SENNINGERBERG, Luxembourg — December 7, 2017 — Orion Engineered Carbons, a worldwide supplier of specialty and high-performance carbon black, announced today that it has completed construction of a new carbon black production line at its plant in Yeosu, South Korea, to produce specialty products. The line started production on November 23, and has begun commercial sales.
“This new line in Yeosu will produce premium grades of specialty carbon black for demanding customer applications such as automotive coatings, engineered plastics, printing inks and adhesives & sealants,” said Jack Clem, Orion’s CEO “It is another step in Orion Engineered Carbons’ ongoing transition to higher value added products for specialty and technically demanding rubber applications.”
The Yeosu Plant has also just completed a major upgrade to a Technical Rubber carbon black production line. This line too is back in commercial production.
These projects are major components of the consolidation of the Bupyeong [Incheon] Plant into the Yeosu facility. The transition is on track to be completed by July 2018.
ROCHELLE PARK, N.J. — December 7, 2017 — Avenue Stores LLC, which operates the Avenue® brand of women’s fashion apparel, announced today a newly strengthened senior team with the additions of fashion retail veterans Nancy Toth Viall and Stephen Silbaugh as chief merchandising officer and chief marketing officer, respectively. Both executives assumed their new roles in November and report directly to Avenue CEO Liz Williams. These leadership enhancements were made in keeping with the Company’s broader strategy to continually focus on growing its brand and increasing its customer base by offering the very best plus-size styles and fit to customers across all channels.
“We are delighted to welcome Nancy and Stephen to the Avenue management team. Their deep expertise in fashion and retail will be invaluable as we work toward strengthening our position as a leader in the plus-size women’s apparel industry,” Williams stated. “These exceptional leaders exemplify our efforts to refine our organizational structure to ensure we are strategically aligned to bring the most value to our customers and maximize growth opportunities.”
Silbaugh directs Avenue’s Marketing team as it continues to evolve and deepen the Avenue brand’s connection with its customers. As shopping preferences shift, he will play an important role in providing customers a seamless and engaging experience across all channels and touch points in order to build loyalty, traffic and increased sales.
Silbaugh brings more than 25 years of top-tier marketing and retail experience from leadership roles held at L Brands, Ralph Lauren, Michael Kors and AT&T. He has extensive experience in women-focused brands. Prior to joining Avenue, Steve most recently served as Chief Brand Officer for Brookstone Inc. He holds a B.A. degree in Math and Economics from Miami University at Oxford, Ohio, and an M.A. degree from the same university in Economics. He also studied Marketing at the Executive Education program at Columbia University’s Graduate School of Business.
Viall leads Avenue’s Merchandising team and is responsible for driving the Company’s overall product strategies to meet and exceed customer expectations while setting the course for growth with current and new customers.
Viall brings more than 30 years of retail merchant experience to Avenue with depth in merchandising, design, and product development in women’s apparel. She has held roles at May Department Stores, Casual Corner, and Talbots, where she most recently served as SVP/GMM of Merchandising and Design/Product Development. She holds a B.S. degree in Business and Marketing and Textiles from the University of Rhode Island.
NEW YORK CITY — December 7, 2017 — Lincoln International, a global mid-market investment bank, is pleased to announce that Alleson Athletic has been acquired by Badger Sportswear, a portfolio company of CCMP Capital Advisors.
Alleson Athletic is a North American supplier of in-stock and custom sublimated athletic apparel and game uniforms. Alleson’s product assortment spans all major sports categories, and the company goes to market under a wide variety of premier corporate-owned and licensed brands, including Alleson, ChromaGear, Under Armour, New Balance and the NBA/WNBA. Alleson’s products are sold primarily through leading athletic apparel distributors and an extensive network of over 4,000 independent team dealers. Founded in 1933 and headquartered in Rochester, N.Y., Alleson leads the market in the use of sublimation technology and is widely known throughout the industry for its innovative designs and manufacturing expertise and flexibility.
Alleson CEO Todd Levine commented: “Alleson was founded by my great-grandfather and has been a part of my family for generations. I am so glad that we chose Lincoln to walk us through the difficult and sometimes emotional process of selling a family business. The Lincoln team had a strong understanding of the apparel sector and was deeply engaged in the day-to-day details of the transaction. Lincoln provided us with excellent advice and a great partner in Badger Sportswear. I am excited to see this partnership take our company to the next level!”
Lincoln acted as the exclusive investment banking representative of Alleson, working closely with the company’s management team and shareholders to establish the new partnership. This included providing advisory expertise and managing the preparatory, marketing, negotiation and due diligence phases of the transaction. The sale of Alleson demonstrates Lincoln’s strong track record in the apparel sector, as well as the consumer soft goods category.
WASHINGTON — December 7, 2017 — The National Retail Federation today welcomed the Senate Finance Committee’s approval of U.S. Customs and Border Protection Acting Commissioner Kevin K. McAleenan’s nomination to serve as the permanent head of the agency, and urged the Senate to move swiftly on his confirmation.
“We’re pleased to see Mr. McAleenan’s nomination for this important position finally moving through the process,” said NRF Senior Vice President for Government Relations David French. “As major importers, retailers rely on CBP to facilitate legitimate commerce and enforce our trade laws, which is essential to our nation’s global competitiveness. Mr. McAleenan has the proven leadership and experience needed to continue overseeing these critical responsibilities, and we urge the Senate to move swiftly on his confirmation.”
Earlier this year, NRF sent a letter to members of the Finance Committee urging full support for McAleenan’s nomination. Retailers view CBP as a vital partner in their global supply chains and work closely with the agency on multiple fronts to improve supply chain security and trade enforcement as well as movement of goods across borders.
NRF is the world’s largest retail trade association, representing discount and department stores, home goods and specialty stores, Main Street merchants, grocers, wholesalers, chain restaurants and internet retailers from the United States and more than 45 countries. Retail is the nation’s largest private-sector employer, supporting one in four U.S. jobs — 42 million working Americans. Contributing $2.6 trillion to annual GDP, retail is a daily barometer for the nation’s economy.
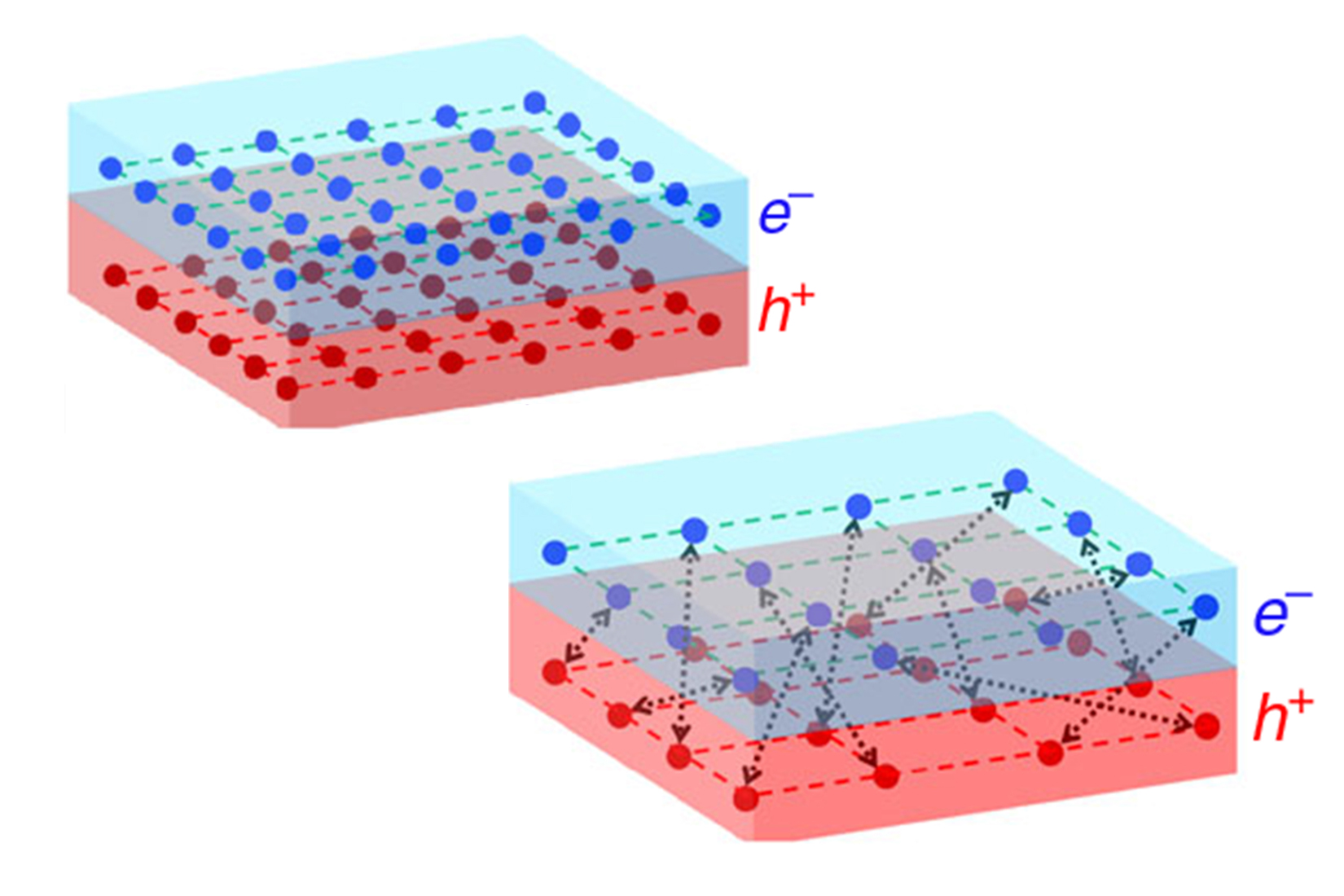
Rice’s “topological excitonic insulators” are made of sheets of semiconductors (top) that become insulators at a critical temperature around 10 kelvins. At the critical point, a superfluid quantum liquid of excitons — pairs of negatively charged electrons (blue dots) and positively charged electron holes (red dots) — forms inside the devices (bottom) and electricity ceases to pass through them. (Image courtesy of R. Du/Rice University)
HOUSTON — December 7, 2017 — Device’s braided qubits could form component of topological quantum computer. Rice University physicists dedicated to creating the working components of a fault-tolerant quantum computer have succeeded in creating a previously unseen state of matter.
Rice’s “topological excitonic insulators” are made of sheets of semiconductors (top) that become insulators at a critical temperature around 10 kelvins. At the critical point, a superfluid quantum liquid of excitons — pairs of negatively charged electrons (blue dots) and positively charged electron holes (red dots) — forms inside the devices (bottom) and electricity ceases to pass through them. (Image courtesy of R. Du/Rice University)
The “topological excitonic insulator” was observed in tests at Rice by an international team from the United States and China. The researchers report their findings this week in the journal Nature Communications. Their device could potentially be used in a topological quantum computer, a type of quantum computer that stores information in quantum particles that are “braided” together like knots that are not easily broken. These stable, braided “topological” quantum bits, or topological qubits, could overcome one of the primary limitations of quantum computing today: Qubits that are nontopological easily “decohere” and lose the information they are storing.
Conventional computers use binary data, information that is stored as ones or zeros. Thanks to the quirks of quantum mechanics, qubits can represent both ones, zeros and a third state that’s both a one and a zero at the same time.
This third state can be used to speed up computation, so much so that a quantum computer with just a few dozen qubits could finish some computations as quickly as a microchip with a billion binary transistors.
Rui-Rui Du (Photo by Jeff Fitlow/Rice University)
In the new study, Rice physicist Rui-Rui Du and former Rice graduate student Lingjie Du (no relation) collaborated with researchers from Rice, Peking University and the Chinese Academy of Sciences to create excitonic insulators made of tiny slivers of ultrapure, stacked semiconductors. The devices, which are no more than 100 microns wide, contain a sheet of indium arsenide atop a sheet of gallium antimony. When cooled in a bath of liquid helium to a critically low temperature around 10 kelvins, a superfluid quantum liquid forms inside the devices and electricity ceases to pass through them.
“This is very much like the process in a superconductor, where you have electrons that are attracted to one another to form pairs that flow without resistance,” said Rui-Rui Du, a professor of physics and astronomy at Rice and a researcher at the Rice Center for Quantum Materials (RCQM). “In our case, electrons pair with positively charged ‘electron holes’ to create a superfluid with a net charge of zero.”
Lingjie Du, now a postdoctoral researcher at Columbia University, said, “It’s a collective effect, so to an outside observer the system conducts electricity normally until it’s cooled to the critical temperature, where it suddenly changes phase to become a perfect insulator.”
Lingjie Du
To prove that the device was the long-sought excitonic insulator, the team first had to show the fluid was a quantum condensate. That task fell to Xinwei Li, a graduate student in the laboratory of RCQM researcher Junichiro Kono. Li and Kono, a professor of electrical and computer engineering at Rice, shined terahertz waves through the devices as they were cooled to the critical temperature and found that the samples absorbed terahertz energy in two distinct bands — a signature of quantum condensation.
Showing the device was topological involved testing for electrical conduction in a one-dimensional band around their perimeter.
“This novel property of the edge state is the thing that people are very interested in,” Rui-Rui Du said. “This edge state has no electrical resistance, and you get conduction in which electrons are tied to their spin moment. If they have one type of spin, they go clockwise and if they have the other they go counterclockwise.”
Braiding circuits built on these opposing electron streams would have inherent topological signatures that could be used to form fault-tolerant qubits.
“The other beauty of this is that the same principles still apply at room temperature,” Rui-Rui Du said. “There are atomically layered materials such as tungsten disulfide that could potentially be used to create this same effect at room temperature, provided they could be made in pure enough form.”
Additional co-authors include Wenkai Lou and Kai Chang of the Chinese Academy of Sciences in Beijing and Gerard Sullivan of Teledyne Scientific Imaging in Thousand Oaks, Calif. The research was supported by the Department of Energy, the National Science Foundation (NSF) and the National Science Foundation of China. Some experiments were performed at the National High Magnetic Field Laboratory, which is supported by NSF and the state of Florida.
Posted December 7, 2017
Source: Rice University’s Office of Public Affairs
DUBOIS, Pa. — December 7, 2017 — The Healthcare Linen Alliance announced today that one of its founding members, Superior Health Linens, acquired Textile Care Services a healthcare and hospitality linen processor based in Rochester, Minn. Both organizations are recognized throughout the Upper Midwest as growing healthcare laundry and linen services companies who provide industry-leading products and customer service.
With this acquisition, Superior now processes 170 million pounds of laundry annually, serving the Mayo Clinic as well as local hotels in Minnesota. TCS was founded in 1918 as a partnership between the Mayo Clinic and the Kahler Hotel to provide linen for both organizations. This purchase by Superior Health Linens expands the company’s coverage which now has an even larger footprint serving healthcare providers across Kentucky, Minnesota, Wisconsin and Illinois. Another benefit is the significant back-up processing power the company now offers with service across these four states. The deal arrived on the heels of TCS signing a 20 year agreement to serve the Mayo Clinic.
Often acquisitions are accompanied by a turnaround in the staff; however Superior Health President and CEO Scott Reppert opted to rehire the entire team of 230 at TCS. “When I asked the employees if they were willing to give 100%, they said no…but they were willing to give 120%” said Reppert. “Of course, that answer was followed with applause all around. We have over 900 families counting on us for their livelihood and we have a strong commitment to our customers as well as ensuring the future success of our team.”
The Healthcare Linen Alliance includes Ecotex Healthcare Linen Service Corp., Emerald Textiles, Logan’s Healthcare Linen Systems, Paris Healthcare Linen Services, Superior Health Linens and Textile Care Services. The group serves a large area covering Illinois, Indiana, Kentucky, Minnesota, New Jersey, New Mexico, New York, Ohio, Oklahoma, Oregon, Pennsylvania, Southern California, Tennessee, Texas, Washington State, West Virginia and Wisconsin, as well as Canada.
ATLANTA — December 7, 2017 — Tegra LLC, an apparel manufacturing and supply chain provider, announced today the hiring of Pamela DeNichilo as chief product development officer and the promotion of Ed Groce as chief customer officer. The changes to Tegra’s senior customer-focused management team are part of an overall strategy to position the company for continued growth and acceleration of the development of its manufacturing platforms.
DeNichilo will oversee all development, product innovation, costing and sample development in the United States and Central America. She recently served as vice president, Product Development & Innovation for Mast Industries/Victoria’s Secret. Prior to that, she held senior level product & development positions at Gap Inc.
Groce will lead Tegra’s customer strategy, account management and overall execution to build integrated capabilities and value added customer programs. Groce most recently led Tegra’s Central American operations with oversight of five facilities and more than 10,000 employees in Honduras, Nicaragua and El Salvador. Prior to joining Tegra, Groce served as vice president and COO of Art FX in Norfolk, Va., and president of Decotex International. Groce and DeNichilo will work closely to ensure effective execution and will report directly to Steve Cochran, Tegra CEO.
“One of Tegra’s competitive advantages is the diversity of the products and programs that we offer our customers allowing us to build strategic relationships,” Cochran said. “Pamela and Ed’s senior leadership experience and reputations for excellence will be invaluable to us as we continue to strengthen our capabilities for our valued apparel and retail customers.”
AKRON, Ohio — December 7, 2017 — The PPG Foundation today announced a $40,000 grant to the University of Akron’s (UA) College of Polymer Science and Polymer Engineering to support the school’s new polymer research mentorship program.
The donation allows the program to provide support for graduate students who wish to mentor undergraduate students pursuing UA’s new minor in polymer science and polymer engineering. Funding will go toward graduate assistants, undergraduate research students and research expenses. UA plans to recruit four teams of graduate and undergraduate students to begin working together in the summer and fall of 2018.
“One of the best ways to learn is by teaching, and in research, this means mentoring,” said Eric Amis, dean, UA College of Polymer Science and Polymer Engineering. “PPG’s generous gift will assist selected student researchers and their doctoral student mentors in this new program. We are excited to have this opportunity for our Ph.D. candidates to mentor undergraduate students on projects they design and conduct.”
The application process will be announced each fall and spring semester for projects starting in summer, fall or spring, as appropriate. A committee of faculty in the UA College of Polymer Science and Polymer Engineering will consider applications and make recommendations.
The teams will present their work as participants in the annual UA College of Polymer Science and Polymer Engineering Polymers Appreciation Day poster session. They also will have the opportunity to visit PPG research centers to discuss their work and learn more about the company.
DALLAS — December 7, 2017 — BSN Sports — a direct marketer and distributor of sporting goods to the school and league markets, and a division of Varsity Brands — today announced that it has completed the acquisition of a portion of the assets of Hibbett Team Sales Inc. (HTS), based in Birmingham, Ala. HTS, the team dealer subsidiary of Hibbett Sporting Goods Inc., is a leading distributor of team apparel and equipment in Alabama and parts of Georgia and the Florida Panhandle, serving team customers since 1975.
“We are thrilled to welcome Frank Powell and his talented team to the BSN Sports family,” said Terry Babilla, BSN Sports president. “HTS members will contribute a talented team of sports professionals to our growing organization. Their culture of great customer service and customer first commitment is a perfect fit with our approach to the team sports and community marketplaces. Together with our 800+ sales professionals nationwide, this combination creates an incomparable one stop shop and we look forward to a bright future together.”
Frank Powell, Hibbett Team Sales, said: “Since Hibbett Sporting Goods was founded, the focus has been on excellent customer service. Many things have changed in the last 72 years, but the commitment to serving the customer and providing quality products has not changed. Hibbett Team Sales members joining BSN Sports will have access to BSN’s immense resources and innovative technology that will allow us to serve our customer better than ever. We are excited to see how we grow together.”
Jeff Rosenthal, president and CEO, Hibbett Sports, said: “Joining BSN Sports will provide the Hibbett Team Sales employees with the tools, infrastructure, and support needed to grow the business and continue their success in the future. I wish the entire team all the best.”
Mr. Babilla concluded, “With the addition of HTS personnel, we have added over 200 sales professionals in the last twelve months, including valuable teammates in Utah, Washington, Maryland, California, New Mexico, Ohio, Kentucky and Texas. We will continue to seek out partners that share our values and have a passion for building lifelong customer relationships.”
FORT MILL, S.C. — December 7, 2017 — Honeywell announced today it has signed an agreement to acquire a 25-percent ownership interest in FLUX Information Technology, a leading provider of warehouse management and related supply chain software in China.
Honeywell will also form a new joint venture company with FLUX’s founder to serve customers outside China. Honeywell will hold a 75 percent stake in the new joint venture, which will initially focus on opportunities in the Asia Pacific region. The investment in FLUX is expected to close by the end of the fourth quarter pending Chinese regulatory approvals.
FLUX develops and implements warehouse management systems and other software for customers in multiple industries, and is a leading player in China’s booming e-commerce, apparel, pharmaceutical, retail, third-party logistics, cold chain and manufacturing sectors. FLUX’s supply chain execution solutions include its Warehouse Management System, Transportation Management System, Order Management System and Data Exchange Platform.
FLUX’s offerings complement those of Honeywell Safety and Productivity Solutions, which develops hardware and software that improve productivity, enhance worker safety, and increase accuracy and throughput of supply chains.
“We are pleased to be partnering with a dynamic, emerging leader with a proven track record in a fast-growing market,” said John Waldron, president and CEO, Honeywell Safety and Productivity Solutions. “FLUX’s strong software capabilities fit well into Honeywell’s Connected Supply Chain strategy, complementing the warehouse expertise of our Honeywell Intelligrated business. FLUX’s warehouse, transportation management and order management offerings complement Honeywell’s data capture technology, worker productivity and warehouse automation solutions, and enable us to maximize customer satisfaction in the digital age.”
Over the past decade, FLUX’s business has grown significantly. Its software now manages more than 12 million square meters of warehouse space in China alone. During China’s Nov. 11 “Singles’ Day” online shopping festival — the largest e-commerce day in the world — FLUX’s solutions helped process up to 650,000 orders per warehouse per day. E-commerce sales currently total more than $1.3 trillion in the Asia Pacific region according to expert estimates, and sales are expected to more than double to $3 trillion by 2021.
“We are pleased to team up with Honeywell to further expand in China and to play an active role in the global warehousing and logistics industry by offering our leading Warehouse Management System solutions,” Shi Zunli, founder and CEO of FLUX. “Honeywell has outstanding industry reach and strong global presence, which will enable us to fulfill our vision of globalization. With this strategic partnership, we will connect, collaborate and create more value for our customers.”
Li Ning, president of Honeywell SPS Greater China & India, said, “This partnership will allow Honeywell to accelerate the pace of executing our connected strategy in China and the Asia-Pacific region and create a win-win situation for both companies. This agreement strengthens our position as a software-industrial company and supports our efforts in developing and acquiring capabilities in China that are relevant for a global customer base.”