The most recent ITMA highlighted trends in cutting and sewing automation.
By Dr. Minyoung Suh
An apparel product is a consumer good with a large number of fragmented supply chains. It starts with fiber selection, proceeds to yarn and fabric production, and ends in apparel manufacturing. In many cases, several additional sectors are involved in finishing the final product, which may include trims, findings, embroidery, leather and other fashion accessories.
The major operations of the labor-intensive apparel manufacturing sector can be categorized into three groups — preproduction, production and postproduction1. Preproduction focuses on preparing necessary materials and services, and includes line planning, sample development, and approvals, sourcing, and production scheduling. During production, fabrics are spread, cut, bundled, and sewn. Several post-production tasks follow — including pressing, inspection, folding and packing — to get goods ready for consumers. Apparel production still relies on manual practices much as it was a few hundreds of years ago2.
The labor dependent nature of cutting and sewing tasks make them expensive. Fabric cost and cut-and-sew labor are the two largest expenses in apparel manufacturing2. Raw materials represent 50 to 70 percent of the total product cost3, but compromises in quality and quantity of fabric directly influences the quality of a final product. Instead, the viable solution to reduce the fabric cost is to realize the most efficient marker through accurate and precise cutting.
Sewing represents 35 to 40 percent of the total cost4. Sewn product manufacturers have lowered labor costs through global supply chain management over the past decades by locating production facilities in developing countries. However, this business strategy is more difficult to maintain because of recent changes in the global labor market. There are urgent needs to find alternative manufacturing solutions and automating cutting and sewing process is one option.
Automation improves productivity as well as the quality of fashion products by minimizing human intervention and preventing manufacturing mistakes. Examples include mechanized fabric handling, computerized techniques, and automatic sewing machine and robots. These processes assist smooth automatic transitions of workpieces between steps or during a process.
There were six sub-sections established under the garment making system presented at the ITMA 2019 textile machinery tradeshow. Those were product development equipment; shrinking, fusing, and cutting; sewing; sewing supplies and consumable; product finishing. Cutting and sewing are the major areas of observations, and multiple examples of automated equipment are reported to highlight key features of technical innovations in cutting and sewing automation.
Automation In Cutting
With increasing mass production, the cutting room in an apparel manufacturing facility has been automated by several new inventions. A spreading machine that carries a roll of fabric over the table has drastically reduced the human workforce. Introduced in the early 1900s, die cutters increased cutting efficiency and quality dramatically as well. With the appearance of numerically controlled (NC) machines in 1940s and 1950s, continuous cutting was possible. This led to greater flexibility in production as well as more economical use of material. Later on, digital technology created computer numerically controlled (CNC) machines and supporting tools such as computer-aided design/computer-aided manufacturing (CAD/CAM) programs.
Most systems in automated cutting have a similar configuration, where a cutting device is housed in a carriage that is attached to a crossbar over the cutting table. The carriage moves along the crossbar across the width of the cutting table, while the crossbar moves along the length of the table. These movements let the cutting device travel over the cutting area, and are managed precisely by a control unit. In modern cutting devices, cutting tables are equipped with a vacuum system to hold the material down and enhance cutting accuracy during the cutting process. Porous materials such as textiles, have to be cut with an impermeable plastic cover because of this. Suction blowers usually are the component that consumes the most power in cutting operations5.
Various cutting technologies are available for a cutting device, such as computer-controlled knives, lasers, water jets, plasma or ultrasound. Knife cutters are suitable for multi-ply cutting of heavy textile materials and have been most widely adopted by textile product manufacturers5. The knife cutting head is equipped with multiple cutting tools — knives, notch tools, drill punches and markers — to meet diverse cutting and marking demands. Laser cutters are the second most commonly used cutting method, frequently adopted for single-ply cutting. Lasers can create anti-fray edges on man-made fibers including polyester and nylon. Diverse treatment effects are attainable, such as cutting, kiss cutting and marking, through controlled laser intensity. The choice of cutting method depends on the properties of materials as well as the complexity of required contours to be cut.
The most important consideration when configuring an automated cutting system is whether a single ply or multiple plies of fabric will be cut. Single-ply cutting enables continuous processes and eliminates the need for a spreader because the fabric can be fed to the cutting area directly from a roll. A conveyorized cutting table is used for increased productivity, where the cutting continues with the advance of the cutting surface. With the moving surface, an extra-large component exceeding the length of cutting table may be cut using this configuration.
When multiple stacks of a fabric are spread to cut, stronger cutting power is of course required. An oscillating knife maximizes the cutting capability by moving up and down as the knife advances. The depth of oscillating stroke typically ranges from 5 millimeters (mm) to 200 mm and needs to be engineered according to the cutting conditions5. Turkey-based Serkon Tekstil Makina introduced the intelligent knife which oscillates not only up and down, but also from side-to-side. The additional knife motion is helpful to cut pieces accurately across thick stacks of multiple textile layers. Because of the oscillating motions of the knife, the surface of cutting tables must be loose enough to support the movement. In multi-ply cutting with an oscillating knife, the surface of a cutting table is made of bristles, which is typically a static flatbed table. This static cutting configuration ensures higher cutting accuracy than a conveyor surface.
Since Tolland, Conn.-based Gerber Technology introduced the first fully automated cutting system in the 1960s, the automated cutting market has matured and become more competitive. France-based Lectra is another major player in the development of cutting technology.
The main areas of current innovation are related to elaborated sub-functions or supplementary assistance to the existing cutting technology. The major fields of new developments observed at ITMA 2019 could be summarized into three aspects — productivity, versatility, and pattern matching capability.
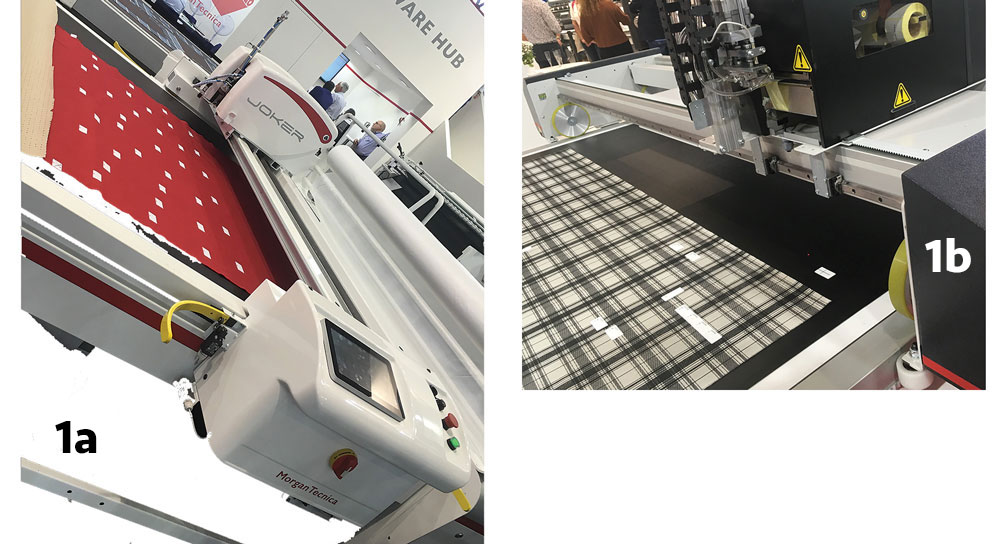
To enhance productivity, some automated cutters are equipped with an additional cutting device and crossbar, which performs synchronized and simultaneous cutting. According to Kuris Spezialmaschinen GmbH, Germany, dual cutting heads may reduce cutting time by up to 40 percent6. Another example of increased efficiency is the implementation of an automatic labeler. This technology was presented by Italy-based Morgan Tecnica S.p.A. and Serkon Tekstil Makina at ITMA 2019. Labelers are incorporated into cutters to ease human mistakes and confusion during unloading processes following cutting. The stickers, of different dimensions according to requirements, are thermally printed and placed in the middle of each cut piece (See Figures 1a and 1b). This makes the necessary information including bar codes immediately visible on the cut pieces.
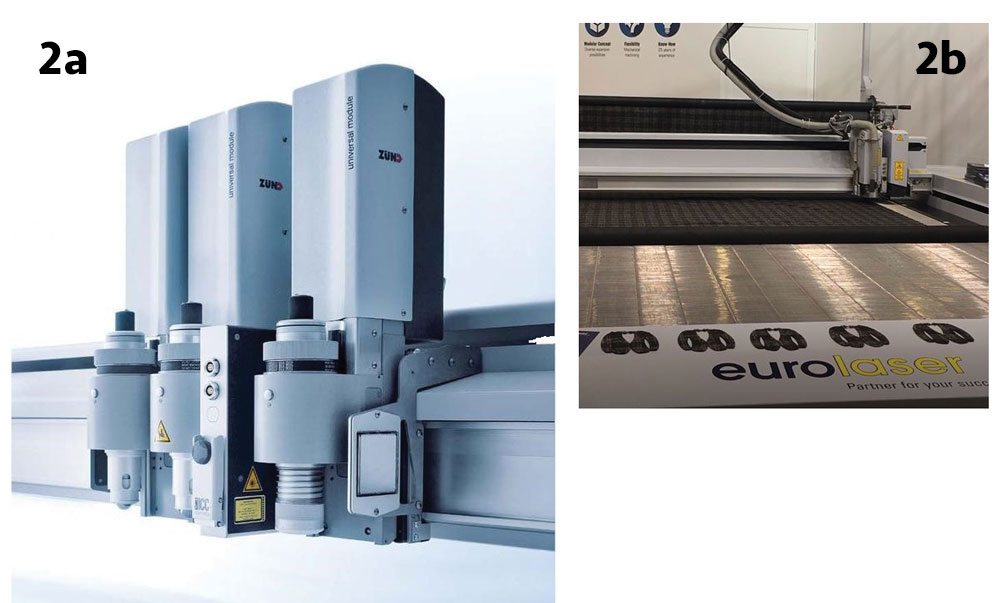
Aiming for versatile use in a single cutter, Switzerland-based Zund Systemtechnik AG has adopted modular tooling in its automated cutters where the cutting device can be changed interactively by the user (See Figure 2a). Various cutting devices — including electric or pneumatic oscillating tools, rotary or knife blades, laser modules, perforating or creasing tools, and marking or plotting modules — may be selected and mounted on the carrier in a few quick easy steps for specific cutting operations.
At ITMA 2019, Germany-based Eurolaser GmbH presented an automated textile cutting system specialized for wool fabrics based on laser technology (See Figure 2b). Named Cut’nProtect Technology, its cutter was equipped with a steamer that can stabilize the fabric and create smooth lint-free cut edges. This cutter also incorporates a dual cutting device with a laser and a blade for versatility.
Traditionally, pattern matching involved preparing sectioned markers and having two separate cutting steps — rough cutting and fine cutting5. Although these processes were time- and labor-consuming, pattern matching accuracy was still elusive, and unnecessary material waste was generated between rough and fine cutting. Several companies, including Zund, Morgan Technica and Kuris — have invested efforts to develop pattern matching hardware and software and demonstrated the improved pattern matching capability in ITMA 2019.
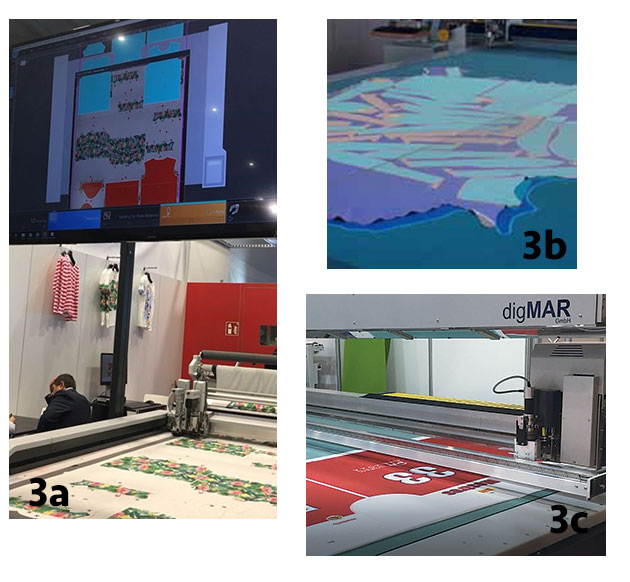
In an automated system, pattern matching can be achieved either by generating an on-screen image of the fabric patterns over the marker table or projecting images of markers on the fabric. In the former method, fabric prints are scanned by an optical device on the cutting head and imported to the marker making software. Garment patterns are placed, and a marker is prepared over the fabric image (See Figure 3a). This allows the operator to optimize cutting parameters for accurate and precise cutting outcomes. Often called visual nest, the latter technology helps the operator view and edit markers in a real time, checking a marker image projected on the fabric surface before cutting (See Figure 3b). The operator can relocate or reorient pieces to match intricate fabric patterns or manipulate with engineered patterns. Since the operator still performs a significant role during the processes, these systems are considered semi-automated.
The key technology of Kuris highlighted at ITMA 2019 was the integrated camera system that records and recognizes the material to be cut. Photographed images of the fabric surface are processed to calculate cutting coordinates. This technology enables a single-ply cutter to perform even without markers in cases of garment patterns printed by a sublimation method (See Figure 3c). Based on the imaging technology, its leather cutter can also detect the arbitrary contours of a leather piece, determine different qualities of surface conditions, and auto-nest markers directly on the leather matching the quality zone (See Figure 3c).
Automation In Sewing
Production processes involved in garment assembly are divided into two sub-functions — handling of material and joining of fabric components. In garment manufacturing, significant time and labor are spent in material handling, such as lifting, moving, mounting, repositioning, and re-orientating cut or semi-finished fabric components. It is important to handle seams precisely and gently in an economic and efficient way to ensure high quality7. In commercially available workstations, loading is typically manual, while sewing and unloading processes may be automated8.
Compared to handling inflexible materials, working with fabric is significantly more challenging. Fabrics easily deform impermissibly even under very small pressure such as dead weight or air resistance. It is reported that handling during product assembly takes place manually 79-percent of the time9. None of the plants handled material automatically, while only 21 percent of companies employed semi-automatic systems. When a piece of clothing is manufactured, the handling time represents about 80 percent of the overall production time, and approximately 80 percent of the factory cost is related to handling cost.4
There are several gripping technologies based on either vacuum, Bernoulli gripper, needles, or rollers7. In vacuum grippers, the gripping elements are connected to a pneumatic pump and maintain contact with the gripping material10. The pressure difference allows the gripping material to adhere to the suction pads. Bernoulli grippers enable contactless gripping by creating a Bernoulli effect with the direct use of compressed air. In needle grippers, needles penetrate the materials at an angle and are interlocked with the material to grip. Roller systems often employ freezing and surface grippers, which create temporary adhesion using Peltier elements and electrostatic effects, respectively.

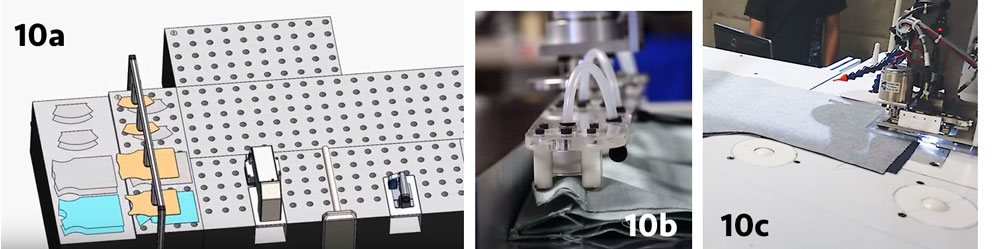
However, these advanced gripping technologies are not yet popularized in assembly systems for textile products. Szimmat9 reported that 72 percent of current semi-automatic handling systems do not employ grippers, and the remaining 28 percent use needles or scrap grippers. The only similar application found in ITMA 2019 was the picking pad demonstrated by an on-going project at Spain-based AB Industries. In its system, workpieces float approximately one inch above a table surface structured with bristles. This allows a 360-degree robotic arm to scoop the workpieces up easily using a simple gripping element (See Figure 4). According to AB Industries, the technology is currently under development and not yet commercialized.
Sewing is the most important textile joining technology, representing 85 percent of all joining methods4. Sewing is still dependent on highly skilled labor for manual operations and takes 35 to 40 percent of the total cost4. Over the past a few decades, sewn product manufacturers lowered the production cost by relocating production facilities to developing countries with low wages. However, this business strategy is nearing the end of its lifetime as market conditions change. Labor costs are rapidly increasing in many developing countries, there is a global shortage of skilled labor, and consumer behavior changes faster than ever pushed by fast fashion trends. Therefore, the garment manufacturing industry is urged to strive for automation in sewing.
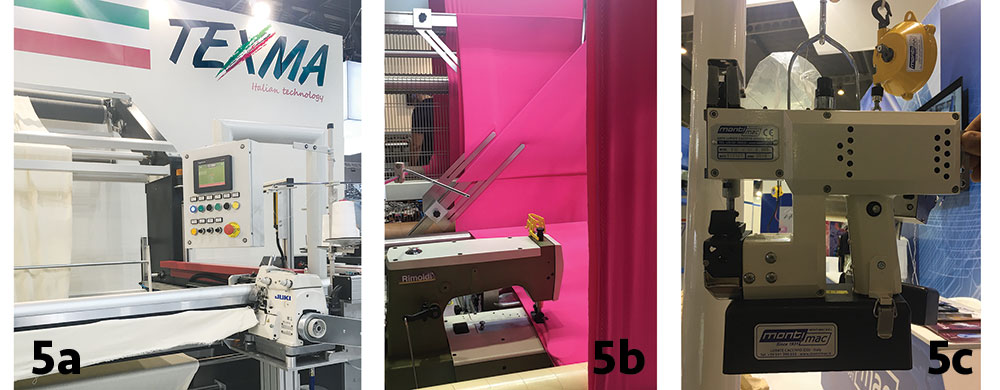
The most popular and widely adopted automated sewing configuration observed at ITMA 2019 was the conventional sewing machine mounted on fabric processing machinery such as a winding or calendaring unit. Several companies including Spain-based Texma Machinery S.L. and Italy-based Comatex Textile Machinery S.r.l. used this type of configuration to finish edges, join fabric rolls, or make a tubular structure from a fabric roll (See Figures 5a and 5b). Monti-mac S.r.l., Italy, supplies a series of mobile sewing machine for this configuration (See Figure 5c). Pneumatic-power supply is adopted in some sewing units in case wet processes are involved simultaneously during sewing operations. The common stitch types used for these applications are either chain — 100 or 400 class — or overlock — 500 class — stitches since sewing machines for those stitch types are equipped with a continuous bottom thread supply that does not require stopping the machine to load the threads.
An automatic bobbin changing system is an innovative solution for increased efficiency in sewing. In 301 stitch type lock stitch machines, a fully loaded bobbin lasts for less than 20 minutes in continuous sewing and frequent changes of bobbins are a notorious sewing bottleneck8. The automatic system is based on two principles — checking the remaining amount of bobbin thread and replacing with a filled bobbin once the predetermined amount of remaining thread is reached.
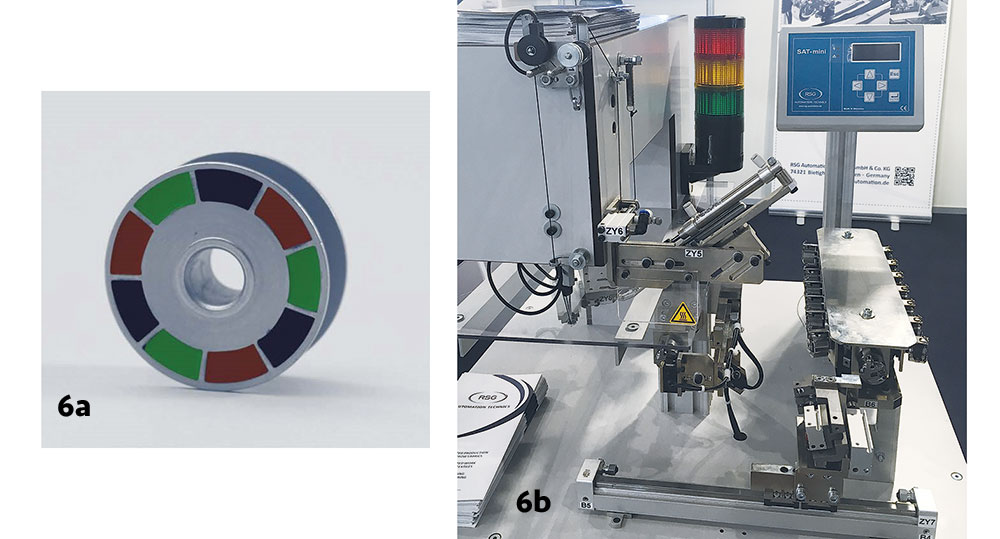
RSG Automation Technics GmbH & Co. KG, Germany, demonstrated a fully automatic bobbin exchanger at ITMA. Its patented bobbin checker uses a unique bobbin coded with a specific combination of RGB colors (See Figure 6a). As the bobbin spins during machine operations, a light sensor monitors the color sequence and detects usual bobbin movement or errors when it runs out of threads. In the unit on display at ITMA 2019, a magazine-type bobbin station sits nearby with 15 filled bobbin cases ready, while one space out of 16 slots remains empty for changeover to take place (See Figure 6b). This leads to minimal production stops where the sewing machine stops only for 6 to 8 seconds each time for bobbin exchange.
The principles of automated sewing vary depending on the geometry of sewing paths. Two-dimensional seams can easily be created using CNC sewing technology, where a single or double mobile sewing heads advance over textiles along programmed seam path. For more complicated cases to convert 2D fabrics into 3D seams, the sewing head is guided by a robot in 3D space along the sewing paths while the fabrics are positioned in a 3D shape. However, in many of these cases, two fabric pieces have different contours or curvatures along the seam to be joined. This type of seams needs to be handled by positioning the fabrics 3D and applying different tension to the fabrics in every stitch.
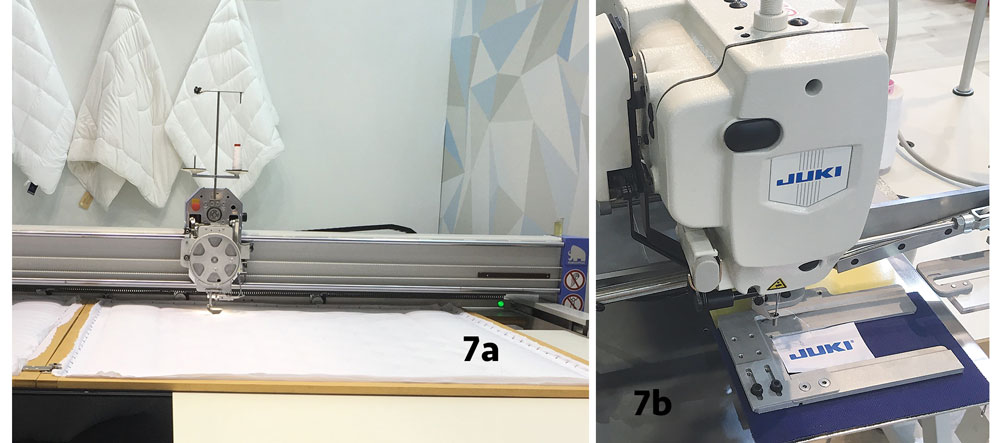
In a 2D sewing configuration, one or more layers of textiles are stitched within fixed sewing frames. Flexible material handling is avoided by clamping the fabric pieces into the holders. The holder guides the sewing head into x and y directions following programmed seam contours. This sewing configuration is mostly used for ornamental and design seams. The size of the sewing field is basically limited by the physical dimensions of the linear axes in the machine. Large machines may handle a sewing area up to 3 meters by 3 meters, while small machines can cover less than 10 cm by 10 cm4. Large CNC sewing machines are for quilting a blanket or a mattress (See Figure 7a). Typically, a small-sized machine is used to automatically stitch care or brand labels into clothing (See Figure 7b).

Current advances in automated sewing systems are limited to certain operations. Various semi-automated sewing automats and units are commercially available from many suppliers, including Japan-based Juki Corp., Italy-based RI.MA.C. S.r.l., and Germany-based Durkopp Adler AG. At ITMA 2019, Juki demonstrated a series of automatic sewing machines for buttons, buttonholes, and bartacks; while Rimac showcased an automatic binding machine for finishing round corners of bedding and automobile floor mats (See Figure 8). The workpiece is rotated at the corners using a motorized arm to create a constant curvature while the textile tape is automatically inserted through a feeding unit.
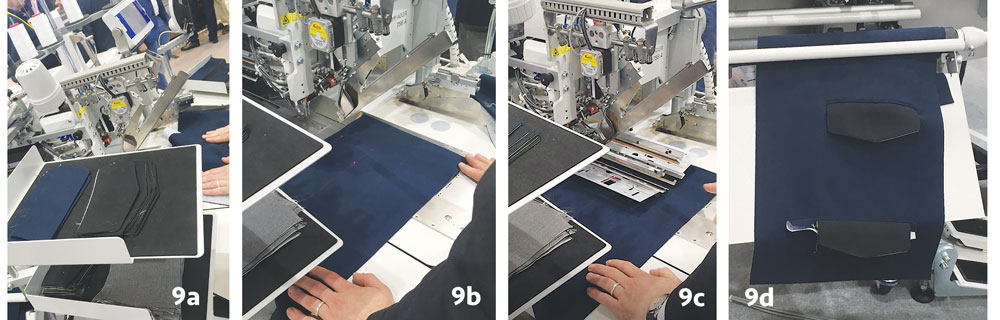
Durkopp Adler introduced a modular production system at ITMA 2019 by demonstrating a double welt pocket sequence (See Figure 9). A welt pocket is produced using a two-needle lock stitch head with a center knife cutter and needle feed mechanism8. Sewing frames with a fixed seam path are used for template sewing and they clamp workpieces during the operations. A semi-automatic configuration, the process requires the operator to align and feed the pieces into the system.
A company that did not participate in ITMA 2019, but that is making significant contributions to the automated sewing industry with its Sewbots is Softwear Automation Inc., Atlanta. Its major technological innovation is the integration of advanced computer vision systems, which track individual threads at the needle and coordinate the precise movement of the fabric8. Sewbots handle a fabric using a robotic arm and a 360-degree conveyor system. A four-axis robotic arm can lift and place a piece of fabric using a vacuum gripper, while a conveyor table can feed the fabric into a sewing unit. The table is equipped with the spherical rollers, called budgers, embedded in the surface. Thanks to these budgers, each fabric piece can move smoothly over the table in any direction as needed.
Terrebonne, Quebec-based Automatex Inc. demonstrated a fully automated pillowcase production unit at ITMA 2019, where sequential production tasks of trimming, folding, stitching, labeling, and packaging are completed within a single unit. Similar systems are offered by Italy-based Magetron S.r.l., Germany-based Texpa Maschinenbau GmbH & Co. KG and Germany-based Carl Schmale GmbH & Co. KG for towel production. So far, commercially available production systems with full-automated production capability are limited to planar textile products, such as towel, bedding sheets, and carpets.
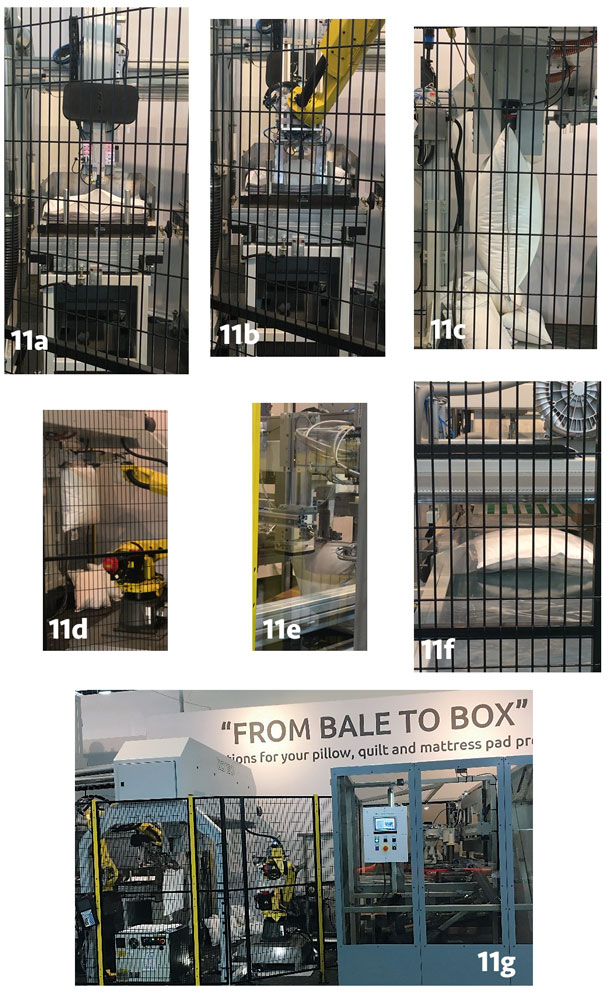 Sewing heads need to be mounted on and controlled by robots for 3D sewing operations. Since many processes and steps of semi-automatic machine have to be incorporated, it is difficult to maintain economical and flexible production. Large investments are needed, and robotic systems are not yet adopted for garment production lines. However, a production demonstration carried out by Italy-based ACG Kinna Automatic provided an impressive, futuristic display for automated production. A fully automated system named Borsoi was handling a 3D pillow using robots. Specifically, Borsoi was able to pick up a pillowcase, secure the seam opening, stuff the pillowcase, transport the pillow, close the opening, and pack a finished product in a plastic bag in a single continuous production line (See Figures 11a-11g). All workpieces are handled and advanced forward between each task using robotic arms with clamps.
Sewing heads need to be mounted on and controlled by robots for 3D sewing operations. Since many processes and steps of semi-automatic machine have to be incorporated, it is difficult to maintain economical and flexible production. Large investments are needed, and robotic systems are not yet adopted for garment production lines. However, a production demonstration carried out by Italy-based ACG Kinna Automatic provided an impressive, futuristic display for automated production. A fully automated system named Borsoi was handling a 3D pillow using robots. Specifically, Borsoi was able to pick up a pillowcase, secure the seam opening, stuff the pillowcase, transport the pillow, close the opening, and pack a finished product in a plastic bag in a single continuous production line (See Figures 11a-11g). All workpieces are handled and advanced forward between each task using robotic arms with clamps.
Completion of more than one production task is a key consideration in advancing automated sewing systems. A sewing machine must be implemented within the existing flow of other operations in the assembly processes, such as stuffing feeders or seam pressers, as was shown by multiple companies at ITMA. The configuration of automated sewing systems relies on product design and production plans, and each production system may have to be customized for different apparel products. Product standardization efforts would lessen the burden. Companies such as RSG Automation Technics offer customization services for textile product plants.
Textile Industry 4.0
The textile industry led the first industrial revolution during the 1800s, which brought the transition from handcrafted production to manufacturing systems based on mechanical power. The second industrial revolution made industrialization and mass production possible, while the third revolution was based on digitalization and automation technologies. Today, production lines are equipped with programmable machines and the industry currently is heading towards the fourth industrial revolution.
Industry 4.0 is a strategic initiative introduced by the German government in 201111. The initiative was triggered because attempts to lower the manufacturing cost were almost exhausted and new strategies are needed. Reports estimate Industry 4.0 factory can save costs by 10-30 percent in production, by 10-30 percent in logistics, and by 10-20 percent in quality management12. Other expected outcomes include shorter lead time, improved customer responsiveness, affordable mass customization, worker-friendly environment and more efficient use of natural resources and energy11. Especially, Industry 4.0 solutions may provide key technologies for smart textile production — one of the largest areas of growth in the textile industry. The global market for smart textiles is forecast at $3 billion by 2026.
The main concept of Industry 4.0 is smart automation based on interoperability and connectivity. The application of cyber-physical systems (CPS) and Internet of Things (IoT) to industrial production systems is important for Industry 4.0. Production facilities are CPS, which represents the physical equipment integrated with information and communication technology components. Autonomous systems are able to make their own decisions for self-organization and self-optimization based on machine learning algorithms and real-time data13.
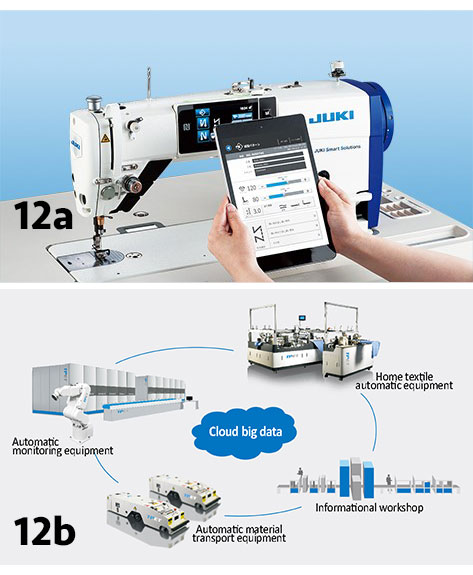 Networked systems integrated into apparel manufacturing machinery were introduced at ITMA 2019. The Juki Advanced Network System (JaNets) is software in combination with supporting hardware, where sewing machines in a production line are interlinked to provide data on production activities. Digital sewing machines are an essential component to gather detailed sewing data including error codes (See Figure 12a). Terminals positioned at each workstation provide the detailed analytics of a production progress in real time and reduce time to react to problems. Suzhou Transparent Electronic Technology Co. Ltd., China, (TPET®) also proposes smart factory platform for home textile manufacturing. Its system consists of a series of digital machines interconnected to manufacture products, monitor facilities, carry out analytics, and transport equipment as well as materials (See Figure 12b). This enables predictive maintenance of manufacturing facilities based on big data acquisition and analysis.
Networked systems integrated into apparel manufacturing machinery were introduced at ITMA 2019. The Juki Advanced Network System (JaNets) is software in combination with supporting hardware, where sewing machines in a production line are interlinked to provide data on production activities. Digital sewing machines are an essential component to gather detailed sewing data including error codes (See Figure 12a). Terminals positioned at each workstation provide the detailed analytics of a production progress in real time and reduce time to react to problems. Suzhou Transparent Electronic Technology Co. Ltd., China, (TPET®) also proposes smart factory platform for home textile manufacturing. Its system consists of a series of digital machines interconnected to manufacture products, monitor facilities, carry out analytics, and transport equipment as well as materials (See Figure 12b). This enables predictive maintenance of manufacturing facilities based on big data acquisition and analysis.
The concept of on-demand garment design and production — where an apparel product is manufactured after the customized order is received — is starting to take off14. The systems consist of an apparel design database and a series of manufacturing machinery for textile printing, cutting, and assembly. Smart automation is essential to reduce the cost and shorten the lead time. It is obvious from ITMA 2019 that the textile and apparel industry is making steady progress every day towards Industry 4.0.
The most recent ITMA highlighted the advanced state of automation in apparel manufacturing. The biggest trend in cutting is the use of optical imaging technologies; and the cutters are becoming more productive, versatile, and precise. Compared to cutting, the development of sewing automation is still in a primitive stage, where only a limited sewing capability is feasible in automated configurations. The seamless integration of customized features into existing production lines is the largest trend in automated sewing currently.
References:
1Nayak, R. and Padhye, R. (2018). Automation in Garment Manufacturing. In R. Nayak and R. Padhye (Ed.), Automation in Garment Manufacturing (pp. 1-27). Sawston, Cambridge: Woodhead Publishing.
2Burns, L., Mullet, K., and Bryant, N. (2011). The business of fashion: Designing, manufacturing and marketing. New York, NY: Bloomsbury Publishing.
3Vilumsone-Nemes, I. (2018b). Industrial Cutting of Textile Materials (pp. 139-164). Sawston, Cambridge: Woodhead Publishing.
4Gries, T. and Lutz, V. (2018). Application of robotics in garment manufacturing. In R. Nayak and R. Padhye (Ed.), Automation in Garment Manufacturing (pp. 179-197). Sawston, Cambridge: Woodhead Publishing.
5Vilumsone-Nemes, I. (2018a). Automation in spreading and cutting, In R. Nayak and R. Padhye (Ed.), Automation in Garment Manufacturing (pp. 139-164). Sawston, Cambridge: Woodhead Publishing.
6Kuris Spezialmaschinen GmbH (2010). Cutty, Retrieved from https://www.kuris.de/wp-content/uploads/2010/12/KURIS_CuttyDoppelbrucke_4Seiter-GB-Web.pdf
7Lutz, V., Fruh, H., Gries, T., and Klingele, J. (2018). Automation in material handling, In R. Nayak and R. Padhye (Ed.), Automation in Garment Manufacturing (pp. 165-177). Sawston, Cambridge: Woodhead Publishing.
8Jana, P. (2018). Automation in sewing technology, In R. Nayak and R. Padhye (Ed.), Automation in Garment Manufacturing (pp. 199-236). Sawston, Cambridge: Woodhead Publishing.
9Szimmat, F. (2007). Contribution to the separation of plane bending sliders components. Stuttgart, Germany: Fraunhofer Society.
10Aminpour, R. (2017). Automated fabric picking, US Patent No. 2017/0259445 A1.Washington, DC: US Patent and Trademark Office.
11Rojki, A. (2017). Industry 4.0 concept: Background and overview. International Journal of Interactive Mobile Technologies, 11(5), 77-90.
12Bauernhansl, T., Krüger, J., Reinhart, G., and Schuh, G. (2016). WGP standpoint Industry 4.0. Berlin, Germany: Scientific Society for Production Engineering.
13Kusters, D., Prab, N. and Gloy, Y. (2017). Textile learning factory 4.0 – Preparing Germany’s textile industry for the digital future, Procedia Manufacturing, 9(1), 214-221.
14Aminpour, R., Barnet, A., Liang, N., Alexander, A., Wilson, J., and Mata, J. (2017). On demand apparel manufacturing, US Patent No. 9,623,578. Washington, DC: US Patent and Trademark Office.
Editor’s Note: Dr. Minyoung Suh is an assistant professor in the Wilson College of Textiles at NC State, Raleigh, N.C., in the department of Textile and Apparel, Technology and Management. This article was adapted for Textile World from a paper by Dr. Suh published in the NC State Wilson College of Textiles’ Journal of Textile and Apparel, Technology and Management (JTATM). The original paper may be viewed here: http://bit.ly/2020cutandsew.
March/April 2020



