D
uring the last few years, Mageba Textilmaschinen GmbH & Co. KG — a Germany-based
manufacturer of dyeing, finishing and other machinery for processing narrow fabrics — has
developed innovative and easy-to-operate finishing ranges for the coating, finishing and stretching
of ropes, cords and tows. These ranges, with their state-of-the-art modular designs, meet the high
quality standards of the rope and cord industry.
The RopeCoater and RopeLiner rope finishing ranges, controlled by a programmable logic
controller, allow for the exact reproduction according to the parameters specified as well as
energy-efficient and smooth processing of high-modulus polyethylene (HMPE), polyester and polyamide
ropes.
A most efficient and smooth drying process for rope is achieved through the benefit of
microwave technology. Microwave drying combined with infrared and warm-air drying allows for
significant increases in production output, energy savings and advantages in process engineering,
resulting in high-quality standards.
Owing to fiber orientation or fiber stretching by means of a controlled stretching process
for ropes made of HMPE or polyester, the break load can be increased, thus leading to an optimum
usage of the raw material.
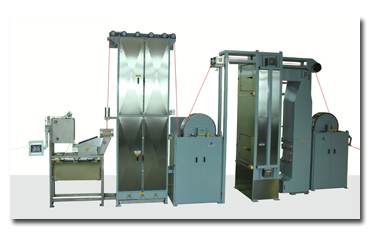
Mageba’s RopeLiner rope finishing range includes PLC control, a coating unit, microwave
dryer, infrared dryer, hold mangle, warm-air dryer and pull mangle.
Basically, Mageba distinguishes between two continous rope finishing processes:
- impregnation/coating and drying/fixation, using the RopeCoater range; and
- impregnation/coating, predrying, stretching and drying/fixation, using RopeLiner.
Impregnation/Coating
The impregnation process requires an optimal penetration of the chemicals — mostly
water-solubable polyurethane — into the rope core. During this process, the ropes are dipped into
a teflonized lowerable bath, subsequently run through a stripping unit and optionally through a
two-roller squeeze padder. The stripping unit is equipped with a pneumatically driven rope-forming
device, which can be adjusted according to the rope diameter, thus ensuring a controlled and even
pick-up of the chemicals.
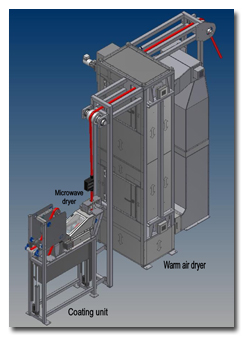
The RopeCoater range comprises a coating unit, microwave dryer and warm-air dryer.
Drying/Fixation
During the drying process, it is most crucial not only to remove the water on the surface of
the rope, but also to remove it from the rope core. Moreover, the chemicals need a certain dwell
time to allow the fixation of the ropes and the reaction of the chemicals under a certain
temperature, determined according to the type and material of the rope that is under fixation.
There are three methods for the drying of ropes: microwave drying; infrared drying; and
warm-air drying.
For the predrying of ropes, microwave drying has proven the most efficient method as a
result of the microwaves penetrating immediately into the rope core, thus initiating the drying
process from the inside to the outside of the rope. Depending on the rope diameter and the type of
coating combined with a final drying process, the microwave predrying method allows for a 40- to
80-percent increase in production output.
Furthermore, microwave drying is considered an energy-efficient and smooth method because
the microwaves do not primarily heat the rope material, but do vaporize the moisture directly in
the rope. In contrast with other drying procedures, it enables effective drying at low
temperatures. This advantage allows for gentle drying even of sensitive material like HMPE and
prevents bubbling on the rope surface.
Microwave drying takes place from the middle of the rope to the outer side, and the unit is
positioned straight behind the stripping unit. Therefore, the chemicals picked up start drying
inside the rope, and owing to the rope feed tension, they escape to a smaller extent from the rope
core. This ensures smooth drying and results in an even penetration of the entire rope profile.
Combined with the microwave drying procedure, infrared drying also is an effective and
space-saving drying method, used in particular for predrying before the stretching process. The
infrared drying process provides the most efficient rope drying from the outside to the inside. The
combination of both methods — microwave and infrared drying — results in a high-performance
process. In order to provide a smooth infrared drying process, especially for ropes made of HMPE,
the infrared drying cabinet is equipped with three adjustable heating zones, and the infrared
radiators are installed in special positions — both ensuring optimal intervals between heating and
dwelling zones, thus guaranteeing even exposure to radiation.
Continous warm-air drying is considered a very smooth drying procedure and can be used for
predrying, final drying and thermofixation. The rope is run spirally through the drying cabinet. If
used for thick ropes, warm-air drying can be time-consuming because the inner humidity moves slowly
to the rope surface. Therefore, the drying cabinet allows for a large rope content. To shorten the
warm-air drying process during coating, microwave predrying is recommended. The temperature in the
warm-air drying cabinet is adjusted by means of a sensor in the cabinet or by measuring the rope
temperature at the exit of the cabinet, which allows a controlled and constant drying or fixation
process. During the warm-air drying process, temperatures up to 220°C can be reached. Always
committed to energy-saving operation methods, the air circulation dryer is equipped with valves to
control the ratio between recirculated air and fresh air supply.
Stretching Of Ropes
The thermal and mechanical orientation and stretching of the ropes is required for the
mechanical length orientation of the braids and for the orientation of the molecular structures at
the melting point of man-made materials like polyester and HMPE. Both processes have a significant
impact on the break load and elongation of the rope.
The stretching of the rope is done by means of hold and pull mangles with a set tensile
load. The drying cabinet or heating zone is positioned between the hold mangle and the pull mangle.
The rope stretches itself toward the melting point under a set temperature and tensile force.
During the stretching process, the tensile load required amounts to approximately 10 percent
of the break load. Depending on the material used and on the dwell time in the dryer, the
temperatures vary. They range from 130°C to 140°C for HMPE and from 190°C to 220 °C for polyester.
A cell load keeps the tensile load of the rope stable, setting either the tensile load value or the
percentage of the rope stretching.
For a 3-millimeter (mm)-diameter rope made of polyester, the break load can be increased by
around 40 percent by applying a tensile load of around 100 kilograms.
In order to avoid deformation of the rope during the stretching process, the hold and pull
mangle for rope diameters up to 60 mm is equipped with a two-groove-roller system. Alternatively,
the two-groove system can be designed according to the customer’s specifications.
Finishing ranges up to a rope diameter of 25 mm have overhung hold and pull mangles allowing
for easy exchange of the groove pulley if required according to the size of the rope diameter.
Machine Concept
The demand for ideal adjustment of the machine design to the rope diameter to be processed
requires the availability of two basic machine types:
- for a rope diameter up to 25 mm: RopeCoater I and RopeLiner I with break load up to 3 metric
tons; or - for a rope diameter up to 60 mm: RopeCoater II and RopeLiner II with break load up to 5 metric
tons.
Optionally, the ranges are available for larger rope diameters and higher break loads.
Depending on the application and space, the stretching process can be done either with a
vertical or a horizontal warm-air dryer. The production speed in the infrared and warm-air dryer
depends on the rope content and is determined according to the production output required.
The computer control with modem for remote diagnostics ensures the recording of processing
data related to the product. For every type of rope, the complete processing data — such as
temperatures, speeds, tensile loads, pressures and other data — are saved and can be deposited,
thus allowing for precisely reproducible processes.
Editor’s Note: This article was provided to Textile World by Mageba Textilmaschinen GmbH &
Co. KG.



