1987: Fabrics Of The FutureElsewhere in this issue, ATIs continuing love affair with the rich and
varied history of textiles has been well documented.But what about the future What new fabrics,
trends in raw materials, machinery, business structure and textile end uses will we be reporting on
10 or 20 years from nowCapital Intensive MillsOur first prediction is that the textile business
will survive and even prosper. Except for a few craft products, which may include hand weaving and
hand screen printing, textile plants of all sizes will be highly capital intensive.We see an
industry developing which will have both large, highly efficient commodity plants and many
relatively small plants with highly unique products aimed at specific markets.The large plants will
have extremely close ties to their major customers through shared computer inventory programs. They
will have enough machinery capacity to turn out large volumes in short times. The financial burden
of downtime will be shared with their major customers.Decreasing Labor ContentAmerican fiber will
continue to be competitive with any in the world. Labor content in fabric making and finishing will
steadily decrease and the impact of imports on these large plants will decline steadily during the
90s and into the next century.The specialty plants will concentrate on developing always newer and
better products by following closely or sometimes leading the product requirements in their
customers industry.Downstream IntegrationThe very large companies will have both kinds of plants.
They will constantly seek by acquisition, joint venture and codevelopment projects to get further
downstream in the distribution chain taking goods from the large plants, but they will avoid
forward integration in the industries served by the specialty plants.Small boutique conglomerates
may assemble a cadre of specialty plants serving various high-tech industries and obtain a
competitive advantage by investing heavily in broad market research and product development.Some
middle sized companies will own one or two of the high volume plants and, when managed carefully,
will earn excellent returns on their investments.Two Counter TrendsWeaving, knitting and nonwoven
technologies will see two counter trends. For the volume applications there will be a steady
convergence of fabric appearance and performance. Warp knitting and spunbond nonwovens will
experience remarkable product development and growth as this trend works its self out.For the
specialty applications, the fabrication techniques and product performance will become increasingly
unique and distinct. Three dimensional weaving, flat bed knitting with presser foot capabilities,
specialty braiding and many other techniques will be developed commercially.Both volume and
specialty plants will be greatly influenced by many new finishing and surface modifying operations
and probably will eventually integrate these operations into their systems.Evolution And
RevolutionDr. Albin Turbak, director and professor in the School of Textile Engineering at Georgia
Tech, feels that the textile industry can grow almost as rapidly as it wants to if it will
concentrate on filling the needs of its potential customers.Growth can come through evolutionary or
revolutionary changes. Dr. Turbak characterizies evolutionary changes as doing the same thing, only
better, and he likes what he sees happening as mills upgrade all departments.Revolutionary changes
are those that will probably come from outside the textile industry. This might be the application
of technology, raw materials, or a new need for a textile product.A revolutionary change in the
making, says Dr. Turbak, may be the accelerating growth of fiber reinforced plastics, or more
fundamentally the technology dealing with the surface interaction between textile and matrix or
coating.If the textile industry is to capitalize on these revolutionary changes, we will require a
different way of discovering what our products can do and of presenting them to nontraditional
customers.NTI To Ensure The FutureNow is the time to develop a National Textile Institute that
would insure that the US industry has the right priorities and research capabilities to develop the
products and processes that will help us capitalize on both the evolutionary and revolutionary
possibilities of our industry.In our conception, NTI should focus on things that are over the
horizon and which would not normally be the subject for current R and D efforts by even the most
progressive companies.NTI should have both a technology section and a market section since these
are the two forces that alternately drive new developments. But to achieve revolutionary changes,
we think the major emphasis should be on current and future requirements of potential customer
industries.A Seven-Step ProgramWe see the following steps that should be taken after NTI is
organized:1. Choose target industries from among the largest, fastest growing, most rapidly
changing and/or those of greatest importance to the economic life of the country.2. Create industry
teams to define development objectives.3. Advertise, award, and supervise R and D projects by
academic or other institutions toward these objectives.4. Plan, finance, and supervise
demonstration projects.5. Publish appropriate technical and market reports.6. Administer
patent/licensing activities.7. Develop royalty and license arrangements to permit future funding of
NTI projects.Industry Funds For The NTIThe initial funding of NTI during the organizational period
would probably have to come from grants from major textile, machinery, and raw material companies.
After the institute is created, the Federal government through the National Science Foundation or
Commerce Department grants could be called upon for support for several years. Also, the major
textile states would probably recognize the potential value to them of the NTI.The US textile
industry is a great resource. It will survive and prosper based on its own hard work and
creativity, but it could be even stronger by consciously striving to build its own technology and
market scope on a national basis.
1987 Fabrics Of The Future
Milliken & Company
MillikenandCo.Seth M. Milliken was 20 years old when he opened a country store in Minot, Me. Five
years later, he moved to Portland to go into business with his brother-in-law, and four years after
that, when he was 29, he and William Deering started a general store under the name Deering
Milliken. The firm soon became sales agent for Earnsworth Mill of Lisbon Center, Me.Fire destroyed
the store. While it was being rebuilt in 1869, Milliken found himself saddled with a big inventory
of potatoes, a surplus product in the potato state. He loaded a ship with the bags of potatoes and
set out for Boston, to find prices there too low. On to New York, a good market and a decision to
move to New York where, within a few years, he was selling the production of five woolen mills in
addition to that of Farnsworth. The number of mills represented grew to 16 before 1900.William
Deering, who had moved to New York with Milliken, soon resigned from the company, moved to Chicago,
and began manufacturing a harvester; his company later became part of International
Harvester.Milliken soon expanded from woolens into cotton, becoming selling agent in 1884 for
Pacolet Manufacturing Company near Spartanburg, S.C. Other mills were added to the list of clients
and Milliken assisted in financing others being organized in the South. He acquired an interest in
more than 40 mills.Seth Milliken was succeeded by his son, Gerrish, who guided the firm during the
World War I years when he also directed the textile industrys wartime effort. He was a leader in
the introduction of rayon fabrics in the early years of that fiber.In the 1930s, many of the mills
represented by Deering Milliken went broke, heavily in debt to their selling agent. The firm became
majority stockholder in many of them.In 1944, the firm helped the Army meet a critical need for
tire cord, constructing the firzst textile plant designed to process the new man-made fibersa one
story, air-conditioned building without windows on the Seneca River across from Clemson College.In
1945, the Deering Milliken Research Trust was organized by DM, and the mills it represented
starting work in a house near the tire cord plant with six employees and a spinning lab in the
kitchen. The project was to grow into the giant complex off Interstate 85 at Spartanburg.Geerrish
Milliken died in 1947, to be succeeded by his son, Roger Milliken, one of the most forceful
personalities in the history of U.S. industry. He concentrated on manufacturing, moved to
Spartanburg and began the consolidation of the Milliken Mills. These were approximately 35 separate
companies, many with outside shareholders.By 1960, Roger Milliken had consolidated them into a
single corporation, had built new plants and was on of the Big Three of textiles. In 1963, he
bought Amerotron Co., the textile division of Textron, Inc., seven more mills for his group.In
1976, after 111 years of growth, Deering Milliken officially became Milliken and Co., producing
textiles, chemicals and packaging. Sales figures are not released but have been estimated to be in
the $2 billion range.The firm operates two plants in North Carolina, 29 in South Carolina, and 16
in Georgia, not counting support facilities such as Milliken Research Corp., the Management
Information Center or the Customer Center.Milliken has been marketing oriented since the days of
the Portland potato sale. For many years, t he Milliken Breakfast Show introduced fabrics to retail
merchandisers in New York, giving way more recently to television and print advertising, both to
consumers and the trade.Roger Milliken has a rare mystique. Business Week magazine said of him in a
1981 article: He wields an influence in textiles that is probably unparalleled by an individual in
any other industry.He is said to pay infinite attention to detail, and to work as hard as any of
the thousands of associates, as Milliken employees are called.His penchant for personally examining
new machinery is notorious in the industry, and he is said to have stood for hours watching a
multi-shed loom until he understood the mechanisms.The Milliken training program, which recruits
top college talent, is regarded in the industry as one of the better business schools; since not
all who enter can win their way to the Milliken top ranks, many are lured to other textile firms,
to banking and other lines of business.The Greenville-Spartanburg Airport is a monument to his
acting on observed need. He and the late Charles E. Daniel led the airport to completion in 1962,
and he continues as airport commission chairman, overseeing a new expansion program.A principal
interest of his continues to be the legislative fight against imports, and the Crafted With Pride
in U.S.A. movement.
AFA To Offer IP Seminar
(AFA), Dalton, Ga., will offer free of charge an intellectual property seminar on November 8 at the
Northwest Georgia Trade & Convention Center in Dalton.
Presentations will cover intellectual property issues including patent, trademark and
copyright information. For more information, contact AFA at (706) 278-4101; fax (706) 278-5323;
afa@americanfloor.org;
www.americanfloor.org.
US Government And Industry Pursue Textile Agreement
As US and Chinese government negotiators continue to pursue a comprehensive textile and apparel
quota agreement, a coalition of US manufacturers and labor continues to apply for short-term
safeguard quotas. On September 22, the coalition filed petitions with the Committee For The
Implementation of Textile Agreements seeking safeguard quotas on five new categories, adding them
to the more than 20 petitions in various stages of consideration or implementation. The new product
categories are wool suits, man-made fiber coats, cheesecloth and polyester filament fabric.
The continuing array of safeguard petitions has a two-fold purpose: to encourage China to
negotiate a comprehensive agreement; and to provide short-term protection for sensitive import
categories if a comprehensive agreement is not reached.
As the latest round of negotiations on a comprehensive agreement was suspended last week,
Chief US Textile Negotiator David Spooner said: “We were able to make progress, particularly with
product coverage and quota levels, but we did not reach an agreement.” Spooner noted the US
industry and government have been using a safeguard mechanism to impose short-term quotas on a
product-by-product basis but said “Our preference is to seek a longer-term solution that will
permit the orderly development of textile and apparel trade.
“China apparently has suggested an agreement along the lines of what it has with the European
Union. That agreement allows annual quota growth of 8 to 12.5 percent on 10 sensitive product
categories through 2007. US industry and labor are seeking a much more comprehensive list of
product categories being impacted now and likely to be impacted in the future. The coalition also
is seeking an agreement that would run through 2008 when the ability use the safeguard mechanism
expires. Another sticking point is the base upon which quota growth would be calculated.
With negotiations expected to resume later this month, Spooner warned that “The United States
will have no hesitation in walking away from a bad deal.”
October 2005
C&A Relocates, Installs Lines, Introduces FR
(C&A) has moved to a new, larger 80,000-square-foot facility located at 1015 Abutment Rd.,
Dalton, Ga. 30721. The company’s phone and fax numbers remain the same.
The company also has installed several new compounding lines.
In addition, C&A has introduced a new flame retardant (FR) for polyethylene
terephthalate. It also has expanded its offerings for custom ultraviolet packages; antimicrobial
products and single pigment dispersions; and custom color masterbatches in polypropylene, polyamide
and polyester.
October 2005
The Status Of The Present – A Very Good Year
The Status Of The Present-A Very Good Year!It was a very good year – 1986. Mill shipments increased
4%. Exports were up 20% to $1.7 billion, but imports were up 17% to $4.3 billion, a textile trade
deficit up 15% in 1986.The multi-fiber agreement (MFA) was renewed for five years, with new
provisions covering products made of fibers previously not subject to the agreement, such as ramie
and silk blends. The U.S. also renegotiated bilateral agreements with Hong, Kong, Taiwan and South
Korea to include limits on these newly covered fibers and to restrain growth.Nevertheless, the
industry had learned not to depend for help on political promises. The Textile and Apparel Trade
Act of 2987 was introduced in the House and Senate on February 19, and prospects were better than
in 1986 that passage would result, with enough backing possible to override a veto.Investment Hits
$1.7 billionIndustry spending on new plant and equipment had averaged $1.7 billion a year in the
1980-85 period, but this had resulted in very little expansion of total productive capacity because
of plant closings. Use of existing capacity rose substantially in 1986 and the early months of
1987.The population grows ever more urban, and city folks spend far more on clothing than do
farmers.The per capita consumption of fiber ranges 53-59 pounds per year for the U.S., but in the
1960s, was 20 pounds less. World per capita consumption has climbed from 10.9 pounds in 1960 to the
15-pound range. The opportunity for increase is obvious.Labor SlidesThe numbers and influence of
most labor unions have been slipping. There was a surge of union organizing just after World War I,
and after World War II.For the textile and apparel industries there is a greater degree of union
membership, but that membership is overwhelmingly concentrated in the clothing industry not in the
textile mills. Declining Mill NumbersThe Census of Manufacturing data show how the number of
textile mills shrank in one 15-year period:
- 1967 7,080 operating establishments
- 1972 7,203
- 1977 7,202
- 1982 6,630
The closed mills were scattered far and wide in the Southeast, for the most part, not as
concentrated as those abandoned in New England towns and cities in the last massive movement to the
South.The visual impact of imports devastating effect on the textile/apparel industries is perhaps
greatest in the New York garment district, those 17 square blocks of midtown Manhattan that are
home to some 12,000 businesses. From 1969 to 1980, manufacturing jobs in the garment district fell
from 40,000 to 25,000. Imports of clothing soared from 21% of total U.S. sales in 1973 to 55% in
1983.Imported Machinery SagaImports of textile machinery began to be significant in 1964, and
thereafter accelerated rapidly, so that by 1968, they surpassed the exports of U.S.-made
machinery.Education For AllThe education of the textile work force still leaves much to be desired
vis-a-vis todays complex machinery, but is light years beyond the standard of 100 years ago when
the entire country produced in one year fewer than 62,000 high school graduates.The young have
completed more years in the classroom, though some will dispute that years in school equal
educational attainment.Census Bureau data as of March, 1984 show these differences in age groups as
to years of school completed.Despite the lack of substantial enrollment in the textile colleges,
the instruction has moved on to seminars and workshops for those working in the mills and needing
to keep abreast of rapidly advancing technology.Take Clemson as an example. Theres scarcely a week
without a conference or workshop. Among those scheduled for the early months of 1987:
- color science workshop, with such subjects as correcting color in the laboratory and in
production, color instrumentation, color matching and shade sorting. - advanced textile materials; the latest directions for carbon, ceramics, aramid, graphite, steel
and glass fibers and high performance composites. - just-in-time and quick response in textile manufacturing; value-added manufacturing, bar
coding, strategic response, short lot dyeing, the retailers view, textile/apparel linkage. - current technology in spinning and yarn preparation; air jet spinning, friction spinning, wrap
spinning, machine conversions, etc. - carpet manufacturing technology; market and styling forecast, yarns, backing, jet printing of
tiles and other carpet materials, fluoro-chemical finishes. - improved textile profits through machine productivity analysis.
- statistical quality control.
- electronics in textiles; manufacturing automation protocol; robotics and vision in textile
manufacturing, computer applications: MAP, bar coding and bi-directional communications, monitoring
and control, dyeing and finishing. - polyurethane technology the past and the future.
- novelty, specialty and effect yarns; wrap spinning, air-jet texturing, flocked yarns, novelty
yarn machines, loop and other special effects, slub, nub, novelty effects, glass texturing novelty
twisting and winding. - developments in filtration technology.
- yarm-making systems, the present and the future.
- twisting and winding, new technologies and processes.
- drawing, combing, lapping and roving, new developments for long and short staple fibers.
- the natural and man-made fiber forum.
- new technologies in shuttleless weaving.
ATMI Presidents 1920-1930
ATMI PresidentsAllen F. Johnson, 1920-1921, began his career driving the mule at the mule-powered
cotton gin. From the cotton business, he moved in 1894 to West Point Manufacturing Co. as assistant
superintendent, then to Unity Cotton Mills, LaGrange, Ga. He was vice president and manager of
Milstead Manufacturing Co., Conyers, Ga., 1904-1912, then president of Exposition Cotton Mills,
Atlanta, until 1920 when he became vice president of Consolidated Textile Corp., New York. Later,
he was president of American Spinning Co., Greenville, and Florence Mills, Forest City, N.C.L. D.
Tyson, 1921-1922, served as brigadier general in World War I, winning the Distinguished Service
Medal for bravery in action. He was elected U.S. Senator from Tenn. in 1925. He organized Knoxville
Cotton Mills, Knoxville, and was its president for many years.C. E. Hutchinson, 1922-1923,
organized a small yarn mill at Mount Holly, N.C. in 1892, purchased or constructed others in later
years and consolidated them in 1921 as American Yarn and Processing Co. of which he was president
and treasurer. He served for three years as president of the North Carolina Cotton Manufacturers
Association, represented Gaston County in the North Carolina legislature and was a director of the
Piedmont and Northern Railway.W. E. Beattie, 1923-1924, received his early business training in the
First National Bank of Greenville, of which his father was president. On the death in 1899 of J. D.
Charles, he was elected president and treasurer or Reedy River Manufacturing Co., later Conestee
Mills. Six years later, he resigned to become president of Piedmont Manufacturing., a post he
continued to hold while taking on additional responsibility as vice president and treasurer of
Victor-Monaghan Co. in 1916, the firm resulting from the reorganization of Parker Cotton Mills Co.
He was elected president in 1920, and retired in 1923.A. W. McLellan, 1924-1925, established a
library and statistical department and stressed the dangers of foreign competition during his
administration. He was born in New Orleans soon after the War Between the States and entered the
textile industry in 1891 with a borrowed $3,000 used to organize Alden Hosiery Mill. He served as
president of Alden Mills until his death in 1943.W. J. Vereen, 1925-1926, first worked in the
Moultrie Cotton Mills, Moultrie, Ga., which had been founded by his father in 1900. He became
secretary-treasurer in 1907. He also was active in real estate and in the garment manufacturing
business. He served as mayor of Moultrie, as president of the Georgia Cotton Manufacturers
Association and was a founder of the Cotton-Textile Institutte.S. F. Patterson, 1926-1927, died May
28, 1926, nine days after his election. At the time of his death, he was also president of the
North Carolina Cotton Manufacturers Association. Born in Salem, N.C. on October, 1867, he was only
19 when he took charge of three mills for Odell Manufacturing Co. in Concord, N.C. He was later
associated with Thistle Mill, a silk mill at Ilchester, Md.; Patterson Mills co.; Roanoke Mills
Co.; and Rosemary Manufacturing., all located in Roanoke Rapids, N.C.
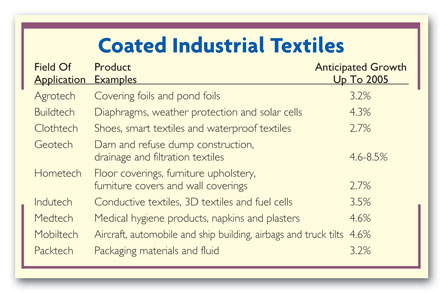
Coating Of Industrial Textiles
T
he
above-average growth in the market
for industrial textiles calls for special range concepts designed to meet the diverse demands this
growth has brought about. The growth is characterized by an increasing number of new functional
layers, particularly in the field of solid gelatin-based finishing coats.
Following is an overview of the fields of use, of application and drying techniques and
range concepts currently being used or in development for industrial textiles. It describes a
complex range suitable for finishing by coating, using the example of the production of truck
tilts. The range components, taken from the proven Montex modular system from Germany-based A.
Monforts Textilmaschinen GmbH, were tailored to the individual requirements of the textile
finisher. The application units and calenders came from Jacob Weiss & Söhne Maschinenfabrik
GmbH, also based in Germany.
Industrial textiles — defined here as innovative products manufactured by using new and
intelligent high-performance fibers and/or a special finishing of textile fabrics — are
characterized by their special physical and chemical application and functional properties.
An important step in the production of industrial textiles is the finishing of the fabrics,
in particular by coating. Here, the desired functionality is created by applying coating compounds
to one or both sides of woven, knitted or bonded fabrics using coating units and subsequent thermal
treatment such as drying or gelling.

Popular Application Treatments
The following application treatments
are used prominently today.
Slop padding involves washing on the coating compound using immersion/transfer rollers from
below. It is used for thin coatings and produces a relatively undefined coating.
An air knife may be used to meter the coating compound above the freely spread fabric web.
This method is used for fine coatings and primer coatings, at application rates of approximately 5
to 50 grams per meter (g/m). The coat thickness depends on the fabric tension.
Air knives may be used over a roller to meter the coating compound at application rates of
30 to 500 g/m. The coat thickness depends on the distance of the air knife from the substrate
surface.
For heavy coatings, air knives may be used over a table or taut rubber cloth to meter the
coating compound. Here again, the coat thickness depends on the distance of the air knife from the
substrate surface.
In the reverse roll coater method, the coating compound is metered and transferred using
direction of rotation, differential speed and gap distance between the rolls and the substrate.
Uniformity is determined by the concentricity of the rolls.
An embossing cylinder may be used for thin coatings. Metering depends on the type and depth
of the embossing on the engraved cylinder.
The rotary screen-printing method involves metering via the mesh width of the screen; and
has application rates of approximately 5 to 120 g/m. This method is used for designed, porous and
spot-like — sometimes invisible — coatings.
Special processes such as double-sided coatings and application by spraying or scattering
may also be used.
Picturing The Process
Coating compounds are generally
film-forming natural substances or plastics that are predominantly dissolved or dispersed in
organic solvents or water to facilitate handling. Therefore, application of the compound onto the
substrate is followed by a drying or gelling process during which the liquid phase evaporates and
the remaining film is predominantly cross-linked.
The thermal processes, which frequently take place at temperatures of 100°C to 220°C, result
in undesirable dimensional changes in the textiles that are countered by fixed-width guidance in
the tenter.
A product-specific range configuration put together individually from a proven modular
standard system provides an example.
The range is a two-stage coating line for the production of, for example, polyvinyl chloride
(PVC) tarpaulins or starting material for sunshade lamella.
The range consists of two roll unwinder stations with downline comb-type fabric scray to
permit continuous operation during roll changing. The backing material for PVC tarpaulins generally
is polyester (PES) or polyamide (PA) woven fabric, with an average weight of 160 to 200 g/m.
Downline of the comb-type fabric scray, the fabric is dried in two cylinder driers in order
to equalize any non-uniformity in the moisture content resulting from storage. The moisture content
is set prior to the coating process. Particularly with PA backing material, an excessively high
initial moisture content results in problems with film formation and adhesion.
After drying, the fabric is cooled using a cooling roller and fed to the coating unit. The
precoating agent is applied in a twin coater to both sides of the backing material at a rate of
approximately 50 g/m per side.
The fabric then is dried contact-free in a convection dryer. After passing through a
centering unit, the surfaces are smoothed in a heated smoothing calender and subsequently
roller-cooled.
The precoated fabric now is fed continuously into a roller air knife application unit, where
the upper side is coated. The application rate ranges between 300 and 400 g/m.
Gelling of the top coat is performed in a tenter with an upline infrared drying section. The
substrate is guided in the tenter by a horizontally guided, life-lubricated special-version
Herkules pin/clip chain designed for tenter forces of up to 15,000 nips per minute.
The aerodynamically optimized TwinAir Plus air circulation system guarantees extremely
homogenous, uniform gelling and cross-linking of the applied film, according to Monforts. Separate
air circulation systems allow the area reaching the product to be infinitely varied to meet the
requirements.
Apart from a high-performance 150-millimeter-thick insulation to reduce heat loss, the
Monforts Exxotherm indirect gas heating system and an integrated heat recovery system are available
as options.
After unpinning, the fabric is heated by infrared radiators to the optimum calendering
temperature and smoothed in a smoothing calender or embossed, depending on the requirements.
The fabric then is cooled using cooling rollers and passes through the comb-type fabric
scray before it is rolled up in two winding positions. The winding unit designed as a center winder
ensures a continuous operation of the range, whereby the two winding positions in conjunction with
the comb-type fabric scray offer sufficient time for reel preparation and reel removal.
The fabric treated in this way has a precoat on both sides and a top coat on one side.
In order to finish the second top coat, which normally is a different color, the fabric is
fed into the middle inlet section. Discontinuous reel changing is provided and depends on the
colors specified by the customer and the number of meters to be produced.
With correspondingly large production volumes, the fabric also can be fed in again from the
front unwinding position. Coating and further process stages are performed during the first top
coat, whereby selvage trimming is performed after unpinning downline of the tenter.
The final treatment step is lacquering to produce a dirt-repellent and ultraviolet-resistant
surface on the weather or visible side. This generally solvent-based coating is applied in a
separate, explosion-proof range. Such ranges also can be configured from the Monforts Montex
modular system.
Editors Note: Ernst Klas, head of development, and Thomas Pgen, head of application
technology, A. Monforts Textilmaschinen GmbH, contributed to this report.
Rollguard® Unveils Thermoformed Roll Cradle
 Rollguard®
Rollguard®Products, part of Appleton, Wis.-based Great Northern Corp.’s Specialty Group, now offers the
dust-free Thermoformed Roll Cradle made from reusable, recyclable polyethylene terephthalate. The
cradle is suitable for loading and shipping of roll goods having diameters ranging from 18 inches
to 22.5 inches.

The company reports the new cradles locking hubs and end tabs provide significantly improved
loading and shipping safety and stability; while its construction provides cushioning for sensitive
goods, and its design enables nesting of more cradles per pallet. Other features include denesting
hubs that facilitate separation of stacked cradles, a smooth surface that protects rolls from
damage, and a crowned contour that relieves pressure on roll edges. Cradle lips to protect roll
ends and help prevent slippage are available as options.
October 2005
1987 The Future Of Man-Made Fibers
The Future ofMan-Made FibersIt was during ATIs first 100 years that man-made fibers made their
first appearance. Their influence has been both extensive and profound, altering virtually every
aspect of the textile industrys way of doing business, from processing the fiber, through new end
uses, to new and revolutionary ways of marketing.The words wool and cotton in ATIs original name,
The American Wool and Cotton Reporter, echoed conditions that had existed for thousands of
years in the textile industry when linen, silk, wool, and cotton were the dominant fibers.A New Age
For TextilesBut with the birth of the 20th century, the textile industry was caught up in the
relative rapid pace of industrial development when a cellulose filament was successfully produced:
artificial silk. This happened in the early 1900s, and soon the mills were offered viscose rayon,
viscose acetate, and cuprammonium rayon.But it was just prior to World War II that the most
significant developments started, when the polymer fibers made from complex chemical compounds and
branded pure synthetics (as apposed to the cellulosics) came on the scene.These fibers included
nylon, to be followed after the war by polyester, acrylic, and the olefins. In between, there were
a batch of short-lived man-made fibers such as Aralac, Darvan, Saran, and Velon, to mention a few,
using a wide variety of raw materials, including casein and soybean.It is interesting to note that
right from the start the man-made fibers attempted to identify themselves with the natural fibers
by liberal use of such terms as wool-like, silk-like, and cotton-like. Indeed, the same references
are made today and will be in the foreseeable future as fiber producers continue to modify
polyester, for example, to improve its cotton-like structure while retaining the best of the
man-made properties.An Overwhelming ProspectAn attempt to look into the next 100 years is
forbidding. One is overwhelmed by the clichThe World of Tomorrow, particularly when considering
what has taken place in recent years. One significant development after another has been compressed
into a relatively short time.We can look ahead in terms of what is now known, but clearly this will
change as new products and new concepts are introduced.Drastic changes have marked the man-made
fiber industry in recent years. During the 1960s it seemed as if the bonanza would never end. Hugh
marketing budgets were made available backed by stupendous brand advertising. But cutbacks, still
being felt today, started to be implemented in the late 1970s and continued into the 1980s. During
that time, both marketing and research suffered.These conditions became evident in many parts of
the world, and fiber producers in Western Europe hastened early on to reduce production and to
emphasize specialization. It is evident that they may have done a better job than those in the
United States and Japan. But the cutbacks are viewed as temporary, and after a period of further
adjustment there will be renewed marketing programs.U.S. Producer In Best SpotFavoring the United
States producer will be his ability to offer local service by being located right in the middle of
one of the most important markets in the world.It is obvious that he future belongs to the
synthetics. For one thing, they can be more readily adapted to processing on the new machinery that
will be introduced in the years ahead. Important trends already evident all require vast
consumption of the man-made fibers. Just a generation ago, world consumption of synthetics was
beginning to assume significant numbers, but estimates show that the next generation synthetics
will be consumed at an annual rat e in excess of 20 million metric tons, or better than half of
world fiber usage. In the next 100 years, the man-made fibers will become the dominant
factor.Probing the future has always been a risky business, and more so today with such a high rate
of technological change. And the closeness of one world, for example, affects man-made fiber
operations, especially in the United States, where producers must face governments of many
competing countries with business practices and attitudes vastly different from those in the United
States.Over the long haul, are we going to move toward them, with the accompanying danger of lower
standard of living, or are they going to move toward usMeanwhile we will see a trend where the key
to the fiber producers success in the developed countries will lie in the production of fibers
containing high technology and other specialized types involving high added value. Nor can the
giber producer escape the effects of the trade imbalance and the import problem with their
unfavorable bearing on U.S. manufacturing operations.New Foothold For RayonGeneral trends reveal
that while world output of the cellulosics is on the decline, current popularity of viscose rayon,
the first man-made fiber, is at peak levels in the United States, an admitted pleasant surprise to
those who had budgeted for a drop in sales.While the next 100 years will likely show a decline in
the market share for cellulosics, current efforts reveal new technology aimed at improving the
properties of viscose rayon. Examples include solvent spinning, which will give rayon a new
foothold in certain specialized areas.R and D Keeps Nylon StrongNylons market share is being
squeezed, after a lengthy reign as leader among the man-mades. But while it has dropped to second
place, behind polyester, nylon will continue to be a popular fiber in the years to come, banking on
its many well-known advantages. Research continues in many parts of the world on new nylon
developments, which include technology to improve its comfort properties in apparel. Work continues
on nylon 4, offering many of the properties of cotton and silk. It may well be that other nylon
types besides 6 and 6.6 will be developed in the future.Bright Future For AramidsOne of the
brightest futures belongs to the aramid high performance fibers, an offshoot of nylon. Their
projected use in composites is tremendous. This also applies to other fibers such as the new
carbons, which, when embedded in plastic, emerge as high tech construction material offering, for
example, competition to steel in the automotive industry. Their use will expand as a primary
construction material in aircraft and other important uses.Polyester Gets Lions SharePolyester is
the world leader, and in another 10 years will represent over half of all man-made fiber
production, while nylon slips less than 25%. Polyesters popularity will continue well into the
future. Its production is now outpacing that of nylon and acrylic combined. Polyester, which got
its start in the U.K., has in recent years seen its most rapid production growth in Taiwan, South
Korea, and China.China is an entirely new area as a fiber producer, with access to world technology
helped by the United States and the U.K. Fiber producers in the United States have noted a decline
in export business, and a decline in shipments to Asian markets is one reason, as these countries,
particularly China, become self-sufficient in these products. Such a trend will have to be taken
into consideration when peering into the future.There is great emphasis on super-soft, ultra-fine
dpf polyesters, pointing up the importance that fiber producers attach to comfort perception for
polyester in apparel. In newer industrial areas, research continues in engineered fibers where such
properties as strength and wear resistance are necessary.Much of the so-called comfort factor is
being achieved by moisture vapor transport, which moves moisture away from the skin and through the
fabric into the air. Already fiber producers are saying that the new polyester staple will replace
the old staple in a matter of 5 years, and then something will come along to replace the new, and
so on and on.One can see how the pace will quicken while the future unfolds numerous technological
advances. Polyester, with its durability and aesthetics, will be around in one form or another for
a long time.Acrylics Might Level OffAcrylic is holding steady, but in the long term it faces
decreased demand. But right now, in many countries acrylics are enjoying boom conditions, largely
because of good fleece and sweater business. However, these conditions will not last forever, and
U.S. producers have already made plans on how to operate profitably at reduced levels.Acrylic
competition is evident from the Far East and developing nations. Meanwhile, producers in developed
countries will cut production while at the same time coming up with new products such as improved
producer-colored types and high growth industrial applications such as carbon fibers. While the
olefins, polypropylene in particular, represent a relatively small percentage of world man-made
fiber production, they are making tremendous strides and they must be considered in any valuation
of the future.Indeed, the world fiber production trend shows increases for polyester and
polyolefins, while that for nylon and acrylic indicates decreases.PP Meets Special NeedsPresent
growth for polypropylene (PP) is noted mainly in the United States, Japan, and Western Europe,
where these areas account for upwards of two-thirds of total production. Polypropylene fiber
production in the Unites States has been increasing at a rate of 5% a year and, according to
suppliers of resin and extrusion equipment, it should continue to increase for some time.In placing
PP fibers into the future, it must be considered that they are not a general purpose product but,
as of now, are limited to specific areas, which include floor coverings and thermal bonding
applications in nonwovens. The technology for PP production is relatively simple and is readily
available. While the world markets are dominated by several large companies, there are many small
concerns in the business; and this affects prices from time to time.Some of the research in PP
fibers covers improved bulk continuous filament (BCF) for floor coverings and the possibility of
continuous filament for apparel, especially in the area of activewear, where a fine denier PP might
be acceptable.Comparatively inert PP fiber is of significance in fabric construction, and its
popularity in geotextiles is on the increase. Geotextiles reportedly are the second largest end use
for nonwovens in Europe, and they are growing steadily. Market reports state that PP in granule or
fiber form is the most important polymer used n the European nonwovens industry, mainly because of
the increase in the spunlaid area and higher production of heat-bonded nonwovens.Extended Chain PE
WinsAttracting considerable attention and due for expansion in the future are the extended chain
polyethylene fibers, which are said to be 10 times stronger than steel and 75% stronger than any
other organic fiber available. Such a fiber gained praise when it played a part in sail
construction which helped return Americas Cup to the United States.A Ready Market For
FilmNoteworthy for the future is the growing use of recycled polyethylene bottles into film with
textile applications, especially in the floor covering industry.It is expected that the future will
see more use of the films, which are likely to replace certain nonwovens in the years ahead. Right
now the film industry ha so many possibilities that it has not turned full attention to textile
replacement. It is anticipated that development of more discontinuous film surfaces will aid this
movement.Imagination The Only LimitAs to the fiber spinning process itself, the future holds
nothing but increased automation as computers and microprocessors, for example, take over more and
more responsibilities. As one producer says: Automation in the fiber plant is limited only by the
imagination.Basic Robot With 14 HandsOne of the chief goals in any fiber producing plant is to
reduce the amount of labor. Formost fiber producers in the developed countries, this has been a
high priority and much has been accomplished. However, the trend to further automation in plant
production particularly in the use of robotics, is steadily increasing, and there is no doubt but
that such a trend will affect fiber production in the coming years.The co-founder of Unimation, the
Worlds first industrial robot company, point out that even today a basic industrial robot can be
outfitted with a wide selection of attachments, such as 14 different kinds of hands and several
different styles of fingers. Already the Japanese have moved in the direction of plant robots to
the extent that union membership has become involved!Computers Designed FibersAs we move into the
next 100 years it is obvious that the old order will be challenged to a much greater degree than at
the present time.The fiber producer is becoming caught up with the new faster information
requirements of Quick Response and its related developments such as electronic data interchange
(EDI). The world computer assisted design (CAD) has entered the world of the fiber producer and it
is bound to occupy an ever-increasing role. Only recently a domestic nylon producer introduced a
new nylon apparel yarn offering a new computer designed cross section.Cooperation And New
AttitudesFiber producers have also become closely involved with the trend to automation in the
garment industry, as evidenced by participation in the (TC)2 program now in the hands of a sewing
machine manufacturer. This step was taken in the knowledge that the future must witness a close
cooperation between fiber producer, textile manufacturer, and garment maker with completely new
attitudes.



