Industry Launches Campaign Against Chinese ImportsStunned by a rising tide of Chinese textile and
apparel imports, leaders of the six major trade associations representing US textile manufacturers
met in Washington June10 to develop plans to seek government help in stemming the tide. The
industry leaders said they have made an “unwavering commitment to take any and all political steps
to ensure the industrys survival.”Joining in the effort are the American Textile Manufacturers
Institute (ATMI), American Yarn Spinners Association (AYSA), National Cotton Council (NCC),
National Textile Association (NTA), American Manufacturing Trade Action Coalition (AMTAC) and the
American Fiber Manufacturers Association (AFMA).With Chinese imports reaching record-breaking
levels, particularly those in the 29 product categories where quota restraints were recently
removed, the association executive said they will seek government action in three areas. Firstly,
they have called on the administration to implement the special “safeguard mechanism” in the
Chinese bi-lateral agreement that permits the US and China to negotiate new bilateral quotas in
cases where market disruption can be shown, and if that is not successful, the US may impose
unilateral quotas. Secondly, the industry officials say the US should not agree to inclusion of
so-called Tariff Preference Levels (TPLs) in future bi-lateral or regional trade agreements. TPLs
permit a given amount of imports from third countries, not parties to the agreement, to enjoy the
duty-free treatment given products made in the participating countries. Finally, the new coalition
will seek government action urging the Chinese government to correct a currency imbalance, which
they say amounts to a 40 percent price advantage for the Chinese. At a news conference announcing
the new effort, the coalition released a report from ATMI
(Download the ATMI report here.)
that says unless the US government acts, China will gain control of between 65 percent and 75
percent of the US apparel market once quotas on Chinese imports are removed on January l, 2005. The
report claims this will “destroy the U.S. textile and apparel industries.” In a press release
issued at the news conference, the coalition said: From twelve months ending in March 2002 to
twelve months ending in March 2003, the U.S. government has stood by while Chinas textile and
apparel exports to the United States have surged 140%, the biggest increase in history. During the
same one year period, the U.S. textile industry closed more than fifty plants and more than 40,000
textile workers lost their jobs. U.S. trade policy toward China is the most important factor
leading to the bankruptcy of many of the nations largest textile companies, the closure of hundreds
of textile and apparel plants, and the loss of 267,700 textile and apparel industry jobs from
January 2001 to May 2003.Moreover, despite pleas by the U.S. textile industry and dozens of other
manufacturing groups, the U.S. government has refused to move against Chinas illegal currency
regime that gives its exports a 40% price advantage over U.S. manufactured goods. At a time when
U.S. manufacturing has experienced its sharpest falloff in employment since the Great Depression,
Chinese exports of manufactured goods have reached record highs. To secure congressional passage of
trade promotion authority (TPA), numerous Administration officials made promises to the U.S.
textile industry. President Bush even issued a statement on December 6, 2001, saying, “In short, I
intend to ensure that the interests of our textile industry and workers are at the heart of our
trade negotiations.” With the textile industry in crisis and in light of the highly damaging
textile bilateral agreement with Vietnam, among other actions, it is critical that the
Administration fulfill its commitments made to the industry in 2001. The six organizations
represented above view the full and aggressive implementation of the special textile China
safeguard as one “litmus test” as to whether those commitments have been fulfilled.Allen Gant, ATMI
Second Vice Chairman and CEO of Glen Raven Mills said, “When Japan and Australia eliminated their
textile quotas, Chinese exports quickly cornered 75% of the market. Unless the U.S. government acts
decisively before Chinas textile quotas expire in January 2005, Chinese exports undoubtedly will
dominate the U.S. market in a similar fashion eviscerating the U.S. textile industry. Concluded
Jonathan Stevens, NTA Vice Chairman and President of Ames Textile Corp., “Chinas massive surge into
the market will render all U.S. trade agreements with Western Hemisphere countries obsolete and
cause the loss of millions of textile jobs from Chile to Canada and every country in
between.”TEXTILE SUMMIT ATTENDEESATMI Press Contact Info:Cass Johnson (202) 862-0545,
cjohnson@atmi.org,www.atmi.orgATMI Summit Attendees:Billy Moore, ATMI Chairman and Executive Vice
President for Governmental and Investor Relations of Unifi, Inc. located in Greensboro, N,C.; Allen
Gant, ATMI Second Vice-Chairman and CEO of Glen Raven Mills located in Glen Raven, N.C.; Parks
Shackleford, ATMI President, Washington, DC;Cass Johnson, ATMI Senior Vice President, Washington,
DCAYSA Press Contact Info:Mike Hubbard (704) 824-3522, mshaysa@aol.com,www.aysa.orgAYSA Summit
Attendees:##Jim Chesnutt AYSA President and President/CEO of National Spinning Company located in
Washington, N.C.; George Moretz AYSA Man-Made Fiber Committee Chairman of Carolina Mills located in
Maiden, N.C.; *Mike Hubbard AYSA Exec. Vice President, Gastonia, NC.NCC Press Contact Info:Marjory
Walker (800) 377-9030, mwalker@cotton.org,www.cotton.orgNCC Summit Attendees:Kenneth Hood NCC Past
Chairman, Gunnison, MS; Gaylon Booker NCC Immediate Past President, Memphis TN; John Maguire NCC
Senior Vice President for Washington Affairs, Washington, DCNTA Press Contact:David Trumbull (617)
542-8220 x 2, dtrumbull@nationaltextile.org, www.nationaltextile.orgNTA Summit Attendees:Jonathan
Stevens NTA Vice Chairman and President of Ames Textile Corp. located in Lowell, MA; James Robbins
NTA Vice President and President of Elastic Fabrics of America located in Greensboro, NC; Karl
Spilhaus NTA President, Boston, MAAMTAC Press Contact Info:Lloyd Wood (202) 452-8493 or (703)
307-7662 (cell), lwood@amtacdc.org,www.amatacdc.orgAMTAC Summit Attendees:Roger Milliken AMTAC
Co-Chair and CEO of MillikenandCo. located in Spartanburg, SC; *George Shuster AMTAC Co-Chair and
CEO of Cranston Print Works located in Cranston, RI; Augustine Tantillo AMTAC Washington
Coordinator AFMA Press Contact Info:Paul ODay 703-875-0432, oday@afma.org,www.afma.orgAFMA Summit
Attendees:Geoff Schofield AFMA President of Drake Extrusion Inc. located in Ridgeway, VA; Paul ODay
AFMA President, Arlington, VAAlso Attending:Jerry Rowland CEO of National Textiles located in
Winston-Salem, NC; Jock Nash Washington Counsel, MillikenandCo.* Attended meeting via conference
call.## Mr. Chesnutt is also ATMI Fist Vice Chairman. By James A. Morrissey, Washington
Correspondent
June 2003
Industry Launches Campaign Against Chinese Imports
Poised For Survival
Poised For Survival
The US man-made fiber industry adjusts its sights to focus on industrial and home fashions
markets.Recent statistics from the Fiber Economics Bureau (FEB) present interesting and
encouraging patterns of capacity and capacity utilization in the man-made (non-cellulosic) portion
of the fiber industry. This industry has suffered mightily in the recent past, particularly in the
face of increased fiber, fabric and garment imports. The data, however, seem to indicate that,
while these external forces have been substantial, man-made fibers, particularly nylon and olefin,
have weathered this storm with capacities rationalized to levels consistent with a non-apparel
future. The industry looks ready to survive, focusing on submarkets less susceptible to imports
industrial and home fashions while allowing imports to dominate apparel unchallenged. Market
opportunities for US fiber producers will be examined without addressing the minutiae of fiber
price points and relative price advantage. It is axiomatic that the industry must adjust its
capacities to selected markets before price stability and price increase opportunities can replace
the opportunistic pricing confusion of the past five years. This article addresses the
supply/demand balance.All is not rosy; some work remains, particularly with polyesters traditional
and continuing reliance on apparel. Moves have been made, but more are needed. The nylon and olefin
models are instructive, providing continuing operational direction to the remainder of the
industry, and investment perspective to industry participants considering further rationalization
or consolidation in a very mature market.
The SurvivorsIt comes as no surprise that the US man-made fiber industry has seriously
rationalized capacity plans in the recent past. Fiber imports have risen approximately 50 percent
in the past 10 years, having stabilized at this level in 2000. Similarly, fiber exports have risen
approximately 50 percent from 1992 levels, fueled by the economic boom of the 1990s, the North
American Free Trade Agreement (NAFTA) focus toward Canada and Mexico, and some amount of salting
export markets by domestic and international producers. Admittedly, the US fiber export base was,
and still remains, smaller than import opportunities, so comparable percentage gains show a greater
absolute impact on imports than on exports. In the past decade, fiber in the United States has
turned from a net export market to a net import market, a posture unlikely ever to reverse in the
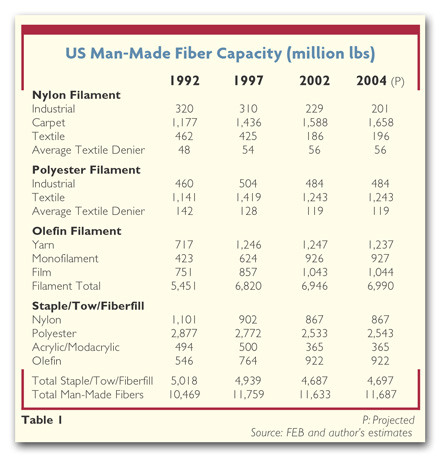
face of actual and planned capacity additions in the developing world.Table 1 details man-made
fiber capacity in the United States from 1992 to 2004. It dramatically demonstrates aggressive
moves by the US fiber industry to reallocate resources toward import-resistant areas of the market,
such as home fashions and industrial, and away from labor-intensive apparel. In the 90s, nylon
producers, facing the combination of polyester incursions in tires and reduced industrial spending
engendered by the late-decade economic slowdown, dropped industrial capacity by one-third and,
facing imported fibers and garments, dropped textile denier capacity by more than half, while
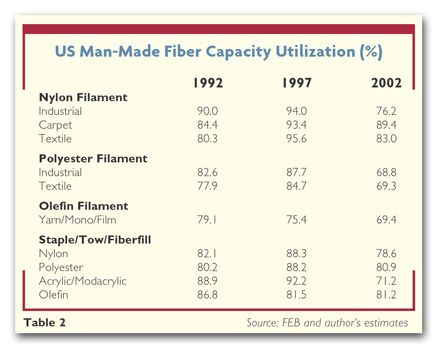
adding 50 percent 500 million pounds to floor covering fiber capacity; all this while operating
rates for carpet fiber production grew from the low- to the high-80s
(See Table 2). The late-90s reversion of leg fashion from hosiery to bare legs helped
capacity utilization by driving the average textile denier up from the high-40s to the mid-50s.
Honeywells recent purchase of BASFs fiber business and the now-outed secret talks between DuPont
and KoSa for DuPonts nylon properties both look much better in a marketplace supply/demand
analysis. Olefin producers continue to expand filament and staple capacities with the firm belief
that industrial, diaper and carpet end-uses will support this unbridled enthusiasm. Olefins
chemical disaffinity for dyeing long ago inhibited producers spending on development of olefin in
apparel. Rather, the fibers were positioned as inexpensive utilitarian substitutes for some
existing end-uses and attractive alternatives to other materials in new end-uses including:
geotextile fabrics for new markets; fine-denier staple to replace rayon, then polyester, in diaper
coverstock; and relatively inexpensive man-made backing to complement both olefin and competitive
face fibers in carpets. Olefin fibers are not cheap. They are designed to add function to
technology, and producers are rewarded appropriately.As with nylon, market expansion of olefin
fibers has been hindered by the recent US economic malaise. Industrial investment is down, leaving
olefins to survive on low-margin nonwoven materials recent market share battles between
Kimberly-Clark and ProcterandGamble have done much to cap returns for coverstock materials. And the
carpet market has slowed, as the consumer catches up with his industrial counterpart in reducing
spending. If the economy is ever to recover, these two components must start to spend again. Then,
olefin producers, dogged by mid-60s to -70s operating rates, will enjoy the market expansion for
which they have developed fibers.
The ProblemsAcrylic fibers have found several niches that should sustain them, at least in
the short-term. The domestic hosiery industry probably will continue to shrink under import
pressure, but the combination of upholstery, some carpet and acrylics natural affinity for outdoor
use should provide a sufficiently large market to support at least a portion of current capacity.
Recent low operating rates, despite past industry capacity reductions, suggest that further
industry cuts may be in the offing.Unfortunately, polyester fibers are not quite so well-positioned
as are olefins and nylon. Polyester staple was developed as an apparel fiber witness durable press;
and polyester filament fibers were modified into apparel fibers through texturing. Thankfully, the
era of the polyester double knit disappeared into better-styled fashion, but even this fed the
polyester maw in staple blends with cotton.In filament apparel, the decrease in average denier for
polyester in part signals a specialty approach to lightweight apparel 70-denier untextured filament
versus 150-denier for texturing. The recent relatively poor Japanese silk crop, impacted by
reportedly even poorer-quality silk from China, thrust very high-quality fine-denier polyester into
the fashion scene. Demanding quality encouraged many fabric manufacturers to buy domestically; the
logistics/quality/time risk was so great that it offset any price advantages available
offshore.Additionally, filament polyester has found several large markets in home fashions such as
window treatments and nonwovens for the home, and automobile seating structures. To reduce the
fibers reliance on apparel, these must be expanded. Also, while the movement of polyester filament
into tires appears to have slowed, additional efforts must focus on other areas of automotive use
such as hoses, belts, body cloth, tarpaulins and upholstery, to enlarge the position of polyester
filament in specification-driven, import-resistant market areas.Unfortunately, polyester staple is
viewed as an apparel fiber, with significant but not sufficiently large enough to rescue the
industry quantities of fiber going to home fashions and even-smaller-yet quantities going to
industrial fabrications. Until new end-uses are found for polyester, staple and filament alike will
remain under pressure from both domestic and international sources. The likely result is continued
capacity rationalization until a supply/demand balance is reached. Microdeniers, in both staple and
filament, are a partial answer at the upper end of the market, but they will not absorb broader
distribution market losses from continued import pressure.Looking AheadDesign and distribution,
home fashions and industrial these are what the US textile industry does best. The United States is
the largest market in the world. Market control involves concentrating on areas in which there is
competitive advantage. The US textile industry does not have the advantage in labor rates;
labor-sensitive activities, such as garment manufacturing, will continue to move to lower-cost
production areas. It does have the advantage in design and marketing, and knows the market and has
or can develop the skills to service it fully.The US textile industry is a prisoner of downstream
capital and labor offsets in fiber production and must step up and control the future, or it will
be dictated to by a competitor. US producers must develop fibers and encourage rapid development of
fabric and component manufacturing systems unavailable to the competitor that needs six-week
logistics windows. They must target areas less susceptible to imports home fashions, where
logistics advantages and quick response times mean a satisfied consumer. Additionally, US producers
must investigate and actively support new uses for fabrics construction, support, filtration of
both liquid and gaseous materials, ablative materials, heat- and light-sensitive or -resistant
materials, and so on. Then, producers must develop materials, fibers and films to enhance the
natural characteristics brought to the end-use by traditional textile manufacturing techniques.
June 2003
ATMI Presentation On Threat To United Textile Industry
China: How Big A Threat
United Textile Industry MeetingJune 10, 2003
Download ATMI
Presentation On Threat To United Textile Industry
June 2003
Springs Industries39 Tradition Of Change
2003 Innovation AwardBy Jennifer Dennard, Assistant EditorSprings Industries’
Tradition Of Change
Springs Industries continues to evolve, from a gingham cotton cloth producer in 1887 to a
manufacturer of a wide variety of coordinated home textile products.As you groggily move from
bedroom to bathroom to kitchen in the morning, take a closer look at each of the home furnishings
you use. Chances are, the duvet cover and sheet you throw off when the alarm goes off, the window
shade you raise, the bath mat you step on, the shower curtain you pull, the towel you wrap yourself
in as you get out of the shower, the accent rug in the hallway, the kitchen towel you wipe up your
spilt orange juice with, and even the napkin ring you slip your napkin out of as you sit down to
breakfast came from Springs Industries Inc. These products may bear such names as Wamsutta®,
Springmaid®, Graber® and Bali®, to name just a few of the brands Springs has on the market today.

Springs Industries offers a wide variety of coordinated textile products for almost every
room in the home.You might not give them much thought, but Springs does. More than 17,000 Springs
employees in 40 manufacturing plants in 12 states, Canada and Mexico turn out a complete line of
coordinated home textile products each year.Over the past 116 years, Springs has grown from a
one-mill company to a multibillion-dollar corporation, merging, consolidating, focusing and
refocusing its corporate strategy in an effort to offer its retail customers the widest range of
home furnishings from a single supplier. In The BeginningThe first incarnation of Springs was known
as Fort Mill Manufacturing Co., founded in Fort Mill, S.C., in 1887 by a group of town leaders that
included Samuel Elliott Captain White, who was elected first president of the company.
Springs’ founder Samuel Elliott “Captain” WhiteThe establishment of Fort Mill Manufacturing
helped turn a small town of seasonal farmers into a larger town of mill workers. Although farming
had been the way of life for quite some time, the citizens of Fort Mill found the mills
construction brought with it a better way of living. The Fort Mill plant wove its first yard of
gingham cloth in early 1888. The company grew in the next few years, acquiring the charters of
Catawba Manufacturing Co., as well as the assets of Luna Cotton Mills, later renamed the White
Plant.A Time Of GrowthAnother yarn was woven into the fabric of Springs in 1895, when Lancaster
Cotton Mills was officially chartered in Lancaster, S.C., under the watchful eye of Captain Whites
son-in-law, local entrepreneur Leroy Springs.Lancaster Cotton Mills began ginning cotton and
weaving cloth a year later. After several expansions over the next 18 years, it was said by some to
be the largest cotton mill in the world under one roof.Springs had an eye for growth, acquiring the
Chester Manufacturing Co. in Chester, S.C., in 1904. He became president of the company, and
promptly changed its name to Springsteen Mill.Springs that year also was appointed president and
general manager of Fort Mill Manufacturings White Plant. He then became president of Fort Mill
Manufacturing upon Whites death in 1911. A year later, Springs was elected president of the Kershaw
Cotton Mill, an enterprise in Kershaw, S.C., in which he was a major stakeholder.

Leroy Springs

A 1913 schematic of Fort Mill Manufacturing Co.In 1914, Lancaster Cotton Mills acquired the
assets and assumed the name of Fort Mill Manufacturing Co. Springs took over Fort Mill
Manufacturing with the same desire for frenzied growth he had shown with Lancaster Cotton Mills. He
invested time and money into numerous expansions and acquisitions, an early indication of Springs
Industries modern-day business strategy.By 1919, Fort Mill Manufacturing was operating numerous
gingham cloth manufacturing mills in the area, including the Fort Mill Plant, White Plant,
Lancaster Plant, Kershaw Plant, Eureka Plant and Springsteen Plant.Company troubles hampered the
last years of Springs life. Cotton prices were dropping, leaving the company with a large supply of
cotton, but no demand for finished goods. Young men were leaving mill work behind and signing up
for the Armed Forces, as the United States entered World War I. An influenza epidemic in Lancaster
forced some mill production to stop because of lack of workers. And the first hints of the Great
Depression in the late 1920s caused the people of Fort Mill Manufacturing to wonder what the future
would hold.A Time Of LegendUpon Leroy Springs death in 1931, his son, Colonel Elliott White
Springs, inherited six cotton mills, 5,000 employees, 7,500 looms and 300,000 spindles.The legend
of the Colonel began while he was still alive. He took over the company with the same zeal his
father had shown. He made it his business to know every piece of machinery and every employee on
each of the mill floors. He also made it his business to bring the company back to profitability by
cleaning up the companys financial troubles, reorganizing the mills, upgrading the machinery and
streamlining management. Efficiency was, and still is, the word of the day at Springs. In 1933, the
Colonel changed the companys name to Springs Cotton Mills. A new era in the history of Springs had
officially begun. Boom TimeUnder the Colonels direction, Springs Cotton Mills became a manufacturer
of not only carded greige goods, but also towels, sheets, pillowcases, bedspreads, spun rayon
fabrics and dress goods, among other products. The Colonel wanted to lead Springs into the finished
goods market, and so invested in numerous expansions during the 30s. His dream was put on hold,
however. War would have to come first.
Colonel Elliott White SpringsWartime production took over Springs totally by 1943. Fine yarns
were no longer produced. Coarse yarns went into a wide range of military fabrics, including cloth
for raincoats, gas masks, nurses uniforms, mattress covers, sheets and pillowcases.Almost 25
percent of Springs workforce went to war, even the Colonel. The World War I ace fighter pilot
returned to active service and attained the rank of lieutenant-colonel. And yet, despite his
absence, the company met all government contracts issued from 1941 to 1943. The Springs plants were
awarded the Army-Navy E Award for Excellence at the end of 1943 for this exemplary service.In 1945,
Springs experienced a post-war boom. The Colonel was finally able to commence turning the company
into a full-fledged producer of finished goods. The mills were once again expanded and upgraded.
Grace Bleachery and Finishing Plant was built. Springs Mills Inc., a New York City-based selling
house, was established, and Springs first national Springmaid advertising campaign got
underway.Under the Colonels leadership, Springs became an even more active participant in its plant
communities. The company initiated employee benefits and profit-sharing programs. And the Springs
Foundation, a general welfare fund for local communities, was established to provide money for
healthcare, welfare, public schools and scholarships a precursor to Springs modern-day
philanthropic work.

Springs Mills Inc., the New York City-based sales headquarters, was established in
1945.Nonstop ExpansionUpon the Colonels death in 1959, Springs Cotton Mills had seven greige mills
and a finishing plant, 12,000 employees, no debt, $50 million safely in the bank, $184 million per
year in sales, and a large chunk of the marketplace, thanks to the success of the Springmaid
line.Hugh William Bill Close, the Colonels son-in-law and successor, took over when the Colonel
passed away. Close realized that even though Springs seemed to be on top, further modernization,
efficiency and an updated product line would be needed to truly transform the company.
Hugh William “Bill” CloseHe set about achieving this goal at a furious pace, investing $230
million over the next 10 years. A new sales and marketing headquarters was built in New York City,
a reflection of Closes decision to turn Springs into a marketing-oriented, rather than a
manufacturing, company. Under Closes direction, the company built a cotton warehouse in Fort Lawn,
S.C., and decided to build a finishing plant in Laurinburg, N.C. The Elliott and Frances plants for
combed apparel fabrics and sheeting were built, as were the Crandall Finishing Plant and Leroy
Plant for polyester/cotton apparel fabrics. The Patricia Plant was built and then expanded for the
production of towels. The Katherine Plant was constructed for polyester/cotton sheeting.
The first Springmaid advertising campaign was launched in 1945.Weathering The StormIn 1966,
three years after its 75th anniversary, another era began in the history of Springs. The company
consolidated manufacturing and selling operations into one organization, Springs Mills Inc. This
latest corporate incarnation went public that same year.By 1969, Springs had 22 plants; a
state-of-the-art customer service center, dedicated the previous year; almost 20,000 employees; and
a larger offering of apparel and home furnishings. Merchandising and marketing had become Springs
No.1 priority.The unrelenting growth and change in business strategy soon took its toll on the
company. A depressed economy and high inflation caused by the Vietnam War, labor shortages and the
energy crisis, coupled with foreign competition, caused a textile industry slowdown in the 1970s.
Consumer demand dropped, while prices went up. Springs weathered the storm by divesting its less
profitable plants and recent acquisitions, and reducing its energy consumption.Consolidated
GrowthSprings emerged from these crises a little worse for wear, but intact. The company rounded
out the end of the decade in typical Springs style, with the acquisitions of Lawtex Industries, a
bath rug manufacturer; and window-products producer Graber Industries.The 1980s was a decade in
which Springs corporate strategy came sharply into focus. Under the direction of Walter Y. Elisha,
after Closes death in the early 80s, the company refocused its efforts, changed its name to Springs
Industries Inc., and looked for opportunities to expand towards textile home furnishings.Springs
added to its product line with the purchase of Custom Designs, a waterbed accessories company; and
the significant acquisition of M. Lowenstein Corp. which produced the Wamsutta and Pacific® home
textile brands and Lowenstein subsidiary Clark-Schwebel Fiber Glass Corp.Successful advertising
campaigns launched in 1986 and 1987 reflected an ever-widening, more specialized range of goods,
including the first easy-care cotton sheet introduced just a few years before.Elisha helped Springs
continue to grow throughout the late 80s and early 90s, and led the company to sales of more than
$2 billion in 1994. He laid the groundwork for his successor, Crandall Close Bowles Bill and Anne
Closes oldest child.Modern-Day SpringsTaking the helm of Springs Industries as president in 1997
and chairman and CEO in 1998, Bowles committed to following the same pattern of smart growth and
smart investment her ancestors did. She believes an organizations accomplishment is based on the
execution of successful strategies.
Crandall Close Bowles, current chairman and CEO,Springs Industries Inc.Like her father, she
has not been afraid of the strategy of nonstop growth, even in uncertain times, nor of the need to
make difficult decisions. Bowles also has overseen the divestiture of several divisions and the
closing of several plants in an effort to keep Springs competitive.She has not been afraid of
change, either. Bowles and the rest of the Close family took the company private when they
completed a recapitalization merger between Springs and the private equity firm Heartland
Industrial Partners LP in 2001. Looking ForwardBowles grandfather, Colonel Elliott White Springs,
spent almost a quarter of the companys capital on Grace Finishing Plant, which helped move Springs
from an apparel manufacturer to a finished goods producer. Her father, Hugh William Close, spent
millions expanding and upgrading existing plants, and acquiring and building new facilities. Bowles
predecessor, Walter Y. Elisha, began to narrow the companys focus onto home textile consumer
products.The groundwork laid for Bowles by her predecessors and her own modern-day business savvy
have helped bring the products of Springs now a multibillion-dollar corporation into almost every
room in the American home.A keen business strategy, coupled with continued investments in
state-of-the-art technology and facilities, timely product innovations, and strategic acquisitions,
should keep Springs at the forefront of the textile industry for the next 116 years.
June 2003
RF Drying Simulator Enables Evaluation For Specific Uses
 Radio
RadioFrequency Co. Inc. (RF), Millis, Mass., has made available the Macrowave Omnitherm Simulator to
enable customers to evaluate high-speed RF drying for use in their web-drying operations. The
technology is applicable in operations that currently use infrared, convection drying or hot air
impingement.RF reports its technology eliminates the time needed to heat up and cool down
conventional dryers, minimizes the quantity of product in the drying cycle, and reduces time
required for changeover. Suitable for webs up to 160 inches wide, it selectively dries the wettest
sections of the web through preferential heating to ensure uniform moisture content.The simulator
provides process parameters, test conditions and results in a computerized file, allowing customers
to determine scale-up requirements from the pilot sample.
June 2003
Machines Italia Dyeing And Finishing
Italian Textile TechnologyBy Gary Mock, Ph.D., Technical Editor, andJames M. Borneman,Editor In
Chief

Machines Italia: Dyeing And FinishingInnovations from Brazzoli S.p.A. focus on the Innodye®.
At the heart of this technology is the development of a perforated basket that moves side to side
as the fabric advances into the dyeing machine through the Turbovario, a variable conical
cross-section venturi. The J-shaped baskets motion plaits the rope of fabric as it moves from the
top of the machine into the immersion area. The motion is synchronized automatically with the
fabric driving wheel, which maximizes the space in the machine, and according to the company,
increases repeatability and reduces foam formation. Maximizing the load size also maximizes the
interaction between the dye or treatment bath and the fabric, reducing pilling and cycle time.
Dyeing of 100-percent cotton using a reactive dark dye can be reduced from five hours to roughly
three hours, while cotton/polyester dyeing can be reduced from six hours to four and one-half
hours.The machine is available in a modular construction and can be run coupled or uncoupled.
Because of its load efficiency and flexibility, INNODYE also is used in bleaching.Robotized Dyeing
SystemsObem S.p.A.s technology focuses on dyeing systems created in modular form that facilitate
flexibility and versatility by modifying lot size all with a positive environmental impact.
Flexibility is evident in the design of a four-unit, 250-kilogram (kg)-per-unit machine that can
run in a 1,000-kg mode or a 250-kg mode, allowing the textile manufacturer to adapt to business
conditions.The companys latest technology is most apparent in the TMB/SV-tr, a fully robotized
skein-dyeing system. Using a specially designed spray hank arm, the hanks are processed without
tension. The system is particularly suited for fine or soft yarn. When asked about the success of
placing its automated systems in China, Obem pointed to the recent opening of an installation of a
fully robotized, pressurized skein-dyeing system and noted the automation was for quality purposes.
For fabric dyeing, Obems sister company, Maibo, features the Medusa, an overflow machine with two
baskets. It differs from a typical system, which uses the liquor to push the fabric, by using
multiple injection points, floating the fabric in the baskets and using a reel to move the fabric.
The Medusa is finding a niche in knits and elastic fabrics manufacturing, where reduced stress is
important.

The Spyra tumbler from Biancalani handles fabric in rope form.Adding ValueTechnology that
adds value to fabrics is at the heart of Biancalani S.p.A.s technology. Popular with fabric
finishers around the world, the Spyra and Airo® machines have added options affecting both fabric
face and hand. The Spyra is a continuous tumbler that handles the fabric in rope form. Fabrics can
be padded prior to entering the machine. The fabric is winched and carried into each tumbler
section with a large quantity of injected high-pressure air. In the first six of 10 positions,
steam also can be injected for additional finishing effects. A cool air stream feeds the fabric
into the final two tumblers to complete the process. The perforated tumblers are large enough to
avoid knots, and feed collection pans with load cells signal the pace for the upcoming section.
Depending on the process, fabrics are bulked and dry-softened, adding value by improving hand in a
range of products from knits to upholstery.The Airo system is a discontinuous machine for washing,
softening and drying knits and woven goods in rope form. This technology links the high-pressure
air-carrying system for fabrics with an impact against a contrast grid. Machine versatility
accommodates extremely delicate to very aggressive cycles. The fabric impacts the grid in a
predominately open manner because of the air pressure in the ejectors, ensuring processing without
stripes, abrasions or creasing. In wet processing, this increases penetration of treatment bath
chemicals as they physically pass through the fabric. The Airos ability to modify surface and hand
in a range of products, from apparel to home furnishings, has made it a versatile tool in the hands
of finishers.Building SynergiesTechnology at Leopoldi Pozzi S.p.A. and Pozzi Elettronica S.p.A. has
focused on nine product lines and in building synergies with others to market its products
globally. Four completely new machines related to hydroextraction and automatic powder weighing
will be shown at ITMA 2003.The AQuafix brQ vacuum steaming machine offers a modular cube form that
allows loading of up to five pallets at a time. When fully loaded, 3,500 kg of yarn are processed
in each run, which takes about 45 minutes. The result is a minimal environmental footprint,
efficient use of head space and high productivity. Pozzis SynchroWash system for wash water control
on air-pad dyeing machines, introduced in 1999, will be further improved this year. Rather than
using the popular fill-drain-fill-drain sequence adopted by many to save wash water, SynchroWash
continuously drains the dirtiest water and allows filling only when the spent water is sufficiently
concentrated. Pozzi claims a 60-percent reduction in wash water usage and energy consumption, as
well as a 30-percent reduction in cycle time for reactive dye cycles. Pozzi Elettronica will be
present at ITMA 2003 showing the latest version of its Saltex, a system for dosing up to five
different salts to a large number of machines. MCS GroupThe MCS Group comprises MCS Officina
Meccanica S.p.A., a dyeing and finishing machinery manufacturer; Termoelettronica S.p.A.,
manufacturer of automatic dosing and dispensing systems, microprocessor controls and dyehouse
management systems; Europea, a commission dyehouse using MCS machines; and Europizzi, a commission
dyeing and printing plant and chemical products manufacturer. Turnover in 2002 was in excess of 130
million euros. The Multiflow® single-rope jet-dyeing machine is an MCS exclusive. This concept
allows movement of a single rope from chamber to chamber. In a three-chamber machine, goods loaded
into chamber one move to the bottom of chamber three, then into chamber two, and back to chamber
one. There is no longer a favorite chamber (closest to the pump) or a disadvantaged chamber
(farthest from the pump). Fabric passes through all the chambers, so there is no need to extend
dyeing times to wait for all chambers to reach the proper shade. Dye and salt are added as quickly
as possible over four to eight turnovers. The new hydrovario jet nozzle, which uses a stepping
motor, is the first in the world that allows change in jet pressure without changing diameter. Dye
cycles for reactive dyeing on 100-percent cotton have been shortened to less than four hours. Since
1998, more than 760 Multiflow machines have been sold worldwide.

The Multiflow jet-dyeing machine from MCS Officina Meccanica features three chambers to
provide quick and level dyeing.In the United States, more than 15 installations of MCSs Superdome
carpet beck have been installed in six dyehouses. Maximum capacity is 3,500 pounds per load.
Another innovation is the Termoelettronica TERMOdye vacuum dosing system. Scale development has
allowed vendors to claim accuracy of ±0.01 gram. However, with small dosing and use of powder dyes,
dye is often lost to the air during transfer. The enclosed vacuum system ensures complete transfer
of all dosed dyes.Indigo DyeingWhile US manufacturers tended to install large indigo ball
warp-dyeing ranges to supply the commodity market, Master S.a.s. di Ronchi F.& C. began several
years ago to work closely with fashion-oriented European denim manufacturers. Master developed its
Indigoflow technology by producing a warp-dyeing machine equipped with patented devices, such as
special pad troughs with optimized shape and efficient double-flow bath circulation, and Twinflow
vats to improve dyeings when using dyestuffs other than indigo. Pure indigo baths can be circulated
from a make-up tank, and the machine is equipped with a second separated circulation system to
allow colored denim using sulfur, vat or reactive dyes without danger of pollution among different
dyestuffs. Indigoflow also can be equipped with steamers for better dyeing performance in color
denim bottoming and topping; intermediate dryers for producing reliable reactive and indanthren
dyeings, and several other options suitable to follow market demands.Package Dyeing SpecialistThe
introduction by Loris Bellini S.p.A. of the RBNO horizontal package-dyeing system at ITMA 1983
swept the yarn package-dyeing world. Since then, Bellini has become a specialist in the development
and optimization of package dyeing. Innovations include an interchangeable dye carrier that allows
dyeing at almost constant and optimal liquor ratios, with packages that vary from 150 to 300 mm in
diameter. Over the past 10 years, the outside diameters of average cotton packages have increased
from 165 to 215 mm, and are up to 245 mm for fiber-reactive dyeing. To handle the additional
pumping capability required to uniformly penetrate these larger distances, Bellini developed a
heliocentrifugal pump with a combined impeller axial and centrifugal pump on the same shaft to
cover the differential pressure range from 0.3 bar to 1.7 bar. The same pump system can now handle
high-permeability packages such as wool and acrylic, as well as dense cotton, viscose and Tencel®
packages. The RBNO control system can be equipped with a magnetic on-line flowmeter to ensure
constant specific flow rates or bath turnovers per minute.
June 2003
National Textiles Announces Ownership Change
National Textiles Announces Ownership ChangeA group from the management team of National Textiles,
LLC has acquired a majority interest in the company. The new ownership group is led by Jerry
Rowland, president and CEO, and Keith Huskins, chief administrative officer, and replaces financial
investors.Headquartered in Winston-Salem, N.C., National Textiles is one of the nation’s leading
manufacturers of yarn and knit fabrics. The company has more than 4,000 employees in North
Carolina, Virginia, Tennessee, South Carolina and Georgia. National Textiles became an independent
company in 1997 after operating for more than a quarter of a century as part of Sara Lee
Corporation and, before that, Hanes Corporation.In making the announcement, Rowland said,” National
Textiles is a young company with almost 45 years of experience. We provide yarn and knit fabrics to
many of America’s most successful brands. Our goal is to continue the success of the past while we
strengthen the long-term viability and competitiveness of our company. We believe that having a
talented management team who are also owners of the company will certainly give us an
advantage.”Press Release Courtesy of National Textiles LLC
June 2003
Nexcel Named Emerging Manufacturer Of The Year
Nexcel Synthetics, Birmingham, Ala., recently was named Emerging Manufacturer of the Year by the
Alabama Technology Network and the Business Council of Alabama.The award recognizes excellence in
performance, profitability, leadership and work-force relations.We are very thankful for the
success we have enjoyed, said Rom Reddy, chairman and CEO. There are few companies in our industry
that can claim a 30-percent-per-year average growth in sales over the past five years in a
challenging economic environment.
June 2003
June 2003
 Cognex Corp.
Cognex Corp.
, Natick, Mass., has released the Cognex VisionGuide™, a free machine vision application
and reference guide on CD-ROM. Included on the CD are application examples, optics and lighting
videos, a utility program to aid in determining field of view and resolution requirements, and an
interactive tutorial on building vision applications.
“The Consumer Guide to Vortex Shedding and Fluidic Flowmeters,” available from Chestnut
Ridge, N.Y.-based
Spitzer and Boyes LLC
, is an independent guide that ranks vortex shedding and fluidic flowmeters by
manufacturer, performance and size.
Members of the
Screenprinting & Graphic Imaging Association International (SGIA)
, Fairfax, Va., can now submit first entries free of charge to the Golden Image Awards
Competition, to be held in October during SGIA ‘03. Additional entry submissions are $20 each.
The Dow Chemical Co.
, Midland, Mich., has increased the price of Versene, Versenex™, Versenol™ and Versenate™
chelating agents in North America by at least 2.5 cents per pound. The company also has increased
the North American price of propylene oxide by 8 cents per pound.
Lenzing Fibers Corp.
, Lowland, Tenn., has announced a 7- to 9-percent increase in the price of its rayon
staple fiber.
The Italy-based
Italian Trade Commission
has released “Smart Capital: The Sharp Manufacturer’s Guide to Equipment Purchases,” a
free white paper that provides strategies for making capital equipment investments.
Spartanburg-based
Lawson-Hemphill Inc.
has released a new catalog for the FST 3000R shrinkage and shrink-testing instrument for
a range of fibers and yarns.
The
National Cotton Council (NCC)
, Memphis, Tenn., is accepting member applications for its 2003-04 Cotton Leadership
Class through July 1. Interested applicants can visit http://leadership.cotton.org for more
information on the Cotton Leadership Program.
The Color Assessment CD-ROM from the Research Triangle Park, N.C.-based
American Association of Textile Chemists and Colorists (AATCC)
explains and demonstrates AATCC test methods and evaluation procedures.
BBA Nonwovens
, Nashville, Tenn., has increased the price of all nonwoven products.
 Eriez Magnetics
Eriez Magnetics
, Erie, Pa., has made available “How to Choose & Use Magnetic Separators,” a 16-page
overview of magnetic separation equipment; differences in dry, moist and liquid process
applications; and magnetic materials.
Catalog NPB-303 from
Bimba Manufacturing Co.
, Monee, Ill., includes information on stainless steel repairable Original Line cylinders
in two bore sizes, and Pneu-Turn Rotary Actuators with three new options.
The street on which Italy-based
Lonati S.p.A.
is located has been renamed Via Francesco Lonati in honor of the company’s founder. All
other contact information remains the same.
Wilmington, Del.-based
DuPont Packaging & Industrial Polymers
has increased the price of all grades of Elvanol® polyvinyl alcohol by 20 cents per
pound.
Benz Materials Testing Instruments
, Providence, R.I., has made its new-generation electronics system for aging ovens
available for retrofitting competitive ovens.
ASTM International
, West Conshohocken, Pa., has established a free-of-charge membership category for
eligible undergraduate- and graduate-level students.
A new brochure from
GrayWolf Sensing Solutions
, Trumbull, Conn., details the DirectSense™ TOX toxic gas monitor, which uses mobile
Pocket PC computers to take environmental measurements.
Knoxville, Tenn.-based
Online Development Inc.
has updated its website,
www.oldi.com.
June 2003
Still No Mill Pickup
S
econd-quarter results remain quite gloomy, with the industry’s demand and price levels
unable to muster any meaningful turnaround from the low levels of late 2002 and early 2003. Blame
part of this on today’s still-anemic economy, as the gross domestic product (GDP) just barely
manages to stay in the plus column — in marked contrast to the 4- to 5-percent annual growth rates
of a few years back.
Other downward-tugging factors include: lingering Middle Eastern political uncertainties;
consumer job worries; a resumption of strong textile and apparel import gains; a continuing mill
profit squeeze; and a stock market still unable to mount a strong, sustainable rally.
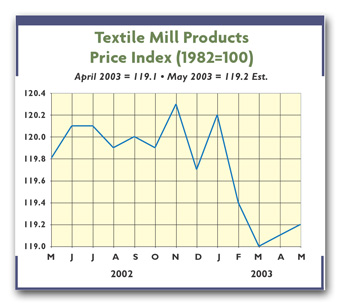
Second-quarter textile mill orders, production and shipment totals leave a lot to be desired.
Output lagged year-ago levels by about 4.5 percent, with shipments off by about 2 percent over the
same period. As for prices, the key government greige goods yardstick is off 4.5 percent from a
year ago. Finished fabrics and home furnishing quotes also lag behind year-ago readings.
Some Hope For A Better Second Half
True, nobody sees a major pickup in textiles. But, for the first time in more than a year, there
seems to be some light at the end of the tunnel. The end of the war in Iraq should make both
businesses and consumers a little less nervous. Upshot: Economic forecasters now see some uptick in
GDP growth — perhaps into the 2 to 3 percent range by fall.
The fact that oil prices are easing
also should help, leaving more income available for additional purchases. Even more encouraging is
the turnaround in consumer confidence — with one recent Conference Board report showing the
second-largest gain in more than 25 years. There’s even a positive spin to the recent slowdown in
car sales: Other things being equal, this should free up more money for apparel and home
furnishings purchases. Relatively trim mill and mill product inventories also offer some hope,
suggesting that any new orders will translate quickly into new production.
There’s even a ray of hope on the trade front, as the dollar slowly continues to weaken.
Down about 5 percent over the past year, it will tend to make imports a bit more expensive and
exports somewhat cheaper.
Innovative Products Also Help
The steady flow of new and improved products hitting the market also should buoy the industry in
the quarters ahead. DuPont has announced such new offerings as its CoolMax® Everyday for slacks, a
colorfast sock fiber that wicks and stretches, and a Tactel® nylon/Lycra® blend for warp knits
targeted for
the women’s market. Moreover, the company is promising three more innovations by year’s end.
Elsewhere, khaki makers have introduced specially treated premium-priced slacks that
incorporate stain-repellent molecules into the fiber, making them more likely to shed stains. New
attempts also are underway to beef up somewhat-slow denim-buying. Big things are expected from
elastic fibers that would add denim to the growing list of techno-fabrics. Also, some elements of
the apparel industry are now coming up with electrical connectors and controls physically
integrated into garments. Not surprisingly, the Pentagon is doing a lot of research in this field —
in the quest for high-tech uniforms for its digitally equipped troops.
Fiber Costs Move Higher
Man-made fiber tags are on the rise again. The most recent increases reported include a 5- to
11-percent advance in nylon 6 quotes, a new 10-percent boost in polyester filament, and a 7- to
9-percent hike in rayon staple quotes. These are in addition to increases earlier in the year.
Indeed, when all of the above are fully implemented, man-made fiber price averages should be up
significantly vis-a-vis year-ago levels.
Cotton quotes also have turned a lot more bullish. They recently jumped up into the
mid-50s – a sizable 25 cents per pound above year-earlier readings. Though followed by recent
corrections, the overall buoyancy is likely to persist on a combination of: strong US exports,
which should hit a record 11.5 million bales for the 2003-04 marketing year; expected inventory
drawdowns; and a less-than-sensational US production year. On the latter score, the Department of
Agriculture puts 2003 output at only 17.2 million bales. While unchanged from last year, that’s
below earlier market expectations. Bottom line: further modest sales hikes for this key natural
fiber can’t be ruled out in the months ahead.
June 2003



