SARCEDO, Italy — November 20, 2024 — November 21-22, 2024, Tonello returns to Hong Kong to present an innovative concept dedicated to workwear, to show how even these garments, which are born to be primarily functional, can become art.
With Metamorphosis – True Italian Workwear, Tonello’s focus is on the ability to transform, renew, reinvent some iconic garments of Italian tradition, thanks to responsible technological innovation.
Thus, the overalls and work clothes worn every day by our people become the focus of a striking collection that enhances and highlights the daily importance of their work.
Everyday and “humble” garments are revisited in a totally different key and transformed into unique pieces with a modern design thanks to DyeMate and the Laundry (R)Evolution.
Garments gain color depth and contrasts typical of denim with DyeMate, the first patented indigo garment dyeing technology that, through a combination of sulfur and indigo dyes, creates an authentic, vintage look reminiscent of the workwear world of yesteryear. The Laundry (R)Evolution is achieved through the combination of THE Laser and the All-in-One System for unique and totally responsible finishing effects.
In Hong Kong we will be the protagonists of this collaboration as well:
ONE DENIM – The spectacular collection resulting from a collaboration with Kingpins, Piero Turk and Cone Denim and demonstrating how a single fabric can be reinterpreted and transformed in countless ways, thanks to cutting-edge washes and finishes that extrapolate and manifest its changing and iridescent soul.
SOUTHAMPTON, England — November 20, 2024 — Green Threads DPP, the Hampshire-based supplier of Digital Product Passports (DPP) to the uniform, workwear, and outdoor apparel industries, is officially launching to help brands fight greenwashing, create value chain transparency, and stay ahead of pending EU Green Deal DPP mandates.
Working directly with universities, textile suppliers, brands, governmental agencies, and manufacturing facilities around the world, Green Threads will help companies quickly and effectively navigate the DPP landscape, engage consumers, and bring in the next era of product transparency.
“Between pending regulations and concerns around greenwashing, brands have a lot to gain from adopting a Green Threads DPP solution,” said Iain Kettleband, CEO of Green Threads. “By working with our clients and partners, we audit and measure the various elements throughout the entire product journey, facilitating continuous improvement and accountability. We add value by empowering consumers and businesses through easy to access data by which to make informed buying decisions. Most critically our solution goes above and beyond legislation and delivers complete environmental supply chain transparency as well as a dynamic platform through which to showcase a wealth of information related to recycling, care instructions, corporate objectives and ethical certifications”
By 2030, all apparel sold in the EU will require some form of DPP. Scannable at all points along the value chain, DPPs will come in the form of a QR code, RFID tag, or NFC chip. Anyone from brand representatives to compliance officers to consumers will soon have access to a wide range of product information at their fingertips, including a product’s origin, carbon footprint, water consumption, materials composition, credentials, and end of life considerations.
Once a brand’s supply chain has been audited and a range of DPP have been created for the garments being produced, Green Threads will actively identify areas for sustainability improvements and make recommendations through the use of tailored Carbon Reduction Plans which are designed to help factories and suppliers set and reach decarbonization goals.
The Nonwovens Institute’s success is driven by creating measurable goals in-line with a long-term vision.
TW Special Report
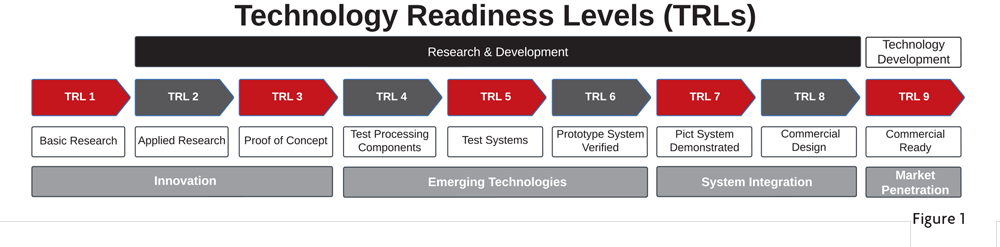
Technology Readiness Level (TRL) is a measurement system developed by the National Aeronautics and Space Administration (NASA) in the 1970s to manage the process of translating fundamental knowledge into technology ready for deployment. In NASA’s case, the goal was to use TRL to enable the development of “flight-proven” technology ready to stand up to the challenges of space travel. TRL has also been employed by industry to evaluate the maturity of a technology or invention as it progresses along the tortuous path toward commercialization.
A comprehensive description of TRL is one recently articulated by the U.S. Department of Energy (See Figure 1).
The Nonwovens Institute (NWI), based on the Centennial Campus of North Carolina State University in Raleigh, N.C., has leveraged the TRL system to shape its pillar service offerings with the aim of providing value to the entire nonwovens industry value chain.
While university-based programs have historically focused on basic research problems (TRL 1-2), NWI is unique in that it focuses on the full TRL range (TRL 1-9), facilitating collaboration among industry, government, and academia to enable the development of next-generation nonwoven solutions to mission-critical challenges.
NWI’s Spunbond and Hydroentangling Lab is available to support experimental trials, as well as small to medium-sized production runs for commercial-ready products.
NWI Background And History
NWI is the world’s first accredited academic program for the interdisciplinary study of engineered fabrics. NWI works with experts from industry, government, and academia to facilitate experimental trials and engage in problem-solving for nonwovens-relevant applications, while also providing hands-on training and guidance to the field’s future leaders and industry professionals.
NWI traces its history back to 1991 when the Nonwovens Cooperative Research Center (NCRC) was established at NC State University as a State/Industry-University Cooperative Research Center (IUCRC) with matching grants from the National Science Foundation (NSF), the State of North Carolina, and several industry partners. NCRC was one of the first five State/IUCRC’s funded by NSF, which would contribute more than $2 million over nine years to the Institute.
In 1999, NCRC graduated from NSF and became self-sustaining. NCRC transitioned into The Nonwovens Institute in 2007, establishing the Institute as a university-wide activity that touches at least three colleges and more than seven departments. NWI continued to grow its capability to collaborate with industry and government research agencies to deliver relevant results. NWI’s success is the product of its diligent attention to understanding the needs of the industry and developing the five pillars of NWI’s capability to meet those needs. NWI’s pillar focus areas range from fundamental, pre-competitive research through to technology commercialization.
NWI’s Pillar Areas Of Emphasis
Pillar 1: Knowledge Creation —NWI views education, research, and outreach as critical components of its mission. Pre-competitive research conducted as part of NWI’s Knowledge Creation pillar initiative falls in the TRL 1-3 categories and is often described as “core projects.” These research activities engage the Institute’s network of faculty and students and are a means by which NWI trains the future leaders of the nonwovens and affiliated industries. Graduate students who participate in the NWI research program are equipped with the knowledge required to succeed in the corporate environment, while the results of NWI research projects enable NWI member companies to innovate by finding solutions to grand challenges in nonwovens-relevant subject matter areas.
Pillar 2: Knowledge Transfer/Workforce Development — NWI leverages the insight gained from its Knowledge Creation pillar initiative to inform its extensive array of training content. These training programs are formalized into various course offerings, with regularly scheduled in-person short courses, presented in partnership with INDA, The Association of the Nonwoven Fabrics Industry, custom courses and online training modules available to meet the professional development needs of the industry. NWI’s Workforce Development pillar initiative covers TRL 4-9, with course content ranging from material characterization and testing to product development and commercialization.
Pillar 3: Fabrication and Testing— NWI has continued to build and update its facilities since 2000, and today has the most extensive set of lab- and large pilot-scale nonwoven production equipment found any-where in the world. NWI’s Fabrication and Testing pillar initiative (TRL 3-6) plays a key role in the development and transformation of the latest innovations into marketable fiber-based systems ready for shipment to commercial, consumer, and industrial users around the world. NWI’s facilities include lab-scale systems dedicated to polymer characterization, fiber extrusion, and meltblown, with large pilot facilities for bicomponent spunbond and meltblown, staple fiber, fiber spinning, needlepunching, hydroentangling, thermal bonding, and web composite capability. Analytical and filtration testing facilities offer the ability to analyze and evaluate material performance according to a wide range of industry-specific standard test methods.
Pillar 4: Problem Solving — NWI’s Problem Solving pillar initiative is rooted in sponsored research that is funded by industry or government agencies. The work performed in this area of NWI’s service offering is confidential to the sponsors and provides an option to license any intellectual property (IP) generated using a standard joint development agreement (JDA).
NWI conducts activities in the Problem Solving area utilizing the stage-gate development process (TRL 4-6) with a focus on bridging sponsors from innovation development to practical demonstration and the reduction of engineering risk — the so-called developmental “valley of death.” Working hand-in-hand with NWI’s in-house production, testing, and product development team —who bring decades of experience in the full range of nonwovens production processes and test methods — sponsors can elevate exciting new discoveries relevant to nonwovens.
Pillar 5: Product Incubation — In the Product Incubation pillar area, NWI has created a non-profit affiliate entity of NC State University called Leaders in Nonwoven Commercialization (LINC LLC). LINC helps commercialize new products and technologies with manufacturing capability, specializing in small-to-medium scale production runs. In parallel, LINC works with companies to establish long-term supply chains and transfer the technology to sup-port their ongoing operation. In this way, attention is focused on TRL 7-9— effectively bridging the valley of death and validating market acceptance for new products. LINC adheres to the highest standards of quality under NWI’s Quality Management System.
Dr. Raoul Farer, NWI’s new deputy executive director
NWI Positions For A Bright Future: Raoul Farer Joins NWI
Aligning with NWI’s plans for growth going forward, the Institute recently announced the appointment of Dr. Raoul Farer to the role of executive deputy director.
Farer, who will also serve as a professor in NC State’s Wilson College of Textiles’ Department of Textile Engineering, Chemistry and Science (TECS), joins the Institute’s leadership team and will work closely with NWI’s Executive Director Dr. Behnam Pourdeyhimi and Operations Director Tom Daugherty to manage the implementation of NWI’s strategic vision.
Farer comes to NWI and NC State following a 24-year career with Freudenberg Performance Materials with various assignments in Ger-many, Spain and the United States. Farer brings extensive knowledge in textile technologies with a specialization in nonwovens.
He earned his Master of Science in Textile Management and Technology in 1996 and a doctorate in Fiber and Polymer Science in 1999 from NC State. Farer also participated in NWI’s fundamental nonwovens research program as a student, studying novel dispersion technologies for wet-laid nonwovens and the formation of 3D meltblown structures via a robotic system.
During his tenure at Freudenberg Performance Materials, Farer also served on NWI’s Industrial Advisory Board (IAB), most recently as chair of its Executive Committee (2022-2024).
“Having worked with Raoul from the time he was a student researcher at NC State and watching him progress in his career with Freudenberg Performance Materials, I am thrilled to have him join us here at NWI,” Pourdeyhimi said. “I look forward to working with Raoul once again and seeing NWI continue to grow with the benefit of his contributions.”
“Returning to my alma mater and NWI is a dream come true,” Farer said. “After a long career in industry at one of the world’s leading nonwoven manufacturers, I couldn’t be more excited about the opportunity to give back to the students, NWI, the Wilson College of Textiles, and NC State. Nonwovens have been my passion from the moment when I first took an introductory course as an undergraduate student. I feel very fortunate to be able to join the teams at NWI and TECS and look forward to helping our students learn and grow in their journeys toward becoming future researchers and innovators and to further strengthening our industry partnerships to help build the NWI of the future.”
The NWI team recently participated in food safety training as the institute pursues Brand Reputation Compliance Global Standard (BRCGS) Certification for Packaging Materials under the Global Food Safety Initiative (GFSI).
NWI Pursues Food Packaging Safety Certification
NWI continues to build upon its strong foundation of quality-based manufacturing practices by pursuing the Brand Reputation Compliance Global Standard (BRCGS) Certification for Packaging Materials, which is recognized under the Global Food Safety Initiative (GFSI). NWI is on schedule to complete this certification process in 2024, enabling the Institute to meet the needs of producers of nonwovens for food packaging.
NWI has been following good manufacturing practices (GMP) requirements since 2019, and its most recent audit resulted in a rating of “Excellent” with a score of 962/1000, according to an independent third-party auditor. NWI’s Analytical, Filtration Testing, Spunbond and Hydroentangling, and Meltblown labs are all ISO 9001:2015 accredited.
“Here at NWI we are continuously striving to improve our quality measures,” said Jamie Plummer, lab research specialist. “Over the past several years, we’ve implemented a full suite of standard operating procedures, not only in our labs, but across all our operations. Our goal with BRCGS Packaging Materials Certification is to align our business with GFSI to meet the needs of our current and prospective customers who are serving the food and beverage industry.”
The newly expanded NWI Filtration Testing Lab
NWI Introduces Expanded Filtration Testing Lab
NWI also recently announced its newly expanded Filtration Testing Lab, featuring services for facemasks and respirators, along with filter media for automotive, HEPA, and HVAC applications, among others. Importantly, NWI’s Filtration Testing Lab is outfitted with equipment to perform ASTM F2299 testing for the measurement of Particle Filtration Efficiency (PFE) at 0.1 microns.
Testing equipment available in NWI’s Filtration Testing Lab includes:
• PALAS MFP-3000-S fractional aerosol filter test;
• Two TSI 8130 machines for filtration efficiency;
• Two TSI 3160 machines for filtration efficiency;
• Two offline charging and discharging units;
• Two environmental chambers for aging and conditioning masks and filter media;
• TSI Portacount respirator fit tester;
• Testex TN 139 synthetic blood tester;
• Testing apparatus for the measurement of fluid resistance for surgical masks; and
• Prototyping facility to produce masks per NIOSH Standard Test Protocol.
NWI’s Filtration Testing Lab is managed by Amy Minton, who has more than 20 years of experience in administering a wide variety of analytical, physical, and filtration test methods for nonwoven materials.
“NWI’s Filtration Testing Lab is an important addition to the Institute’s impressive nonwoven fabrication and testing capabilities,” said Minton, who also manages the NWI Analytical and Physical Testing Lab. “Our decades of testing experience and our strict adherence to GMP and Standard Operating Procedures provide our industry partners assurance that the tests they conduct at NWI will be executed with the highest level of quality and accuracy.”
Dr. Behnam Pourdeyhimi (back center) leading a training course demonstration in NWI’s Meltblown Lab.
NWI, INDA Sign Collaboration Agreement on Training Programs
NWI recently announced a collaboration agreement with INDA, the Association of the Nonwoven Fabrics Industry, to provide continuing education to the nonwoven industry. This agreement expands upon the ongoing partnership between INDA and NWI, whereby the two organizations have successfully presented training programs, covering the full spectrum of the nonwovens value chain from raw materials to processes to products.
Under the terms of the agreement, INDA and NWI will develop and present a full roster of training courses, featuring a combination of classroom learning supported by hands-on activities in NWI’s world-class nonwoven production and testing labs.
“As we enter into this new phase of our partnership, NWI and INDA are excited to leverage our diverse perspectives and industry contacts to create an unmatched training and education program,” Daugherty said. “This will ensure the nonwoven industry remains competitive and is equipped with the latest skills. With the pace of change in our industry heightened due to the rapid rise of such megatrends as sustainability and machine learning, we believe continuing education in nonwovens is more important than ever — and NWI and INDA are well positioned to serve the needs of our industry in this regard.”
The Future
“The Nonwovens Institute is the most successful non-medical research institute that began with NSF funding based on longevity and research, education, and industry service impact,” Pourdeyhimi said. “This success is driven by creating measurable goals that are consistent with NC State and NWI’s long-term vision.
“As we’ve recently completed our ‘2030 Strategic Plan,’ we have set ambitious targets in each of our pillar service areas, and we are already making positive strides toward these goals,” Pourdeyhimi continued. “We look forward to continuing to serve nonwovens-affiliated organizations, with high-value offerings that touch on the full range of our industry’s needs from fundamental understanding to technology commercialization.”
Reju™CEO Patrik Frisk spoke with Textile World about the company’s new Regeneration Hub Zero and the drive to make meaningful progress towards circular polyester.
TW Special Report
Circularity in textiles — reusing materials instead of turning them into waste — is possible and getting closer. Innovative companies are developing methods to recycle various types of textile waste, keeping clothing out of the landfill and reducing the reliance on virgin polymers.
Reju™ is a new company entering the circular conversation. This Paris-based start-up intends to offer a circular recycled polyester (rPET) chip that can be recycled an infinite number of times. Reju also is expected to have a 50-percent lower carbon footprint than virgin polyester confirmed via a life cycle assessment conducted by Deloitte.
“What has been holding the world back in textile circularity is not a lack of demand for textile recycling, but the lack of a solution that makes recycling of textiles economical on
an industrial scale,”said Arnaud Pieton, CEO of Technip Energies, the France-based parent company of Reju.
Reju, led by CEO Patrik Frisk and COO Alan Poincheval, is capitalizing on a glycolysis polyester recycling technology named VolCat that was originally co-developed in a collaborative venture among partners IBM, Under Armour and Technip Energies, although Under Armour is no longer involved.
Reju broke ground on its demonstration plant located in Frankfurt, Germany, in the fall of 2023. The facility, known as Regeneration Hub Zero, recently opened, and it is expected to begin delivering polyester chip in 2025. There also are plans for additional hubs in the United States and Europe.
“We’re starting with the most urgent problem in textile waste — polyester,” Frisk said in a press release about the launch of Reju. “The world produces 92 million tons of textile waste each year, yet less than 1 percent is recycled. It is a system that extracts finite resources creating textile waste with no responsibility for end-of-life. Reju is going to change that by unlocking a new system through critical partner-ships around the world. We will build infrastructure, scale technology, comply with regulation and, in the end, help the textile industry evolve and enable a change in behavior. Our Regeneration Hub Zero in Frankfurt is a significant milestone, showcasing how this advanced technology addresses the global textile waste problem.”
Textile World recently had the opportunity to speak with Reju CEO Frisk to learn more about the company. Frisk is a Swedish-American textile industry veteran who began his career in the industry with W.L. Gore & Associates as a fabric salesman. His career path took him through the doors of storied companies and brands including VF Corp., The North Face, Timberland, Aldo and Under Armour in the United States as well as in Europe. Frisk first became involved with VolCat during his time at Under Armour, so it was a natural progression for him to take the job as CEO of Reju.
TW: What’s the biggest misconception about polyester fiber and apparel that you would like to address?
Frisk: One question often asked is why don’t we just stop using polyester and switch to more natural materials or something else? Unfortunately, that’s currently not possible. Polyester is a useful material for the textile industry, carpet industry, automotive and airline industries, bedding, packaging, and others. We can’t live without it for the foreseeable future. At the same time, polyester is the biggest contributor to global textile waste — only 15 percent of the polyester we make is even recycled, So, we need to understand how to live with it in a much smarter way, which is why we’re breaking it down and regenerating it. We’re finding new ways to use the resources we have.
TW: How does IBM’s VolCat technology play a pivotal role in Reju? How does the company’s process differ from that of other companies working to recycle polyester?
Frisk: Reju’s proprietary technology, which originated with IBM research, is the key to unlocking the circular textile system we are building. Reju is developing the infrastructure to take textile waste and regenerate it at scale, starting with polyester. The technology is the key to making this a reality.
Our work is focused on solving one of the largest societal problems of the future which is textile waste. Our approach and technology are different in that we are able to handle and are focused on mixed post-consumer waste and the extraction of polyester from this waste, something our technology is uniquely able to do.
TW: What are the biggest challenges facing Reju as the company scales up its recycling efforts, and how is Reju preparing to address any challenges?
Frisk: Our biggest challenge is that the new system to enable circularity does not exist, so we need to help build this out while we continue to build our own part of this new economy and system.
We have been working to identify how the entire new system and its infrastructure needs to come together to ensure a steady feed stream for our regeneration hubs. It requires specialized knowledge in waste management and reverse logistics in combination with an under-standing of textile fiber composition and chemistry. At Reju, this is part of our unique approach and talent of our organization.
TW: How does Reju contribute to the circular economy, and what steps are being taken to close the loop on polyester recycling?
Frisk: Reju is working to close the loop between upstream feedstock partners and downstream brand offtake partners by regenerating the collected materials. The industry has been on a linear model for decades and it will take a lot of work to make it circular, but we are optimistic that it can be done.
TW: Reju is promoting an open supply chain with 100-percent traceability. What technologies will be employed to ensure the process is traceable?
Frisk: We are working with our partner IBM to create a traceability platform that will support our Reju guarantee of textile-to-textile regenerated polyester, where we never lose chain of custody from textile waste to regenerated polyester.
TW: What are your main priorities for the company in the coming year? How do you see the role of advanced technology such as Reju’s in transforming the polyester apparel recycling industry over the next 10 years?
Frisk: We recently announced the opening of our first operating unit — Regeneration Hub Zero — in Frankfurt, Germany. This is Reju’s first major mile-stone after being incorporated just 12 months ago in Paris, France. The Hub was built in record time and is expected to begin deliveries in 2025. We have plans to build more Regeneration Hubs in other markets, including in the United States. It’s going to take the entire polyester ecosystem working together to solve the problems created. And we know this is going to take time to build the circular system — we’re talking about a generational change — but it doesn’t mean we shouldn’t start.
TW: How important is collaboration between recycling technology providers and the collective textile industry in order to have the biggest global impact?
Frisk: The massive size and global nature of the problem we’re trying to solve makes it impossible for any single organization to make meaningful progress on its own. Our goal is to create an industry where textiles aren’t wasted, but recirculated. Partnerships are critical to ensuring we can accomplish this at scale and that we can drive global awareness and adoption.
TW: What excites you the most about the work being done at Reju?
Frisk: At Reju, we have a wide variety of expertise, but there’s one thing we have in common — we’re all radical pragmatists. We’re staying grounded in reality, dealing in facts and the truth — even when it’s hard to swallow — and we’re working across engineering, technology, and textiles to solve one of the hardest problems of our time.
Editor’s Note: Since TW‘s interview with Frisk, Reju has announced plans for a multi-year initiative with Goodwill® and WM® to advance textile recycling in North America.The plan includes a collaborative model for regional textile collection, sorting, reuse and recycling with the goal of diverting nonwearable textiles from the waste stream.
Textiles used in the medical industry are subject to rigorous testing and regulation.
Success in global medical textile markets requires an understanding of global regulatory standards and testing protocols.
By Dr. Timo Hammer
Around the world, millions of people a day receive medical care in hospitals and clinics. Most take for granted that the bandages, gowns and other materials they encounter are safe. But what are the criteria that govern those standards?
Advancements in technology and a burgeoning demand for specialized textile applications continues to drive exponential growth in the medical textile industry. From wound care to surgical garments to filtration systems in medical devices such as ventilators, the scope of medical textiles reaches every corner of the healthcare industry. As these products become increasingly vital in hospital and healthcare settings, manufacturers must navigate the complex landscape of global regulations and testing protocols to ensure safety and efficacy.
The Diverse Applications Of Medical Textiles
Medical textiles encompass a wide range of products designed for specific health-related uses. These can be broadly categorized into two types: disposable items, which are often utilized in hospital settings; and reusable items, such as surgical clothing and medical compression stockings.
Disposable products are typically designed for single use, promoting sanitation and reducing the risk of infection. Common examples include surgical drapes and sterile wound dressings. These items are used in operating rooms and during patient care procedures, where hygiene is paramount. The materials used in these textiles must meet stringent regulatory requirements, ensuring they are safe for immediate contact with patients.
In the other category, reusable items like surgical clothing and compression stockings are engineered for repeated use, requiring longevity and comfort as well as rigorous cleaning and sterilization processes. Surgical gowns, for instance, are designed to withstand repeated laundering while maintaining their protective qualities. Medical compression stockings are designed to provide consistent pres-sure, improving circulation in patients with various medical conditions. The durability and efficacy of these products are essential for their continued use in healthcare settings.
The application of textiles in medical settings extends beyond garments — they also play a critical role in filtration systems used in ventilators, blood purification devices and sanitation equipment. Such innovations highlight the transformative power of textiles in enhancing patient care and operational efficiency in healthcare facilities.
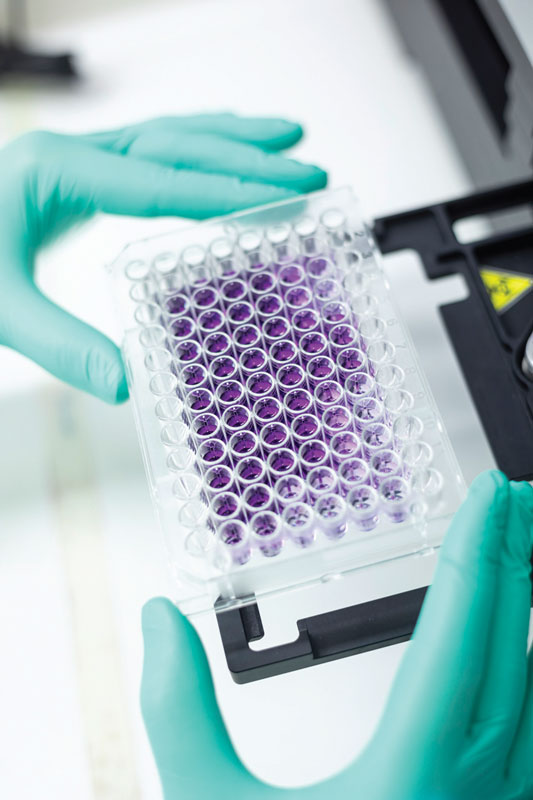
A cytotoxicity test plate undergoing testing for protein determination.
Regulatory Frameworks: European Union And The United States
One of the most significant challenges facing medical textile manufacturers centers around the varying regulatory frameworks in the United States and the European Union. While the outcomes are similar, the differing classifications for medical devices can complicate the introduction of products to different markets.
In the European Union, medical devices are classified under the Medical Device Regulation (MDR) 2017/745. This regulation categorizes devices into four classes — Class I, Class IIa, Class IIb, and Class III —based on the level of risk they pose to patients and operators.
Class I includes low-risk devices, which are non-invasive and may be sterile or reusable, such as wound dressings and thermometers.
Class IIa comprises medium-risk devices like catheters, surgical clamps and hearing aids.
Class IIb devices represent middle-to-high risks found in defibrillators and lasers.
Class III devices are considered high-risk and require extensive evaluation, including heart valves and joint implants.
For Class I devices, manufacturers can self-declare compliance using the CE marking process, allowing for a streamlined market entry. A CE marking, or “Conformite Europeenne” label, shows that a product meets safety, health and environmental standards set forth by the EU, and is a requirement for many products sold in the European Union.
Class II and higher necessitate verification by a notified body. However, all classes involve assessment and documentation, including the preparation of a Technical File.
The U.S. Food and Drug Administration (FDA) employs a similar risk-based classification system for medical devices. For Class I exempt devices, there is no requirement for independent audits before market release, allowing manufacturers to proceed with a self-declaration process. Most devices require manufacturers to submit a 510(k) premarket notification to demonstrate substantial equivalence to a legally marketed device by providing clinical data and other relevant information. Medical devices that are critical (typically Class III) and for which there are no comparator products require a more rigorous premarket approval process (PMA), demanding extensive clinical trial data to establish safety and efficacy.
These regulatory differences high-light the challenges and complexities manufacturers face in ensuring compliance and achieving market access for medical textiles across both regions.
“It can be tricky for medical device manufacturers seeking to participate in multiple markets,” said Ben Mead, managing director at Hohenstein Institute America, Ligonier, Ind. “Learning the differences early on can save time and money.”
Sterile surgical gowns after processing
Medical Textile Testing: A Critical Step
Biocompatibility is a key consideration in the development and marketing of medical textiles, as it determines how materials interact with the human body. Testing typically involves both in vitro — test-tube or culture dish — and in vivo —animal or human — studies, depending on the potential risk associated with the textile.
The ISO Standard 10993-1 out-lines the necessary evaluations for biocompatibility, focusing on factors such as the type of body contact and the duration of exposure.
Three biological endpoints are standard for biocompatibility assessments in nearly all medical devices:
Cytotoxicity: Evaluates the potential of a material to cause cell damage. The in vitro test uses living cells to detect damaging sub-stances (cytotoxins) from a sample, measuring the material hazard potential at the cellular level.
Irritation: Assesses whether a material induces a localized inflammatory response. This in vitro test utilizes 3D human skin models, which are composed of different cellular layers that mimic human epidermis. Measuring irritation specific to mucosal damage to the eyes, nose and lungs still requires testing on animals. In vitro alternatives are under development.
Sensitization: Determines whether exposure to a material can lead to allergic reactions. There are several types of testing for sensitization, as sequential events lead to a skin sensitizing effect in humans. Although the regulations still require animal testing, the international trend is toward the use and further development of meaningful animal-free methods. In the US, the FDA mandates specific regulations and standards related to bio-compatibility testing, that align with the EU’s required standard, ISO 10993. However, it does not fully recognize all ISO 10993 standards, and manufacturers must provide biocompatibility data with their regulatory submissions for FDA clearance or approval.
A notable challenge in biocompatibility testing arises from the textile supply chain. Manufacturers often lack detailed information about the materials used, complicating the assessment of compatibility. It is prudent to conduct biocompatibility evaluation early in the development process, allowing manufacturers to identify suitable materials before finalizing the product. Additional testing can be done for evaluation on the finished textile device — as well as the packaging for sterile items — to meet ISO 10993-18, the chemical characterization. Failure to adequately assess biocompatibility can lead to adverse patient outcomes and regulatory repercussions.
“Biocompatibility testing can be useful not only to meet regulations, but to protect consumers and reduce litigation risk,” Mead continued. “It is the safest way to prove compliance.”
Cutting a sample of a surgical textile before testing.
Cleanliness & Disinfection
Eliminating microbes and germs is critical to ensuring patient safety and preventing healthcare-associated infections. Both the European Union and the United States have established regulations and guidelines that address the cleanliness and disinfection of medical products, though their approaches and specifics vary.
The MDR emphasizes the importance of biocompatibility and microbial limits, necessitating compliance with standards such as EN ISO 13485, which outlines quality management systems for medical devices. Reprocessing and disinfection protocols are guided by the European Committee for Standardization (CEN) in standards like EN ISO 17664 and EN 14885. EN 13795, which specifies the requirements for the performance of surgical drapes and gowns in terms of cleanliness and microbial barrier properties, focuses on the product performance regarding its application. Likewise, DIN SPEC 13257 specifies requirements for single-use foot bandages and defines cor-responding test procedures.
The FDA regulates medical textiles under a similar framework, but the focus on cleanliness and disinfection is articulated through the Quality System Regulation (QSR) and specific guidance documents. The QSR mandates that manufacturers establish and maintain procedures for ensuring the cleanliness of products throughout their lifecycle, including stringent requirements for cleaning, disinfection and sterilization processes. The FDA also references standards from organizations like the Association for the Advancement of Medical Instrumentation (AAMI), which provides guidelines for the cleaning and disinfection of reusable medical devices.
Manufacturers are responsible for validating cleaning processes, and they must provide detailed information regarding the recommended cleaning and sterilization methods on product labels. Various types of testing, including measurement of biological residues left behind after washing and porousness of packaging, can help manufacturers verify claims and meet the requirements for both regions.
A Proactive Approach
As the demand for medical textiles continues to grow, manufacturers must remain vigilant and adaptable. Understanding the intricacies of the regulatory frameworks in the European Union and the United States is essential for successful market entry and product acceptance.
While it can seem overwhelming, a proactive approach to biocompatibility and microbial testing can help guide product development and innovation and enhance product safety and efficacy. Many medical device manufacturers partner with a testing laboratory already familiar with the labyrinth of global regulations, developing a plan specific to their needs and budget.
“Meeting global testing requirements can be daunting, but there are ways to optimize the process,” counsels Jaime Griggs, Brand Partnership director at Hohenstein. “Not every medical device or textile needs the same approach.”
The evolving landscape of medical technology continues to bring better, faster solutions for improving patient care. Manufacturers seeking to succeed in global markets must take a big-picture view that includes adhering to multiple standards — not only to ensure that medical textiles meet regulatory standards but also to fulfill their intended purpose: To keep people safe in a vulnerable setting.
Editor’s Note: Dr. Timo Hammer is the CEO of Life Science & Care at Hohenstein Laboratories, a Germany-based global textile testing laboratory that serves brands and manufacturers. He holds a Ph.D. from the University of Stuttgart-Hohenheim and advanced his knowledge of the medical device industry as Product manager and Medical Marketing manager at Germany-based Xenios AG.
Germany-based Freudenberg Performance Materials (FPM) recently acquired the core business of the Germany-based Heytex Group including three production locations, as well as headquarters-related functions including sales and research and development. The assets, purchased from private equity investor Bencis Capital Partners, employ 400 associates and generated approximately $100 million euros in 2023.
“The acquisition of major parts belonging to the Heytex Group complements our business in coated technical textiles ideally: we are expanding our technology platform, our market exposure and R&D capabilities,” said Dr. Andreas Raps. “… At the same time, we are gaining access to new, attractive product segments and strengthening our capabilities in the field of coated technical textiles.”
In related news, Bondcote® engineered fabrics producer HeyTex USA Inc., Pulaski, Va., was purchased by XFS Global LLC, a service-disabled, veteran-owned fabric shelters and support technologies company. HeyTex USA has been renamed BondCote Performance Textiles LLC and will continue to operate as a separate company under the leadership of XFS Global.
Nonwovens manufacturer Shalag U.S. Inc., Oxford, N.C., and parent company Israel-based Shalag Industries Ltd. have announced plans to invest $16.6 million for a new production facility in South Hill, Va. The plant will create 52 jobs. Shalag specializes in through-air bonded and carded thermobonded nonwovens that are used in diapers, feminine hygiene products, air filtration and wipes products, among other applications.
“Shalag US Inc., and ownership are looking forward to adding a nonwovens line in South Hill, Virginia,” said CEO and general manager Rodney Clayton. “When our new line is complete and running at anticipated levels, it will increase our overall production capacity in the U.S. by 25 percent. Some factors in the purchase of the South Hill location are the strategic location, the company’s objective to reach more customers, and the ability to diversify its portfolio.”
The Association of the Nonwoven Fabrics Industry (INDA), Cary, N.C., recently signed a letter of intent (LOI) with Brussels-based EDANA, the Voice of Nonwovens, to explore a strategic alliance and leverage the combined resources and expertise of the two organizations. The hope is the alliance will enhance scope and value to members, offer joint advocacy and representation, bring operational synergies, and enhance innovation and growth. INDA and EDANA are in a due diligence phase to evaluate the prospect.
“This potential alliance represents an opportunity to combine our strengths while openly engaging on the global issues affecting the industry,” said INDA President and CEO Tony Fragnito. “Better coordination will enhance our ability to serve the industry and our members while retaining our regionally focused support and representation.”
DILO Group, Germany, was bestowed with a 2024 Innovation Award for its MicroPunch nonwoven needling development during the CINTE Techtextil China trade fair held recently in Shanghai. Winners are selected based on the “calibre and contribution potential of their products,” according to event organizer Messe Frankfurt (HK) Ltd.
Dilo’s new MicroPunch intensive needling technology allows a wide variety of lightweight nonwoven fabrics to be produced using only a mechanical process incorporating a needle board containing approximately 45,000 needles per meter per board. According to Dilo, the technology produces a nonwoven with properties similar to those of hydroentangled nonwovens using up to 75-percent less energy compared to other bonding technologies.
Germany-based Trützschler Nonwovens and Italy-based Texnology S.r.l. are partnering to provide a complete needlepunching and thermobonding line to Peruzzo Productions Group company O.R.V. Manufacturing S.p.A., Italy. The production line will be used to manufacture filter media, among other products.
O.R.V. selected the machinery after customer trials conducted at Trützschler’s Nonwoven Customer Testing Center in Germany. “With Trützschler Nonwovens and Texnology, we are pleased to have found two partners with whom we can realize this major project based on the shared values of a family-owned business,” said O.R.V. Manufacturing CEO Gabriele Zanella.
“We strive to set new industry standards while implementing environmentally conscious solutions,” added Nicola Olivo, co-owner, Texnology. “Together, we leverage the unique strengths of each company and transform these values into high-quality products.”
 With Metamorphosis – True Italian Workwear, Tonello’s focus is on the ability to transform, renew, reinvent some iconic garments of Italian tradition, thanks to responsible technological innovation.
With Metamorphosis – True Italian Workwear, Tonello’s focus is on the ability to transform, renew, reinvent some iconic garments of Italian tradition, thanks to responsible technological innovation.