ÜBACH-PALENBERG, Germany — March 2011 — The automation of ring spinning machines and package
winders is assuming growing importance in many regions. Even in those regions where labour costs
are still low, many spinning mills are turning increasingly to modern linked systems such as the
Autoconer X5, type V as a forward-looking solution.
Arguments in favor of automation — operator-independent, high-quality, efficient
The direct link between the ring spinning machine and the package winder already saves around
30-40% on staff costs (compared with RM) in practice, and this trend is rising. But apart from
economic efficiency, automation offers another convincing argument — quality. The bobbins are
transported contact-free, and therefore with the minimum impact on the yarn, from the ring spinning
machine to the package winder. The quality of the spun yarn is fully retained. In addition, in an
installation linked to the Autoconer X5 V, the yarn quality of each individual spinning unit on the
ring spinning machine can be checked and safeguarded at the optimum level by the optional online
spindle identification system SPID. The efficiency and safety of the material flow and process
sequence no longer depend on the operators. In automated linked systems, the bobbins are wound into
packages “just in time” by direct transfer to the winding machine. These “intact” bob-bins
facilitate higher efficiency ratings of the package winder on account of greater readying
reliability and better unwinding behaviour in the winding process. The production capacities of the
spinning and winding machine are coordinated to one another in the optimum manner for greater
efficiency, i.e. for more kilograms of yarn each day.
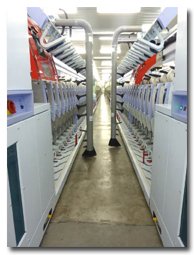
Figure 1: Autoconer X5, type V — direct link to the ring spinning machine
Autoconer X5, type V — the shortest route from the bobbin to the package:
In the new Autoconer X5, type V machine, the bobbins are supplied to the central readying
station once they have been transferred by the CTS to the Caddies of the Autoconer transport
system. The number of readying stations and the equipping of these with suit-able yarn detachment
device types are freely configurable according to the required cycle rates, materials and bobbin
structures. The yarn end is deposited securely on the tube tip as a tip bunch, so that it does not
get lost during transporting and the winding unit can fall back on it securely when winding on.

Figure 2: Automatic preparation of the bobbins for the winding process
The material flow to the winding units is demand-led, i.e. when the winding units place a
request, they are supplied with the bobbins. To ensure the optimum reliability of supply, 3 reserve
bobbins are always available for each winding unit.
The transport system has been designed to be extremely thrifty with power (compared with the
preceding model, up to 5% of energy costs can be saved). Long sections (bobbin feed, tube return)
are managed using a conveyor belt system. Within the winding units and in the central processing
centre, mechanical, positive conveying by means of driver plate is used. After the winding process,
final treatment is carried out in the processing centre. The tube inspector takes charge of
distribution: empty tubes are transferred via the CTS transfer station to the ring spinning
machine, tubes with cut-off pieces of yarn are optionally fed to the tube cleaning unit, tubes with
yarn remains that can be unwound are fed back into the material flow.
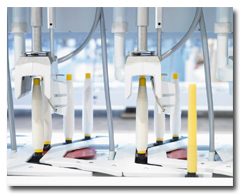
Figure 3: Proven and secure Autoconer Caddy transport system
To complement the energy-saving transport concept, the opportunity exists to utilize further
energy-saving potential. If the Autoconer X5, type V machine has wound all its bobbins and the ring
spinning machine is still engaged in production of the new take-up, the winding machine can switch
to energy saving mode. This means that all belts and units that are not required enter “sleep” mode
(e.g. reduction in the power take-up of the suction system). Everything is then reactivated in good
time for the transfer of the new bobbins.
The monitoring tasks of the operators are clearly organized and characterized by short
distances. The Informator is located directly on the machining centre right next to the CTS
transfer station, so the operator is only a couple of steps away from the operating terminal of the
ring spinning machine and can quickly survey the production sequences and data of both machines.
Plus points for the installation of a linked system with the Autoconer X5, type V
- Independence from the availability of trained staff and from labour cost increases
- Safeguarding of yarn quality due to gentle supply to winding machine
- No mixing-up of lots
- Optimum capacity coordination between spinning and winding machine
- Higher efficiency rating of the ring spinning machine (with SPID)
- Flexible configuration of the material flow units to satisfy the requirement
- High cycle rates, reliable process sequences
- Transparency of operation, Informator as central operating terminal close to the spinning
machine - Energy-saving mode
- Online quality monitoring with SPID (optional)
- PreciFX (option) — unique yarn traversing facility for individual package quality

Figure 4: Open design, clearly structured material flow for the Autoconer X5, type V
SPID for linked systems Autoconer X5, V — Quality assurance before it is too late
Trust is good, automated online control is better. Especially if it helps not only to
recognize potential sources of faults but also to eliminate them early on. SPID is the (optional)
online monitoring system of the Autoconer X5 for linked systems, which provides targeted monitoring
of the spinning quality at each individual spindle of the ring spinning machine. Spindles that
produce faulty bobbins or show a decline in quality can be identified at an early stage while in
operation and the cause of the fault can be eliminated in a targeted, preventive intervention.
The principle is simple: when transferring the bobbins from the ring spinning machine trays
to the Caddies on the Autoconer X5, type V, the built-in chip in the Caddy records the number of
the spindle from which the bobbin originates. The clearer in the winding unit assigns its measured
yarn quality and clearing data to this number. The operator receives the information about quality
data that is outside the set limits or is deteriorating directly for the spindle responsible
systematically from the Informator. Quality limits and clearing limits are entered centrally at the
Informator via the integrated clearer operation prior to the start of the lot. The effect is that
fault causes can be eliminated quickly and specifically. And because the trend of all quality data
is recorded continuously, preventive maintenance can even be instigated deliberately if the level
drops.

Figure 5: Online quality monitoring with the spindle identification system SPID
With SPID both the quality level and efficiency can be maintained at a significantly higher
level. The ring spinning machine now produces virtually fault-free yarn quality, which can be
processed smoothly, thus also maximizing the efficiency rating of the package winder and further
process stages. This offers an enormous advantage compared with the ra-dom sampling of the yarn
data in the laboratory that is otherwise the norm. Corrective intervention is then only possible
far too late, and the quality is already outside the limits. No specific allocation to the fault
source that is at the root of the problem is possible, as this is not known. A tedious search is
initiated, and quality declines further in the meantime.
Posted on May 26, 2011
Source: Oerlikon Schlafhorst



