H
istorically, the nonwovens industry was organized differently from the textile industry
and grew to present a broad array of highly functionalized, yet disposable, single-use engineered
products that are driven by high-speed, large volume and low cost. The market segments most
impacted by nonwovens have been those requiring desired performance at reasonable costs —
disposable products are used in a myriad of applications ranging from hygiene, medical, filtration,
wipes and consumer products to geo-nonwovens — and, consequently, they are separate from the more
traditional textiles that have been focused primarily on apparel. Interestingly, there has been
little or no overlap with technical textiles products because of the fact that nonwovens are driven
by large volumes. The nonwoven roll goods industry produces close to 6 million tons of fabrics per
year, with an annual growth rate of 8 percent.
Today’s segments of the industry include raw material suppliers; roll goods producers;
converters/fabricators of the end-use products; the machinery industry supporting the previous
three categories; auxiliary material suppliers; and winding, slitting and packaging equipment
makers; among other segments. Even this segmentation does not offer as clear a picture as one might
imagine, because the picture is further clouded by varying degrees of vertical and horizontal
integration in the industry. Globally, the picture is further complicated by the local market and
economic nuances.
Historically, nonwovens started as single-use, large-volume, disposable products, but the future
expansions beyond the historical market segments will be quite different: We are now coming
full-circle and focusing on smaller-volume, high-value products; and this only means that technical
textiles and nonwovens will emerge as functional structures driven by performance. This is the
battleground for durable products made from nonwovens.
The term “durable” is in, but its meaning is not always clear in this context; nonwovens can
be long-lasting or have a short life cycle. Most nonwovens currently are engineered to be
single-use products, and function adequately in the applications for which they’re designed.
Automotive nonwovens, geosynthetic nonwovens and the like are intended to last for a long time, and
are often called durable, but it is preferable to refer to these as long-life nonwovens.
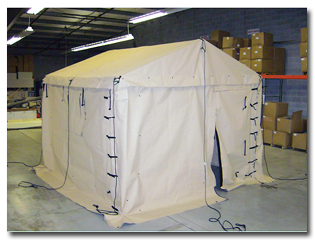
Figure 1: This full-sized tent, delivered recently to Tyndall Air Force Base, Fla., is made
using a coated nonwoven substrate in which the islands-in-the-sea fibers have been
fibrillated.
There is also the multi-use nonwovens classification. For example, many commercial wipes
used in Europe today can be used to wipe a surface and be washed/rinsed/cleaned and reused multiple
times. From the perspective of functional clothing, the materials need to withstand multiple
launderings without loss of functionality or appearance. One must make a distinction here:
Long-life nonwovens are not necessarily launderable, although they can function for a very long
time. Durable, launderable nonwovens are a different class altogether. There are not too many such
products on the market — yet. But, watch out for functional nonwovens products in technical
clothing applications — these are going to emerge a lot sooner than many imagine. But, what will be
the technology of choice? That depends on the assets in place, applications, functions required and
other parameters.
Durable Nonwoven Fabric Formation
Historically, there have been two major efforts in forming durable nonwoven fabrics.
Charlotte-based Polymer Group Inc. (PGI) introduced the line of Miratec® fabrics not so long ago.
These were carded staple-fiber-based products that were hydroentangled using PGI’s unique Apex™
technology that would create textures and structures equivalent to those of any textiles. Most were
formed with blends of fibers, and their performance could be equal to or better than that of their
woven counterparts. Most of these fabrics had additional binders to ensure that the fabrics would
not unentangle during laundering. Consequently, these fabrics did not have the hand, feel or drape
required; and, as a result, their uses remained limited. Interestingly, some groups are still
pursuing staple-fiber-based products. For example, the U.S. Army Natick Soldier Systems Center,
Natick, Mass., has worked with a number of groups to develop staple-fiber-based nonwovens for
soldiers’ uniforms. These structures ultimately find their niche.

Figure 2: Segmented pie is one example of a splittable bicomponent fiber.
The other effort was initiated by Freudenberg Nonwovens, Germany, and utilizes bicomponent
spunbond technology coupled with hydroentangling. Spunbonding bicomponent extrusion technology
involves the spinning of continuous filaments composed of two polymers deposited onto a forming
belt followed by mechanical, thermal or chemical bonding. The fine-fiber spunbond process often is
capable of producing only fibers larger than 10 to 15 microns. The key will be to form a structure
composed of smaller fibers than usual, and that only means that exotic fiber types will be needed
for these applications. One of the key patents in this area was granted to Dr. Robert Groten and
others at Freudenberg for detailing the process for splitting segmented pie fibers in a continuous
process. The fabric thus formed is now known as Evolon® and is the first commercial spunbond
reusable, durable microdenier fabric, and arguably the best-known microdenier nonwoven in use
today. These structures are far superior to those made from staple fibers in terms of durability,
strength and drape.
The term “splittable” refers to bicomponent fibers that have one common interface and in
which the two components are exposed to air on the surface of the fibers. Classic examples include:
segmented pie
(see Figure 2); segmented ribbon; and side-by-side. Mechanical splitting requires the
fiber components to have little affinity to one another; therefore, the selection of polymers and
polymer ratios plays a key role in the ability and quality of the splitting.

Figures 3 and 4: In hydroentangling of bicomponent fibers, water jets split the bicomponent
segments (top), resulting in two different, wedge-shaped fibers (bottom).
Hydroentangling uses high-pressure water-jet curtains to mechanically move, wrap and
entangle fibers. During the process, the water jets split the bicomponent segments, resulting in
two different, wedge-shaped fibers
(See Figures 3 and 4).
The fiber size after splitting is dependent on the diameter of the original fiber, the
number of segments and the spinning parameters. There are a few limitations to the segmented
pie structure. The segmented pie structure is limited by the wedge-shaped fibers formed during the
splitting. These fibers can pack tightly when consolidated. This behavior creates the challenge of
balancing consolidation and mechanical properties. When consolidation is low, pilling and tensile
are low and tear is high. When consolidation is high, pilling and tensile are high and tear is
low.
Spunbond microfibers are also formed by the removal of one of the components in a
bicomponent structure using caustic and other solvents. The most common cross section used is the
islands-in-the-sea (I/S), in which the sea is removed, leaving the islands behind. As the number of
islands increases, the size of the resulting fibers decreases. Because this method requires removal
of a component, there are often environmental concerns along with additional costs due to the
removal process and waste of the sea polymer. Additionally, the challenge with these structures is
that the islands tend to stay as bundles.
Microfiber nonwovens are used in suede and leather products, durable wipes, and automotive
components such as headliners, but they have made little headway in durable, launderable, technical
clothing applications. This is partly due to the fact that microdenier fabrics thus far have lacked
adequate drape and stretch, and are difficult to dye — they cannot be dyed to deep shades.
Emerging Durable Nonwoven Fabrics
There have been numerous attempts to overcome the shortcomings of the existing microdenier
and staple-fiber durable nonwovens. These efforts have resulted in a number of new developments
that will likely appear as products in the near future. Following is a glimpse into the future and
what some new technologies may offer in a durable nonwoven structure.
Structures With Super Moisture Transport
Coolmax®, 4DG™, and other structures utilize the fiber shape as a means to create
capillarity for rapid moisture transport. Wichita, Kan.-based Invista’s Coolmax is essentially a
flat fiber with a superior surface finish to allow the transport of moisture. Because of its shape,
it also packs differently compared to round fibers, creating more capillarity
(See Figure 5).

Figure 5: The shape of Coolmax® fiber affects the way it packs in a yarn, creating more
capillarity compared with a round fiber, and enhancing the yarn’s moisture-transport function.
Schematic courtesy of Invista
4DG, developed by Fiber Innovation Technologies Inc., Johnson City, Tenn., is formed by
controlling the shape of the spinnerets, and, consequently, fibers are larger than normal —
typically 6 deniers per filament or larger — and these are not ideal for technical clothing
applications.
A new structure that is emerging is known as the Winged Fiber™, developed by Allasso
Industries Inc., Raleigh, N.C. Originally created for use in a spunbond nonwoven, the fiber can
easily be utilized in critical applications in which Coolmax and other similar structures are used.
Here, the filaments are formed as a bicomponent fiber in which the winged component is wrapped by a
sacrificial sheath. The shape is controlled through the spinpack design and not the spinneret.
Consequently, fibers as little as 1 denier or less are possible. With this technology, the fibers
are formed into the final product, and a finishing step removes the sacrificial sheath releasing
the winged fibers. Therefore, the fibers do not interdigitate but, rather, stay apart, providing
for higher permeability and capillarity. The fibers can reach a specific surface area of 20 square
meters per gram (m2/g), compared with 0.2 m2/g for a round fiber of the same size and between 0.3
and 0.4 m2/g for Coolmax.

Figure 6 (top): The Winged Fiber™, whose cross section is shown here, measures 15 by 10
microns. This particular fiber is made from polyester.
The nonwovens version of this structure is durable and drapable, and will be an interesting
component in activewear. Whether in a knitted, woven or nonwoven fabric, the high surface area will
translate to much faster drying of the fabric. Therefore, for next-to-skin applications requiring
moisture management, this structure can offer unrivaled performance.
Structures made with fibers such as the Winged Fiber also can be used to form durable wipes,
filters, suede and leather products.
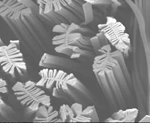
Figure 7 (bottom): Shown here is a cross section of a nonwoven fabric made with the Winged
Fiber.
High-strength Micro And Nanofiber Structures
Nonwovens are not necessarily known for their strength because of our daily contact with
disposable products. Many high-performance nonwovens are used to stabilize structures such as
roads, embankments, and other similar structures. These, however, are often heavy and not
necessarily drapable.
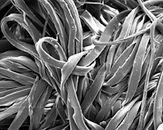
It was recently discovered that through mechanical action including shear and
hydroentangling, I/S fibers can be fibrillated
(See Figure 8). If the sea component is fractured and fibrillated, the sea remains in the
structure, making the process more economical and environmentally friendly, as the fractured sea
elements wrap the fibers and can act as a binder when and if melted.

Figure 8: When islands-in-the-sea fibers are fibrillated through mechanical action such as
shear or hydroentangling, the fractured and fibrillated sea elements wrap the fibers and can act as
a binder when and if melted.
This fibrillation allows the formation of structures composed of sub-micron fibers that are
superior in terms of tear and tensile and abrasion properties, and offer properties that are not
easily achievable. As a coated substrate, the structures can be formed into shelters, tents,
awnings and other structures.
(See Figure 1).
Durable Structures With Super Drape And Hand
Splittable fibers often end up with what could be called the “velcro effect.” The surfaces
tend to be sticky and easily cling to other surfaces. Some fine silk woven fabrics often
produce the same result partly because the fibers are available on the surface and partly because
they are too fine.
A modification in the typical tipped trilobal bicomponent fiber can lead to a flexible
drapable, durable fabric. Here, the tipped trilobal cross section is modified in one of two ways:
The structure accommodates a core within the trilobal configuration; or the tips become the
majority component, allowing for easy splitting (See Figure 9). With the addition of a core, once
split, there will be three fibers — the tips — and one sheath core. The sheath is normally a
different polymer and melts at lower temperatures, allowing it to be used as a binder fiber to
further strengthen the structure.
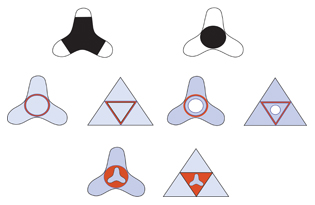
Figure 9 (top): Tipped trilobal fibers are easily split by hydroentangling. Examples
include (left to right): a tipped trilobal in which both core and tips are exposed on the surface;
and a modified tipped trilobal in which the core is wrapped by the tips. Figure 10 (bottom): The
core-modified structure offers interesting possibilities, as shown here.
The core-modified structure offers interesting possibilities in that the polymer B
component, shown as the minority component, can be polymers that are not easily spinnable
(See Figure 10). For example, highly loaded polymers with additives such as titanium
dioxide cannot be spun easily into a fiber. Here, the B component can accommodate such polymers.
Recently, the combination of elastomers with other polymers such as nylon and polyester has led to
the introduction of durable nonwovens with stretch and recovery. The surface of these structures is
interesting in that the fibers appear to be self-crimping, which consequently results in much
better hand
(See Figure 11).

Figure 11: The modified tipped trilobal fiber shown in this scanning electron micrograph is
an 80-percent polyester/ 20-percent nylon bicomponent fiber.
These configurations result in a microfiber nonwoven with superior mechanical properties
over other cross sections with similar fiber diameters; however, it is limited in possible
polymer-to-polymer and polymer-to-additive ratios.
Conclusions
New durable nonwovens developments outlined above can emerge as the next generation of
technical textiles in many critical applications. These structures are strong and possess
significantly higher surface area than existing fabrics. Some of the developments may equally
impact wovens and knits as well in that the fibers developed for these nonwovens can readily be
spun into filaments and staples and can form the basis for the next generation of technical
clothing fabrics.
The emerging nonwovens, however, will not be your father’s nonwoven, and will be different
from nonwovens in use today. The future promises to be interesting and potentially very rewarding.
References:
- Fedorova, N. “Investigation of the Utility of Islands-in-the-Sea Bicomponent Fiber Technology
in the Spunbond Process.” (PhD diss., North Carolina State University, 2007). - Okamoto, M. “Multi-core composite filaments and process for producing same.” 1977. US Patent
4,127,696, filed Sept. 6, 1977, and issued Nov. 28, 1978. - Moriki, Y., and M. Ogasawara. “Spinneret for production of composite filaments.” 1982. US
Patent 4,445,833, filed Feb. 17, 1982, and issued May 1, 1984. - Kiriyama, T., et al. “Novel assembly of composite fibers.” 1981. US Patent 4,414,276, filed
July 29, 1981, and issued Nov. 8, 1983. - Fedorova, N; B. Pourdeyhimi. “High Strength Nylon Micro- and Nanofiber Based Nonwovens via
Spunbonding,” Journal of Applied Polymer Science 104, No. 5 (2007): 3434-3442. - Freudenberg Nonwovens. Accessed Jan. 4, 2011. http://www.evolon.com/.
- Nagendra, A., S. Verenich; B. Pourdeyhimi. “Durable Nonwoven Fabrics via Fracturing Bicomponent
Islands-in-the-Sea Filaments.” Journal of Engineered Fibers and Fabrics 3, No. 3 (2008):
1-9. - Groten, R.; G. Grissett. “Advances Made in Micro-Denier Durable Nonwovens.” Presented at
TechTextil North America 2006, Atlanta, March 29, 2006. - Nakajima, T., Advanced fiber spinning technology, 108-109. Cambridge: Woodhead Publishing Ltd.,
1994. - Durany A.; N. Anantharamaiah N; and B. Pourdeyhimi., “High surface area nonwovens via
fibrillating spunbonded nonwovens comprising Islands-in-the-Sea bicomponent filaments:
structure-process-property relationships.”Journal of Materials Science 44, No. 21 (2009):
5926-5934. - Bond, E.B.; and T. A. Young.”Shaped fiber fabrics.” U.S. Patent Application Publication
2005/0176326A1, Aug. 11, 2005. - Wang, C.: et al. “Method for producing ultrafine fiber and artificial leather.” U.S. Patent
Application Publication, 2004/0045145 A1, March 11, 2004. - Pourdeyhimi, B.; N. Fedorova; and S. Sharp. “Lightweight high-tensile, high-tear strength
bicomponent nonwoven fabrics.” 2005. US Patent 7,438,777, filed April 1, 2005, and issued Oct. 21,
2008. - Pourdeyhimi, B.; and S. Sharp. “High strength, durable fabrics produced by fibrillating
multilobal fibers.” 2007. US Patent 7,883,772, filed June 28, 2007, and issued Feb. 8, 2011. - Pourdeyhimi, B.; and W. Chappas. “High surface area fiber and textiles made from the same.”
U.S. Patent Application Publication 2008/0108265 A1, May 8, 2008. - Pourdeyhimi, B.; N. Fedorova; and S. Sharp. “High strength, durable micro & nano-fiber
fabrics produced by fibrillating bicomponent islands in the sea fibers.” U.S. Patent Application
Publication 2006/0292355 A1, Dec. 28, 2006.
Editor’s note: Dr. Behnam Pourdeyhimi is Associate Dean for Industry Research and
Extension, and William A. Klopman Distinguished Professor of Textile Materials at North Carolina
State University’s (NCSU’s) College of Textiles, Raleigh, N.C.; and Executive Director of The
Nonwovens Institute at NCSU.
May/June 2011



