
Marketed under the tagline, “The Social Fiber,” INNEGRA™ works best when combined with other fibers to enhance and elevate product performance.
TW Special Report
Fibers for highly technical applications are subjected to demands where often failure is not an option. Over the years, fibers have been engineered to meet stringent technical specifications whether it be for aerospace, energy, medical, filtration, construction or automotive applications, as well as protective gear. Fibers are pushed to be lighter, stronger and perform better — all at the lowest cost.
A newer high-tech fiber on the market is INNEGRA™, a high modulus polypropylene (HMPP) fiber available from Colfax, N.C.-based Quantum™ Materials LLC (see sidebar). Innegra may be used on its own in a high-tech application. However, the most interesting thing about Innegra is that the fiber performs at its best when it is blended with other fiber types.
Recognizing this attribute, Quantum coined the phrase “The Social Fiber” to describe the unique benefits of Innegra and its ability to “play well” with other fiber types. “We like to say it performs best when it is combined with other materials where they can bring out the best in each other,” said Jen Hanna, director of Innegra sales, Quantum Materials.
“While it cannot carry a load like carbon, it can protect those structural fibers and provide something carbon cannot. It’s the Swiss army knife of fibers, packing a lot of versatility into a lightweight package.”
Beginnings
For a newer fiber, Innegra has a pretty involved origin story. Originally created between 2004 and 2008 in Greenville, S.C., the fiber was first introduced to the market in 2009 by Innegrity LLC. Initially produced in Greenville and Germany at facilities where the capabilities existed, the technology was acquired in 2011 by CCH, which changed its name to Innegra Technologies. In 2014, 100 percent of the production was moved to Quantum’s production facilities, and in 2023, Quantum purchased Innegra Technologies outright.
While Quantum did not play a role in the fiber’s initial creation, the company has worked to improve the manufacturing process to in turn improve the fiber quality since it began manufacturing the fiber in 2014.
What Makes Innegra Unique?
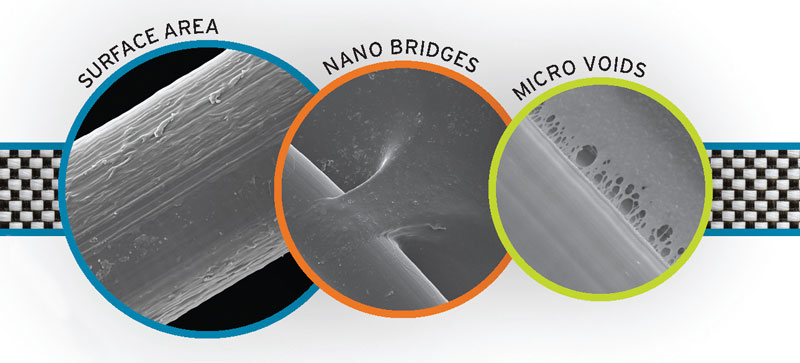
Innegra has some unique and in some cases, unexplained, properties that set it apart from other technical fibers. The fiber is manufactured using a melt spun process with quench, followed by a high draw. The finished fiber is highly crystalline and porous, which results in an ultralightweight fiber with high modulus. In fact, the fiber is the lightest synthetic fiber that is commercially available.
Innegra also has a unique surface structure and cross section that feature micro voids and nanofiber bridges (See Figure 1). It is suspected that these nanofiber bridges act as shock absorbers of a sort, although this has yet to be tested and verified.
According to Quantum, other inherent characteristics of the fiber include excellent dielectric properties, low creep, density and elongation; high sonic velocity; and cold temperature stability.
Innegra also is hydrophobic — therefore performance is not impacted by moisture or water — and is chemically inert. When subjected to more than 25 different chemicals — including acids, bases and organic solvents, as well as hydraulic fluids and oils, among other chemicals — test results showed either no effect on the breaking strength of the fiber or only a slight effect, where Quantum defines no effect as less than 10 percent and slight as between 10 and 20 percent.
Innegra has a double melt point between 162 and 164°C with the melt onset occurring above 150°C, or approximately 302°F. The fiber’s unique characteristics remain intact and continue to perform up to 150°C.
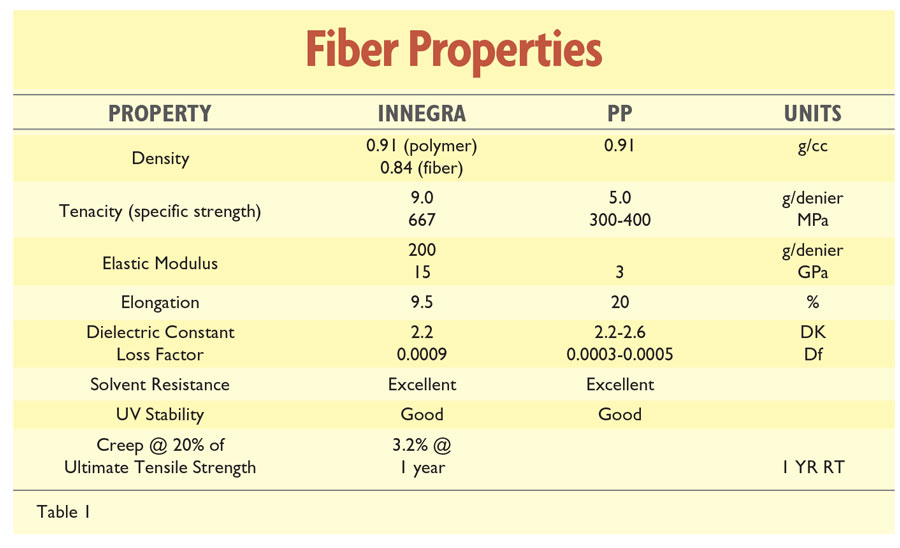
The fiber properties compared to those of a regular PP fiber are shown in Table 1.
Enhance, Amplify & Elevate
When hybridized with other fibers, Innegra enhances performance. “As a material that works best with other fibers, Innegra truly is an enhancer or amplifier to a product as a whole, elevating performance when combined with other materials,” Hanna reinforced.
The fiber:
- Is Tough and Durable — It can prevent fracture propagation or catastrophic failure because it is ductile and has the ability to dissipate energy;
- Dampens Vibration — Innegra dissipates energy helping to reduce vibration for enhanced protection or performance;
- Is Flexible — The fiber maintains excellent flex fatigue and does not break after many cycles of bending and flexing;
- Maintains Shape — It exhibits excellent shape retention after long-term use and its low creep and recoil reduction extends a product’s lifespan;
- Is Fusible — Innegra maintains performance characteristics when fused and compacted into solid shapes;
- Is Impact Resistant — The fiber will quickly dissipate a tremendous amount of energy in high impact applications; and
- Is Ductile — Innegra is pliable, not brittle — even in cold temperatures — and does not lose toughness when deformed during application.
Applications
Innegra is found in a wide variety of applications including military ropes, puncture resistant insoles for firefighter boots and military jungle boots, webbing, ballistic fabrics, and lacrosse and other sports netting.
However, Innegra is used most widely in composite applications where it supports high modulus fibers to increase toughness, durability and damping, while also reducing weight. Such applications include sporting goods, automotive applications, radomes, luggage and prosthetics.
For example, Innegra is combined with carbon fiber to produce tennis racquets where it reduces weight, improves impact resistance and reduces vibration. When blended with carbon and basalt fiber in hockey goalie masks, Innegra reduces the weight and vibration, and increases impact resistance. Blends comprised of Innegra, glass basalt and carbon fiber reduce weight, increase damage tolerance and increase impact resistance when used in canoes and kayaks. Innegra also can be combined with aramids and ceramic fibers in ballistic applications for weight reduction, energy dissipation, and chemical resistance, among other benefits.
It also can be combined with natural fibers. “Hybridizing Innegra with natural fibers is another area to explore that could prove to be beneficial,” Hanna mused.
“Innegra can be used in an effort to reduce over engineering,” Hanna said. “Sometimes, when products are designed, extra layers are factored in for safety as an insurance policy. Instead of overengineering with heavier or more costly materials, Innegra may be used to provide increased durability and protection without the added weight or extra cost.”
Brands currently using Innegra fiber include East Coast Dyes (ECD) for lacrosse mesh, Head, Bauer, Shi-mano, Swift Canoe, Nova Craft and Allied Cycle.
Fly Bag
A Germany-based university also researched using Innegra fiber as a component in a fly bag — a textile bag designed to mitigate the risk of a blast from bomb located in passenger luggage stored in the cargo area of an airplane. The bag was designed to absorb shockwaves, contain fragments of the explosion and contain the fire. “The design was proven to perform,” Hanna said.
High Value, High Performance
Innegra also offers excellent value per pound of fiber, according to the company. Compared to other high-performance fibers on the market, Innegra is competitive in price. “Innegra is a specialty fiber that aims to bring higher performance,” Hanna said. “With higher performing fibers, price tends to increase. However, keep in mind when talking per pound pricing, Innegra is 60-percent lighter than glass, 50-percent lighter than carbon and 40-percent lighter than aramids. A pound of Innegra goes a long way!”
Looking Ahead
“Quantum Materials is committed to pushing the boundaries of innovation,” Hanna noted. “As we expand into emerging markets, like composites, we continue to focus on developing advanced materials and high-performance solutions that address the most challenging technical demands.”
Quantum has more recently added solution-dyed Innegra to its portfolio, which offers greater customization options to customers. “Often times Innegra is used in the laminate where you cannot see it after production,” Hanna said. “However, there are many applications where it is visible and the solution-dyed expanded the options beyond natural or black.”
Quantum also offers a variety of coated Innegra yarns to meet the demands of different applications from ultraviolet to weather resistance and beyond. In addition, the company has experimented with a glow-in-the-dark version that needs some fine tuning, but will be developed further if a good-fit application is discovered.
Hanna also noted that a new product, PROTECC, is positioned to enter the thermoplastic market this year. Protecc is a blend of Innegra and the company’s proprietary Quantum Fusion Technology. “Protecc comes in two versions, coated Innegra or Innegra hybridized fabrics, or fabrics combined with a low melt adhesive yarn.” Hanna explained. “Combined with the low melt adhesive yarn, Protecc can be processed using heat and pressure — which shortens cycle times and improves efficiencies — to create high-performing durable parts.
“Today, Innegra is used in a variety of markets including sporting goods, transportation, radomes, military, protective, industrial applications,” Hanna said. “The potential is really untapped between thermoplastic composites and textiles. These are two areas we are just beginning to explore.”
The company will participate in trade shows such as JEC World, Techtextil North America and CAMX to build awareness for the fiber and its unique opportunities.
Quantum’s continuous development of Innegra positions the company at the forefront of advanced material innovation. The Innegra journey has just begun, and the potential is as limitless as the products Quantum aims to transform.
Quantum Materials LLC: Pursuing The Undiscovered
Originally established as a manufacturer of high-performance elastomeric-based suspension fabrics, Colfax, N.C.-based Quantum Materials LLC is today a vertically integrated manufacturer with the ability to convert resin into finished fabrics all under one roof. Its 150,000-square-foot facility supports three core areas of Quantum’s business — Quantum Suspension Fabrics, Quantum Technical & Industrial Yarns and Textiles, and INNEGRA™.
Quantum processes polyester, nylon, polypropylene, copolyester, and recycled and biobased materials.
Yarn capabilities include mono- and multifilament yarn extrusion, fully drawn yarn, yarn coating, air-jet texturing and twisting. The company also has the ability to impart a variety of additives and offers a variety of fiber cross-section options.
In weaving, Quantum has warping capacity, and can produce 2- and 4-way stretch fabrics, as well as bonded and non-bonded stretch wovens.
The Quantum Difference
The company prides itself on quick turn production cycles and research and development. It has in-house designers on staff and also dedicated resources for new product development initiatives. Quantum’s smaller team of approximately dedicated 90 employees is agile and adaptable, as well as focused on technical excellence, operational efficiency and rapid customer response.
The company has been a trusted supplier to global companies for more than 30 years, and Quantum continues to leverage its technical expertise to overcome complex challenges while delivering high-performance solutions.
2025 Quarterly Issue I



