendees the best in fabric sourcing with a curated group of international exhibitors focused on bringing high quality products at a reasonable price,” said Jennifer Bacon, show director, Texworld USA and Apparel Sourcing USA. “Our seminars and floor sessions have evolved by featuring discussions on the latest technologies, inspiring seasonal trends, textile innovations and more. The upcoming show spotlights sustainability and will educate attendees on conscious sourcing in today’s climate from industry experts.”
Registration is complimentary for qualified trade industry professionals. Messe Frankfurt recommends that attendees preregister online, but it also is possible to register on-site using a business card and photo identification. The show is open January 21 and 22 from 10 a.m. to 6 p.m., and from 10 a.m. to 4 p.m. on January 23.
For more information about Texworld USA and Apparel Sourcing USA, please visit texworldusa.com and apparel sourcingshow.com.
The 2019 edition of Techtextil North America heads to Raleigh, N.C., to locate near the heart of the North American textile industry.
TW Special Report
Things are going to look a little bit different at the upcoming Techtextil North America 2019 show, the 16th edition of the event to be held February 26-28, 2019. First, is the Raleigh Convention Center venue in Raleigh, N.C. Techtextil North America’s “West coast” edition held in odd-numbered years, is held in different cities — most recently in Chicago, Houston and Anaheim — unlike the even-numbered year show, which is always held in Atlanta. According to organizer Atlanta-based Messe Frankfurt Inc.: “The relocation to Raleigh brings the show back to the heart of the North American Textile Industry, with drive-in access for many leading global companies and within minutes of one of the best airports in the U.S. — Raleigh-Durham International Airport.” North Carolina is actively involved in the textile industry with more than 700 textile manufacturing locations and more than 42,000 industry workers, reports Messe Frankfurt.
Second, is Atlanta-based organizer Messe Frankfurt’s partnership with North Carolina State University’s (NC State’s) Wilson College of Textiles for the event. Locating the show in Raleigh presented the opportunity to collaborate with the university — well known as a hub for textile research and development — and name the Wilson College of Textiles the first official academic partner of Techtextil North America. Messe Frankfurt hopes the partnership will offer multiple benefits:
Faculty and staff from the Wilson College of Textiles will be involved in educational opportunities at the show.
Participating companies will have access to the latest textile research occurring at NC State, and the college’s undergraduate and graduate programs will gain exposure through special feature areas on the show floor.
A career fair, to be held February 28 at the Wilson College of Textiles, will help facilitate careers and partnerships between students and show attendees.
“The [Wilson] College of Textiles at NC State University is proud to be the first academic partner for Techtextil North America,” said Dr. David Hinks, dean and Cone Mills Professor of Textile Chemistry, College of Textiles. “Our partnership with Techtextil North America is an ideal way to achieve our joint goal of advancing the textile industry.”
As always, Techtextil North America will feature a high-quality symposium; Tech Talks on the show floor hosted by The Nonwovens Institute; and its annual Graduate Student Poster Program, which will also be open to undergraduate students for the first time. “The Lab” testing demonstration and learning area, is a new feature on the show floor that will highlight technology for textile testing and standards. In addition, on Wednesday, February 27, an after-hours networking reception will be hosted at NC State’s Wilson College of Textiles during which tours of the college and NWI will be offered. Tickets for the event are limited and can be purchased during registration, or on site at an increased cost.
“We are thrilled about this new endeavor and our first ever official academic partnership with North Carolina State University’s College of Textiles,” said Kristy Meade, Show Director, Technical Shows: Textiles, Sewn Products, Equipment and Technology at Messe Frankfurt North America. “Through our collaboration, Techtextil North America 2019 will serve as a direct link between innovators of industry and the next generation of textile professionals, and we hope to create an engaging environment that sparks new ideas, partnerships, and industry growth.”
For more information about Techtextil North America 2019, visit techtextilna.com.